自动分选设备系统软件设计
2016-10-28杨超刘丹郑佳晶杨帆
杨超,刘丹,郑佳晶,杨帆
(北京中电科电子装备有限公司,北京100176)
自动分选设备系统软件设计
杨超,刘丹,郑佳晶,杨帆
(北京中电科电子装备有限公司,北京100176)
介绍了自动分选设备的系统软件及控制时序的设计方案,通过分析系统硬件机构,设计系统软件结构,根据设备运行特点,设计控制时序,成功完成了系统软件设计,测试证明设备运行精度高、速度快,运行可靠稳定。
自动分选排片设备;控制软件;运行时序
自动分选机的功能是将一张晶圆上具有不同特性的芯片从蓝膜(或UV膜)上分别挑选出来放入到不同的Tray盒中,从而方便下道工序的使用。通常,自动分选机的来料为通过探针测试台测试过的晶圆,这些经过测试的晶圆芯片或是被打上墨点或是带有MAP文件。传统的挑选方法是经过解胶后由人工挑选,这种方法虽然可靠但效率极低且只能处理表面特征有差异的芯片,对表面特征相同但在电极性或其他不同特性的芯片则无法处理,为了解决以上问题自动分选排片机也就应运而生。
1 需求分析
1.1整机结构
自动分选机可分为运动部件,机器视觉,人机交互三部分。其中,运动部件由旋转臂及顶针机构、晶片台机构和工作台机构组成;机器视觉部分由相机、镜头和光源组成;人机交互由工控机、显示器、鼠标和键盘组成。
旋转臂及顶针机构由三个电机组成,晶片台机构由三个电机组成,工作台机构由2个或4个电机组成。其中,旋转臂及顶针机构、晶片台机构和工作台1由一张8轴运动控制卡控制,工作台2作为可选项由一张4轴运动控制卡控制。两路USB接口的相机分别负责晶片台、工作台的图像识别定位。运动控制卡、相机和显示器全部连接到工控机上,系统软件在工控机上运行,系统软件通过逻辑控制完成整机的协调作业。如图1所示。
