末级过热器出口导汽管裂纹分析及处置方案
2016-10-29刘志强王永强
王 强,刘志强,王永强
(山西国峰煤电有限责任公司,山西 汾阳 032200)
工程技术
末级过热器出口导汽管裂纹分析及处置方案
王强,刘志强,王永强
(山西国峰煤电有限责任公司,山西汾阳032200)
阐述了某电厂300MWCFB锅炉末级过热器出口导气管弯头产生裂纹的原因及相应的处理方案。为了查明弯头开裂的真正原因,这次失效分析采用了现场金相检测、现场硬度检测、钢管的合金成分分析、磁粉检测等试验方法,为弯头失效原因的查明提供了有力的技术保障和数据支持。同时依据现行标准对裂纹产生原因进行深入探讨,为进一步认识P91钢的性能提供了典型的案例。
CFB锅炉;失效分析;P91钢
1 概述
某电厂300MWCFB机组,锅炉为东方锅炉(集团)股份有限公司生产的循环流化床锅炉。锅炉型号为:DG1085.3/17.5-Ⅱ1型,锅炉最大连续出力为1 085.3 t/h,末级过热出口蒸汽压力为17.5MPa、出口温度为541℃。锅炉再热蒸汽入口和出口压力分别为:3.847MPa和3.667MPa,再热器入口、出口温度分别为:329℃、541℃。该机组自2015年8月投运以来,累计运行2600余小时,属于新投产机组。
本次出现裂纹缺陷的部件为末级过热器出口集箱至主蒸汽管道的导气管。导气管的规格为
Φ141mm×22mm,材质为SA-335P91。发生开裂的部位为导气管的外弧面(如图1),宏观裂纹长度约7mm。

图1 开裂的弯头
同时在弯头的其他部位发现疑似补焊过的区域,如图2所示。
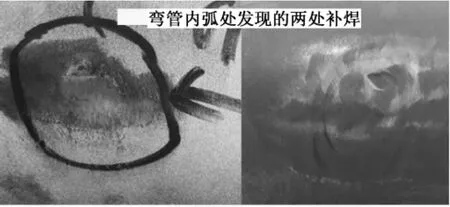
图2 弯头上疑似补焊的区域
2 弯头缺陷区域的实验分析
2.1裂纹区域金相组织分析
对裂纹区域采用粗砂纸进行打磨,打磨后的缺陷外观如图3所示。可以看到两条主裂纹之间存在大量的小裂纹。

图3 打磨后的缺陷照片
将裂纹区域的金相组织分别放大到200倍和400倍(如下页图4),可以看到该区域的金相组织变化明显。从金相照片中可以很明显地观察到金相组织具有焊缝熔合区、晶粒粗大的过热区、晶粒细小的相变重结晶区等形貌特征。可以初步判断裂纹的产生可能是由于在该管道上的焊接引起的。

