FST-009数控车床夹具的改进
2016-11-03徐金君吕国新
徐金君, 徐 珍, 吕国新
FST-009数控车床夹具的改进
徐金君1, 徐珍2, 吕国新1
(1.西北轴承有限公司,宁夏 银川 750021 ;2.宁夏地质工程学校,宁夏 银川 750021)
FST-009数控车床夹具的设计存在一定的问题,依据设备说明书的转速加工Φ45~60mm之间滚子时,因夹紧力不够,出现让刀、工件转动等现象;当降低转速加工Φ45~60mm之间滚子时,虽能满足要求,但大大降低了生产效率,无法充分发挥该类设备的利用率。为了不降低转速同时又能够加工Φ45~60mm之间的滚子,对夹具进行了改进,由三爪夹盘改为弹性夹盘,使设备的利用率提高了一倍,满足了生产需要。
数控车床;弹性夹具;夹紧力;夹持块;轴承滚子
1 前言
随着市场需求的不断变化,轴承的生产向着多规格小批量方向转换。为此,公司购进25台FST-009数控车床,主要车制轴承滚子,以满足现有的生产需求。该数控车床的夹具存在一定的问题,只适合车削尺寸比较细的棒料(Φ45mm以下);当车削尺寸比较粗的棒料(Φ45~60mm)时,该夹具就不能提供足够的夹紧力,从而影响了生产效率,造成了刀具和夹具的损坏。针对存在的问题,对夹具进行了改进,满足了生产的需要。
2 原有夹具存在的问题
FST-009数控车床主要车制轴承滚子,车床原设计自带夹具为普通楔式中空液压动力三爪夹盘,如图 1 所示。
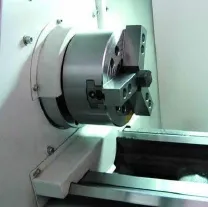
图1 液压动力三爪夹盘
此种夹盘通过中空拉杆在油压的作用下推动连接盘向上运动,滑块随之运动,把力传递给夹爪,挤压夹爪沿滑道运动,夹紧工件;当中空拉杆在另一侧油压的作用下推动连接盘向下运动时,带动夹爪背向圆心运动,也就是张开夹爪,如图 2 所示。
为了减少料头,提高材料的利用率,该设备设计棒料长度为3m,如图 3 所示。棒料依靠料架、导向套的支撑,进入回转油缸,通过中空拉杆后由夹爪夹紧。棒料与导向套之间的间隙在2~3mm,棒料存在一定的弯曲现象,因此,当转速达到额定转速1 000r/min时,由于棒料的离心力作用,夹爪夹持力丧失较多。按该设备额定转速加工直径为Φ45mm以下滚子时,油缸的油压为2.5MPa,夹爪的夹紧力能够满足工作需要;当加工直径在Φ45~60mm之间滚子时,随着工件直径的增加,棒料的离心力增加,同时,工件所受的切削力也增加,夹爪夹紧力就不能满足工作需要,常常发生棒料转动和向后位移,造成滚子废品。为解决夹紧力不足的问题,把油压调高到极限油压2.8~3.0MPa,使夹盘的夹紧力增大,满足了工作需要,但同时会出现夹伤棒料表面(在车制下一个轴承滚子时,棒料表面的夹伤会被加工掉)、动力夹盘压盖变形、螺栓和备帽断裂、料管螺纹损坏、瞬间发生撞刀,造成车刀蹦刃等现象。操作者要频繁更换刀片,或停机维修。在加工Φ45mm以上的滚子时,为了避免上述现象的发生,只能通过降低转速或缩短料棒的长度(由3m变为2m)来满足工作需要,大大降低了生产效率或材料利用率。为了充分提升此种设备的利用率,在降低设备故障率的同时,扩大其滚子加工范围(车制滚子直径增加至Φ64mm之内),迫切需要对FST-009数控车床的夹具进行改进。