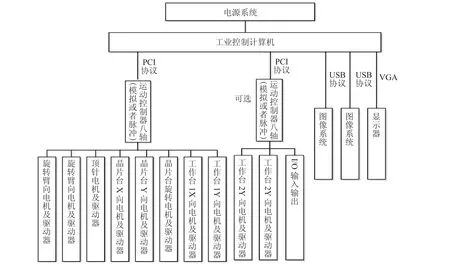
图1 整机电气框图
1.2工艺流程
对于一台新的晶圆自动分选机的工作流程依次是晶片台侧上料,根据芯片尺寸调节镜头倍率,设置晶片台侧芯片间距,设置晶片台侧图像模板,导入MAP文件,将MAP文件中需要挑选的BIN的种类设为合格。工作台侧上Tray盘,根据工作台Tray内碗杯大小调节镜头倍率,设置Tray盘位置间距,设置Tray盘内碗杯位置间距,设置工作台侧模板图像,工作台扫描观察设置是否正确。根据芯片厚度调节旋转臂吸、固晶高度。将MAP文件的首点与晶圆实际首点对准并下载MAP文件参数,选择晶片台、工作台运行方向,自动运行先判断MAP文件当前点是否合格,合格后再晶片台侧图像识别,同时工作台侧图像识别,识别通过后旋转臂机构从晶片台侧抓取芯片放置到工作台侧Tray盒的碗杯中。
1.3软件需求
分析以上整机结构及工艺流程,总结软件主要需求如下:
(1)良好的人机交互界面,具有防呆功能;
(2)具有能够对关键的机械位置进行设定的功能;
(3)具有图像显示和芯片的识别定位功能;
(4)具有MAP功能;
(5)具有分Bin功能;
(6)具有故障检测报警功能;
(7)具有操作权限设置及操作日志保存的功能;
(8)运行稳定可靠。
2 软件设计