图4 裂纹区域放大200倍和400倍的金相照片
2.2缺陷区域合金成分的分析及硬度检测
采用德国布鲁克公司生产的便携式荧光X射线合金分析仪(仪器的型号为:S1TITAN500型)对裂纹区和紧挨裂纹区的母材区进行合金成分的分析。这种设备的工作原理是:仪器激发出一定量的X射线并照射到金属表面,X射线从被照物体中击出内层电子时,被照金属将产生特征X射线,这部分特征X射线被仪器吸收,从而得到材料中合金的成分含量。本次检测得到的裂纹区和母材区的主要合金成分如表1。从表中数据可以看出母材区的主要合金成分和管道的设计材料P91的主要合金成分相符,但裂纹区和母材区的成分明显不同,再一次证明了裂纹区为焊接修复区域。
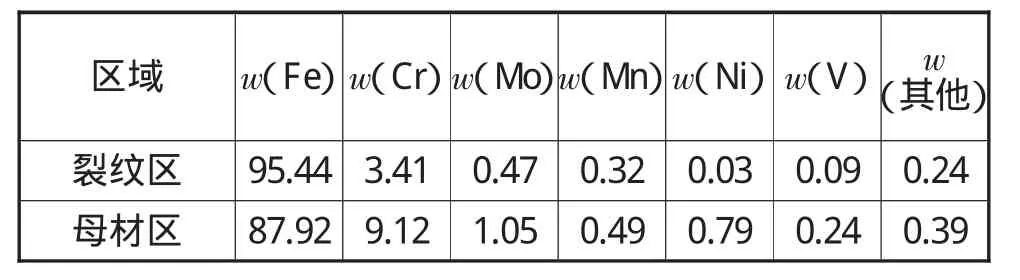
表1 母材和焊缝的主要合金成分 %
硬度实验采用瑞士生产的EQUOTIP3型便携式里氏硬度仪进行。实验是对该弯头的裂纹区和相临近的母材区域进行测试。实验所得到的裂纹区域的硬度的平均值为280HBHLD,检测得到与裂纹区邻近的母材区的平均硬度值220HBHLD。依据DL/T438—2009《火力发电厂金属技术监督规程》附录C的规定,P91钢管材料的硬度(HB)范围规定在180~250之间;P91材料的焊缝区域的硬度(HB)范围应该控制在180~270之间。显然裂纹区的硬度超出了P91材料硬度允许的上限值。过高的硬度往往伴随着材料塑性的下降,这可能是导致弯头开裂的重要原因。并且该机组已经累计运行2600多小时,相当于在541℃回火了2600多小时,回火往往可以将材料的硬度降低,这说明该弯头裂纹区域在投入使用时的硬度值可能更高,塑性更差。
2.3裂纹缺陷的消除与深度测定
缺陷的消除采用细砂纸磨片打磨的方式进行,并依据NB/T47013.4—2015《承压设备无损检测第4部分:磁粉检测》标准进行裂纹缺陷的跟踪检测(如图5),以保证裂纹的彻底消除。最终在磁轭无磁痕显示时,计算得到裂纹的最大深度约为4.5mm。

图5 裂纹打磨消缺
2.4疑似补焊区域的金相分析
对疑似补焊的区域进行金相分析,将其金相组织放大400倍后的照片如图6。可以看到疑似补焊区域同样具有焊缝附近区域的金相组织特征,并且在部分区域内已经产生了微裂纹。

图6 疑似补焊区域的金相组织
3 基于实验结果的分析及相应的方案
3.1实验结果的分析
通过以上的实验可以判断,该弯头的裂纹可能是由于对弯头进行焊接而形成的。这个弯头可能在生产加工过程中出现了某些缺陷,生产人员采用了焊接的方式对该弯头进行修复。在弯头工作后,这些焊接修复的部位作为弯头的薄弱部位而发生失效开裂。
3.2弯头的处置方案
由于弯头的裂纹深度较深,且裂纹区域的面积比较大;同时这个弯头的焊补的部位较多,且部分焊补区域产生了裂纹。因此决定对该弯头进行整体更换。
弯头更换的焊接方案如下:
1)焊接弧焊电源设备选用ZX7-400ST型逆变焊机,采用双人对焊工艺施焊。需要准备氩弧焊、焊条电弧焊用具各两套。履带式加热器一套。
2)焊丝选用日本神钢生产的TG-S9CB型焊丝,规格为Φ2.4mm;焊条选用奥钢联伯乐焊接(中国)有限公司生产的牌号为TphoenixCrMo9V的焊条,规格为:Φ3.2mm×350mm。焊丝使用前进行表面清理,焊条使用前依照说明书进行烘烤,使用时将烘烤后的焊条装入保温桶内,随用随取。
3)选用氩弧焊的钨极型号为:Wce-20,规格为Φ2.5mm。焊道背部采用充氩保护,氩气的流量为10~11 L/min,氩气的纯度不低于99.95%。
4)用机械的方法制备焊接坡口,坡口形式采用双“V”型(见图7)。将坡口两侧10~15mm内的油、锈等杂质清理干净,直至发出金属光泽。

