基于PC的小型雕刻机的设计
2016-11-04常宏斌郭宝坤
常宏斌 郭宝坤

摘 要:通过PC并口,将Mach3作为控制软件,选用三轴步进电机控制板作为主控制板,步进电机通过滚珠丝杠副带动X,Y和Z轴运动,主轴用直流电机控制,通过设计电气控制电路和机械结构,实现三轴联动的小型雕刻机。
关键词:小型雕刻机;March3软件;PC;步进电机
中图分类号:TP391.73 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.18.094
随着电子技术和计算机技术的发展,基于PC和Windows平台的数控雕刻技术得到了质的飞跃,小型雕刻机可以用作PCB、PVC、图章、木材的平面雕刻加工等,深受许多DIY爱好者的喜爱。美国“雕霸”、法国“嘉宝”和日本“御牧”等雕刻机质量优秀,但体积大,价格高昂,国内北京“精雕”、上海“啄木鸟”等雕刻机,价格也较昂贵,超出个人的承受范围。国内有一些机械电子爱好者因兴趣爱好,设计制作了满足个人某方面需求的小型雕刻机,但其具有较强的私人性,并没有得到进一步的推广和开发。为此,设计开发了一台结构简单、软硬件开放、功能较为齐全、成本低的小型雕刻机。
1 总体方案设计
基于PC的小型雕刻机要满足个人爱好者制作DIY电路板、雕刻文字等需求,因此设计通过PC驱动电路板控制雕刻机的运行,方便在电脑上进行CAD/CAM设计后,直接实施加工。为了降低成本,要求软硬件开放。总体设计方案如图1所示。
PC上装有数控软件,通过并口与步进电机驱动器连接,驱动三个轴的步进电机转动。步进电机通过机械传动结构实现三轴往返运动。机身部分直接决定了机器的稳定性与可靠性。为了个人使用方便,可以选用质量较轻的的铝合金材料,便于搬运,也可以使用更加便宜的普通钢材。
2 机械部分设计
2.1 机身结构设计
总体来说,小型雕刻机机身有以下3种结构形式:①移动龙门式。这种结构平台固定,X轴与Z轴通过Y轴带动龙门结构移动,机身部分为工作平台;行程大,但稳定性差,精度要求高,如图2所示。②固定龙门式。龙门与机身位置固守,工作平台为Y轴。Z轴安装在X轴上移动。该结构稳定性较好,精度高,但行程小,工件质量全部加载在Y圆轴上,且Y轴导轨比X轴更容易磨损,如图3所示。③移动台面式。X,Y轴水平移动,Z轴负责上下移动。这种结构适合较大功率的主轴,可用于金属、石块和木板等的加工,机身占地面积小,结构简单,安装方便,并且成本较低。根据项目设计特点,选择此种结构形式。
整个机械结构如图4所示。步进电机通过支架固定在机身上,再通过联轴器与丝杠连接,完成运动的传递。主轴电机高速转动带动主轴刀具转动,完成切削。为了简化设计、降低成本,可以采用钢铁材料或铝合金型材。通过Pro/E对零部件进行尺寸设计和三维建模,完成虚拟装配。
2.2 三轴传动结构设计
X,Y,Z方向即三轴传动结构由丝杆、光杆、滑块以及支架构成。步进电机通过联轴器与丝杆连接,光轴用于导向,最终实现由步进电机的旋转运动转化为直线往返运动。工作台用来放置待雕刻物体,工作台与X轴丝杆和光杆连接在一起。其中,三轴的丝杆和光轴分别通过轴承座安装在机身前后板上,丝杆通过一个螺母和滑块与三轴的固定板面连接,光轴通过两个滑块与三轴的固定板面联接。
2.3 主轴系统结构设计
主轴的工作方式是刀具在做高速转动时进行Z轴方向的进刀和退刀运动,Z轴方向除了由步进电机带动丝杠通过螺母进行上下运动外,还需要实现切削的主运动,主轴系统为刀具提供动力装置是专用的主轴电机,通过手动调速来实现速度的调节。
3 电气部分设计
3.1 总体概述
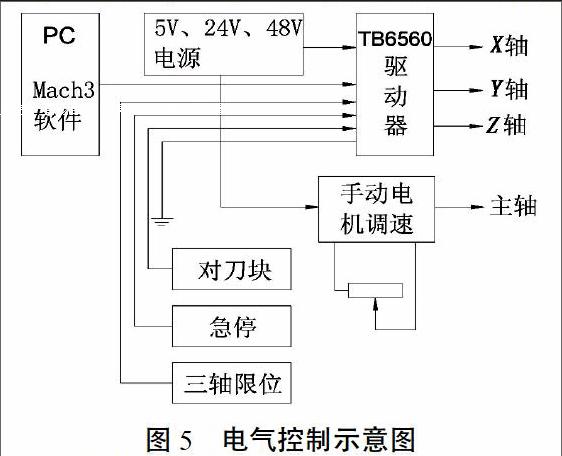
本部分主要包括控制软件、电源、控制卡、步进电机这4部分。其整个工作过程是,在电脑上通过Mach3软件设置好相关信息后,用打印并口线把电脑与运动控制卡连接,相应的加工代码信息脉冲通过步进电机驱动器控制X,Y和Z轴步进电机转动,实现来回往返移动。电气控制如图5所示。