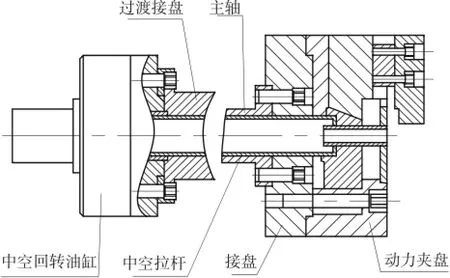
图2 液压夹紧机构

图3 料架和导向套支撑棒料机构
3 三爪夹盘的改进
为了满足生产任务的需求,对FST-009数控车床的夹具进行了改进。改进后的夹具如图 4 所示。取消了原有普通液压三爪夹盘,重新设计制造了弹性夹具。新设计的夹具主要由弹簧套夹头、夹持环、夹持块、夹具体、过渡盘、料管、安全防护罩等部件组成。安装步骤如图 5 所示。
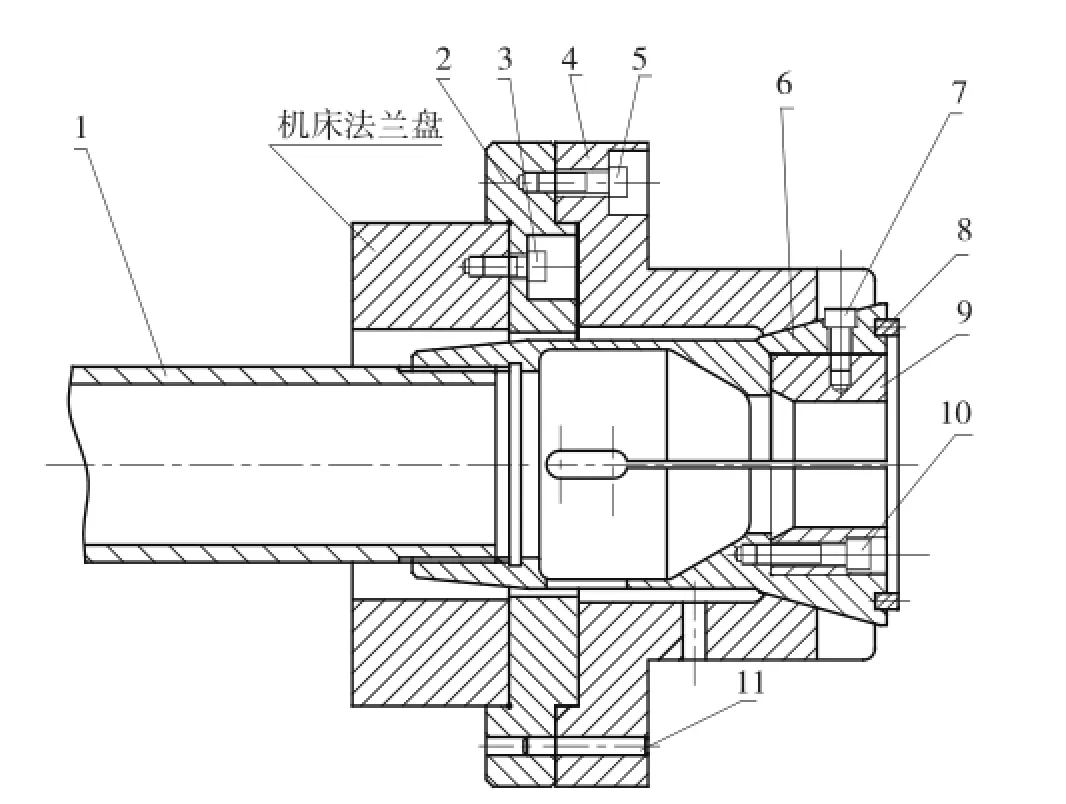
图4 弹性夹具结构

图5 弹性夹具安装步骤
4 弹性夹具的工作原理
通过过渡盘把夹具体与主轴相连接,弹簧套夹头安装在夹具体内,并与料管通过螺纹连接在一起,夹持环安装在弹簧夹头上,通过夹持环来定位弹簧套夹头,以便对夹持块进行精车调整,达到对棒料外圆的定位夹紧,精车完成后,取下夹持环。
弹性夹具的夹持块的内径尺寸精车后应该与棒料尺寸相同,以确保夹持块内圆弧面与棒料的外圆弧面充分接触,增大对棒料的夹紧力,防止棒料发生转动和向后位移,夹持块的外径为标准尺寸,其余部件都设计成通用工件。加工不同直径滚子时,只需要更换不同型号的夹持块,便可实现对不同产品的装夹加工。更换夹持块方便快捷。
5 弹性夹具的优点
(1)定心精度高,装夹工件快捷方便,夹持工件稳定,加工产品尺寸精度高,表面质量好。
(2)FST-009数控车床改成弹性装夹后,根据产品的投料范围制作相应的夹持块,设计简单,制作方便,更换产品时只需更换夹持块便可完成夹具的更换,换活时间短,简便易行。
(3)FST-009数控车床改成弹性装夹后,在加工大尺寸的滚子时,不会出现崩刃和棒料转动以及位移现象,彻底解决了三爪夹盘夹紧工件存在的废品率高、产品质量不稳定、刀具时常损坏等问题。
(4)FST-009数控车床改成弹性装夹后,故障率、维修成本降低,设备的加工范围由原来的直径Φ45mm以下的滚子,增加到可以加工直径Φ64mm以下的滚子,设备利用率得到了显著提高,为生产Φ45~64mm直径滚子奠定了坚实的基础。
(5)FST-009数控车床改成弹性装夹后,加工效率提高了一倍,例如,改造前在加工3053230H型号的小球面滚子时,由于球面曲率大,加工倒角和球面曲率时,吃刀量和切削力增加,原有的三爪夹盘夹紧力不够,棒料夹不紧,容易在倒角处产生振纹。为了保证产品质量,需要通过两次进刀,减小切削力,来消除倒角处产生的振纹。通过对夹具进行技术改进后,只需一次进刀便可达到工艺要求。在确保产品质量的同时,提高了加工效率。
(6)FST-009数控车床改成弹性装夹后,由于弹性夹具夹紧力增大,棒料的料头长度也大幅度缩短,与原来相比,每根棒料的料头长度缩短了50~60mm,有效节约了原材料。