图7 焊接坡口
5)整个焊接过程的焊接热输入见表2。
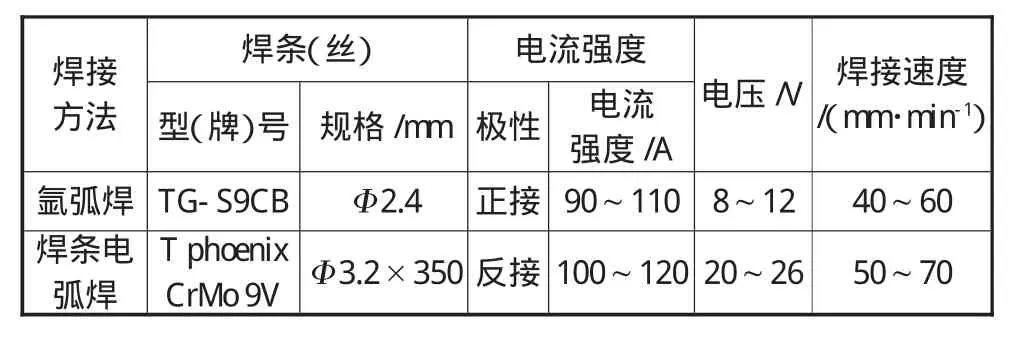
表2 焊接热输入控制表
6)焊接过程的热处理曲线图见图8。氩弧焊打底焊接时,预热的温度为150℃,控制层级温度不要超过200℃;采用焊条电弧焊进行焊接时的预热温度为200℃,焊接层间温度控制在300℃以内;焊接结束后将温度降至100~120℃,并恒温2h,以确保焊缝的组织全部转变为马氏体组织;然后以70℃/h的升温速度将焊缝升温至760℃,并恒温2h,进行高温回火热处理;最后以70℃/h的速度将焊缝缓慢冷却至室温。整个焊接热处理过程采用柔性陶瓷电加热片加热,加热的宽度为300mm。
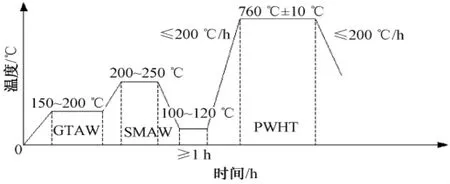
图8 焊接过程热处理曲线图
7)焊接完成后的验收标准按照DL/T869—2012《火力发电厂焊接技术规程》6.3“焊接接头无损检测”中的要求进行。焊缝的硬度验收按照DL/T438—2009《火力发电厂金属技术监督规程》“附录C”进行。
4 结语
现行的DL/T438—2009《火力发电厂金属技术监督规程》等规程都没有明确规定高压弯头能不能采用焊接方式进行修复。从本案例来看,P91材料系列的高压弯头,焊接修复较常规部件的焊接修复将更加复杂,要求也更高。因此P91材料系列承压弯头的焊接修补需要谨慎使用。目前常用的DL/T 695—2014《电站钢制对焊管件》等规程规定,对弯头上的缺陷适宜采用打磨等机械方法加以消除。
(编辑:王红霖)
Analysis and Solutions for Airway Cracks of Final-stage Superheater Outlet
Wang Qiang,Liu Zhiqiang,Wang Yongqiang
(ShanxiGuofeng Coal-Power Co.,Ltd.,Fenyang Shanxi 032200)
Based on the scientific analysis of the possible reasons of airway bend cracks of a 300MW CFB boiler's final-stage superheater outlet in a power plant,some solutions are put forword accordingly in this paper.To find out the true causes for the cracking of the bend,somemethods such as field metallographic test,field hardness test,alloy composition analysis of the steel pipe,magnetic particle testwere applied,which provide strong technical and data support.Moreover,the in-depth research and repeated discussions of the possible causes of the bend cracks in accordance with the current standardsmake it a typical case for further understanding of the properties of P91 steel.
CFB boiler;failure analysis;P91 steel
TK223.3+2;TG44
A
2095-0748(2016)11-0062-03
10.16525/j.cnki.14-1362/n.2016.11.26
2016-04-28
王强(1983—),男,内蒙古鄂尔多斯人,内蒙古科技大学在职研究生,中级工程师,现就职于山西国峰煤电有限责任公司设备部,长期从事火力发电厂设备检修的管理工作;刘志强(1991—),男,山西平遥人,毕业于中原工学院,现就职于山西国峰煤电有限责任公司设备部,从事火力发电厂设备检修管理工作;王永强(1982—),男,山西太原人,毕业于中北大学,现就职于山西国峰煤电有限责任公司设备部,从事循环流化床锅炉设备管理工作。