3.2 雕刻机控制软件
小型雕刻机的控制方式共有以下3种:①维宏卡接口。该方式加工效率高,加工轨迹三维图形仿真,加工过程实时三维显示,即使突然断电也能保存工作原点,但价格贵,且灵活性较差。②USB CNC。该方式使用方便,USB传输信号的距离比并口远,使用USB-MACH3的运动控制卡也越来越多,但运行不如LPTl连接方式稳定。③LPT接口。连接后机器各方面运行稳定,且不易出错,技术更成熟,但新笔记本电脑没有该接口,不方便使用。
本设计用的控制软件是Mach3软件,是美国ArtSoft公司开发一款借助Windows作为平台的数控软件。软件使用电脑的LPT接口外接设备的连接口,可利用Artcam等cam软件里生成的代码(即G代码)产生输出脉冲与方向信号,控制步进电机,从而实现控制整个数控机床。Mach3具有运行稳定、操作简单、技术成熟、能直观显示刀路等优点。
3.3 电源部分
电源部分的作用就是给雕刻机整个控制系统提供工作电压。本设计控制系统需要的电压有48 V、24 V和5 V,48 V是主轴电机的工作电压,24 V是步进电机的工作电压,5 V是控制卡正常工作时的逻辑电压,即高电平。
3.4 步进电机驱动板部分
驱动板是雕刻机的核心部件,主要是将计算机发来的脉冲信号按顺序分配,驱动步进电机转动。本设计选用的驱动器控制板是TB6560,其是三轴驱动,有细分流开关、5 V电压的隔离装置、急停开关和三轴的限位开关等接口。VCC接电源的正极,GND接电源的负极,输入信号是5 V使能信号。
3.5 步进电机部分
步进电机有很多种,根据设计目标选用的是两相六线的57步进电机。这种步进电机带有出轴,可以省去手动拨轮,使用起来更加方便。
4 调试
雕刻机控制系统的整个工作过程是,在电脑上通过Mach3软件设置好相关信息后(G代码),用打印并口线把电脑与控制卡连接,控制卡接到由电脑传来的脉冲后,实现对步进电机的控制。控制卡三个轴上都有细分流开关,通过电流的“细分”可以对电机在运行的过产生的振动、噪声等得到较好的降低。为了满足需要,还需对雕刻机设置限位开关和急停开关接线。
4.1 Mach3软件调试
4.1.1 配置并口参数
并口参数主要包括公、英制选择,端口、针脚设置和定义等,如图6所示。
4.1.2 电机参数设置
选择“设置→电机调试”菜单,如图7所示,分别设置 X,Y和Z轴;设置各轴的电机参数,每轴设置完后都需要按“保存设置”按钮保存设置。
4.1.3 Mach3驱动测试
Mach3安装好并按上述步骤设置好之后,需要Mach3安装目录下的DriveTest.exe文件对Mach3并口驱动及电脑与Mach3的兼容性进行测试,运行DriveTest.exe。如果驱动没有安装好,则会提示,需要重新安装并重启电脑。
4.2 测试加工
以上各项都设置无误后,确保航空插头,并口线连接良好。手动测试急停开关,通过键盘方键移动各轴,手动调速等功能,然后导入G代码,装夹雕刻的材料,对刀并设置零点,按循环开始雕刻加工测试。
5 总结
本文设计了一款适合个人使用的小型雕刻机,利用Mach3作为PC机上的数控软件,选用合适的步进电机驱动器,用三维软件设计机械传动结构,并进行了虚拟仿真装配。经过测试,实现了设计的功能,达到了预期的目的。
参考文献
[1]张昱.三维机械雕刻机的研制[D].合肥:合肥工业大学,2002.
[2]罗奇亮,马保吉.基于Mach3软件的经济型三维机械式雕刻机开发[J].机电产品开发与创新,2009(06).
[3]徐铭,徐莉萍.基于PC的教学型数控雕刻机实验系统开发[J].机床与液压,2009(1).
[4]董爱梅,丛红.基于PC的教学型数控铣床实验系统设计[J].机械与电子,2004(2).
〔编辑:刘晓芳〕