(7)由于弹性夹具增加了与工件的接触面积,在保证不减少夹紧力的前提下,减少了夹具与工件之间的单位压力,即减少了液压压力和工装的损坏。
6 结束语
通过对四台FST-009数控车床夹具的改进,经过为期2个月的试生产运行证明,弹性夹具性能稳定,加工滚子无不良产品产生,产品各项工艺尺寸和形位公差达到设计要求且精度稳定,没有因为夹具改进出现中停维修现象。保证了产品质量,提高了加工效率,解决了机床加工中的装夹问题,扩大了机床加工范围。经过4个月的努力,剩余FST-009数控车床夹具全部改造完毕,达到预期目的。
(编辑:钟媛)
Improvement of FST-009 CNC lathe fixture
Xu Jinjun1, Xu Zhen2, Lv Guoxin1
( 1. Northwest Bearing Co.,Ltd., Yinchuan 750021, China; 2. Ningxia Geological Engineering School, Yinchuan 750021,China )
FST - 009 CNC lathe fixture design had certain problems, when processing rollers between Φ45 to 60 mm according to equipment manuals rotational speed, due to insufficient clamping force , cutter back-off of tool and no clamping material appeared; when processing rollers between Φ45 to 60 mm at lower rotational speed, although the requirements can be met,but the production efficiency was reduced greatly, and unable to give full play to the equipment utilization rate. In order to not reduce the speed at the same time, also can processing the rollers between Φ 45 ~ 60 mm, the fixture was improved, three-jaw chuck was changed to elastic chuck to increase equipment utilization 1 time and meet the needs of production.
CNC lathe; elastic fixture; clamping force; clamping block; bearing roller
TG519.1
B
1672-4852(2016)03-0024-02
2016-08-08.
徐金君(1973-),女,工程师.