分析整机软件需求,将系统软件分为三部分,依次是运动逻辑控制模块、人机交互模块及图像处理模块。考虑系统电气件组成可将运动模块按机构分为晶片台、工作台、顶针及旋转臂三部分。根据设备应用软件的通用功能可将人机交互模块分为人机交互界面、运行参数设置、软件日志及软件权限四部分。系统软件结构框图如图2所示。
2.1运动逻辑模块
运动逻辑模块是系统软件的核心部分,负责控制整机的协调运动。该模块在系统软件中起到承上启下的作用,既要能接收界面的运动命令并给界面反馈,又要根据逻辑需要向运动控制卡发送运动命令同时接收运动控制卡的反馈。根据这个模块的特殊性将其设计为一个动态链接库。
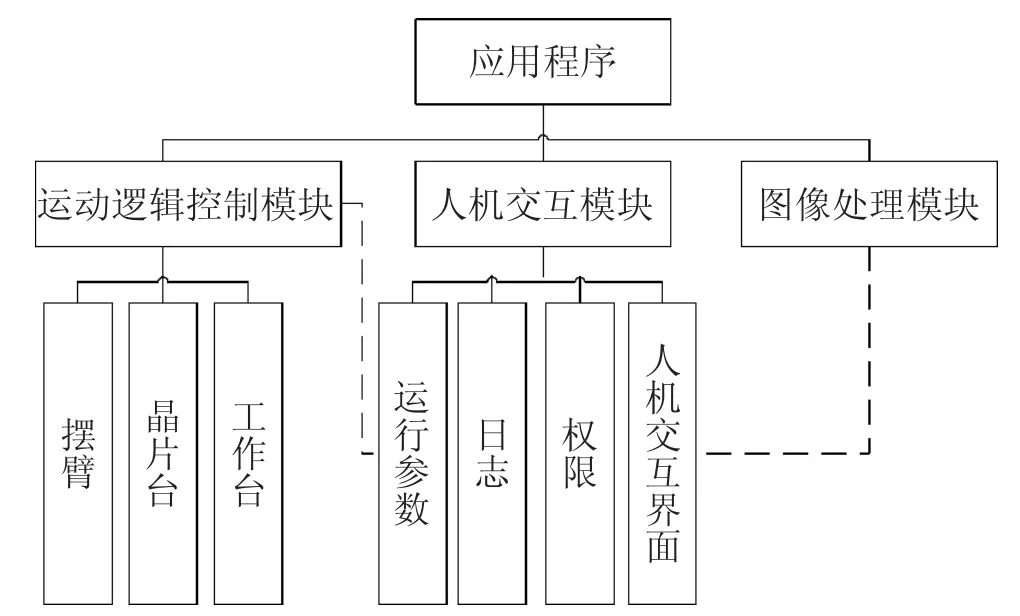
图2 软件结构框图
根据自动分选机的工艺流程可确定整机的运动过程包括以下几个方面:初始化、自动运行、手动运行、晶片台扫描、工作台扫描、旋转臂自动探高、机构走位、摇杆控制。由此确定运动控制库结构如图3所示。
各类具体实现功能如表1所示。
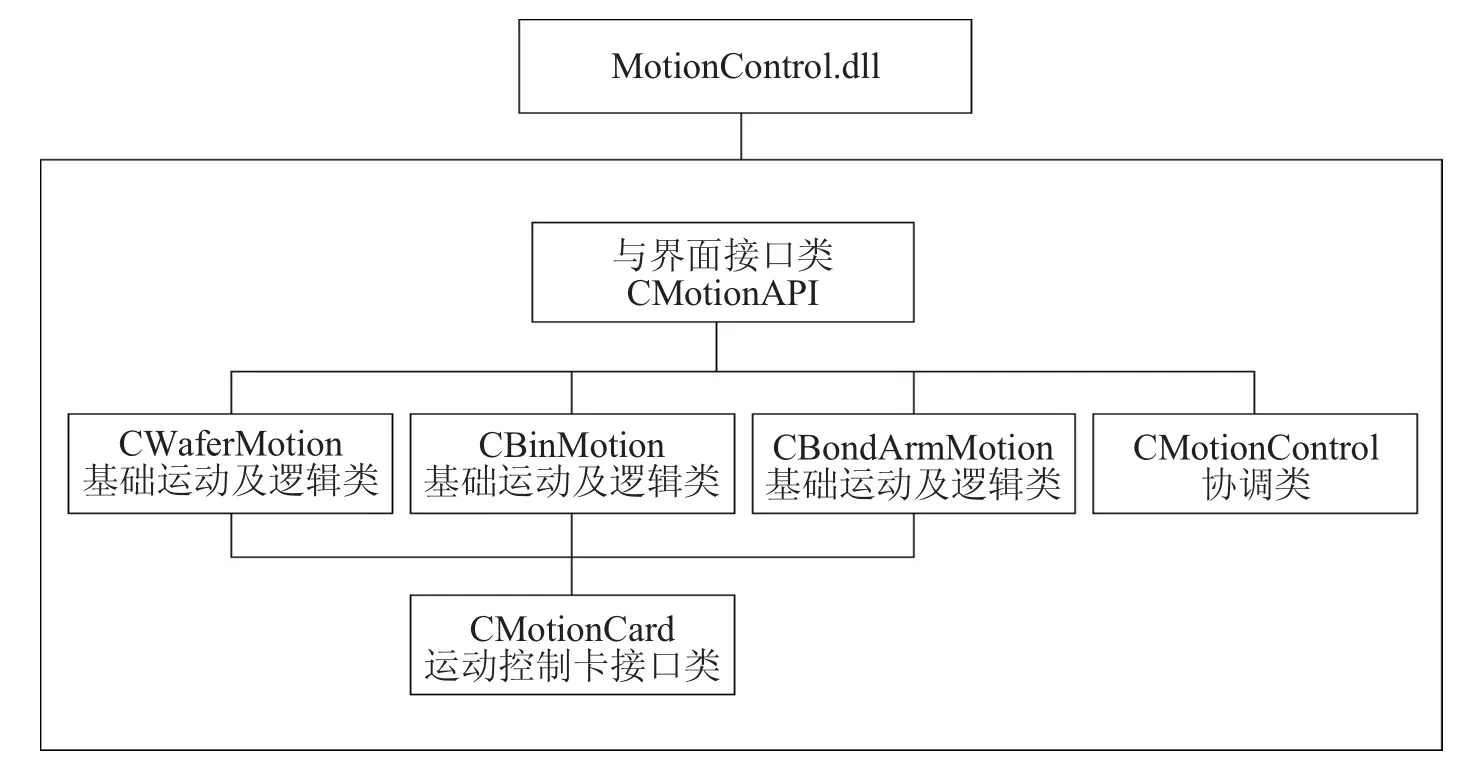
图3 运动控制库结构框图
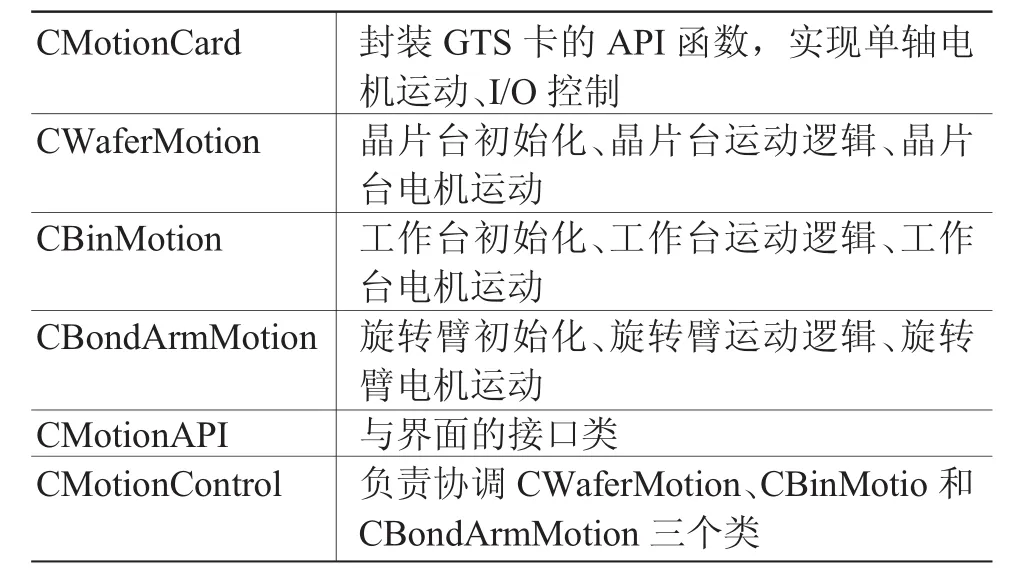
表1 运动控制类说明
2.2人机交互模块
人机交互界面是系统软件的应用界面,操作人员可通过该部分来完成对设备的操作。根据使用要求分析该部分应做到操作简单易懂,具有防呆保护功能,能够进行报警提示;根据机械部件设计要求具有对机械部件进行设置的功能;根据视觉要求要具有图像显示的功能。根据以上要求将人机交互界面模块设计为一个工程,该工程具有操作界面,可连接动态链接库。人机交互模块具体结构如图4所示。
各类具体实现功能如表格2所示。
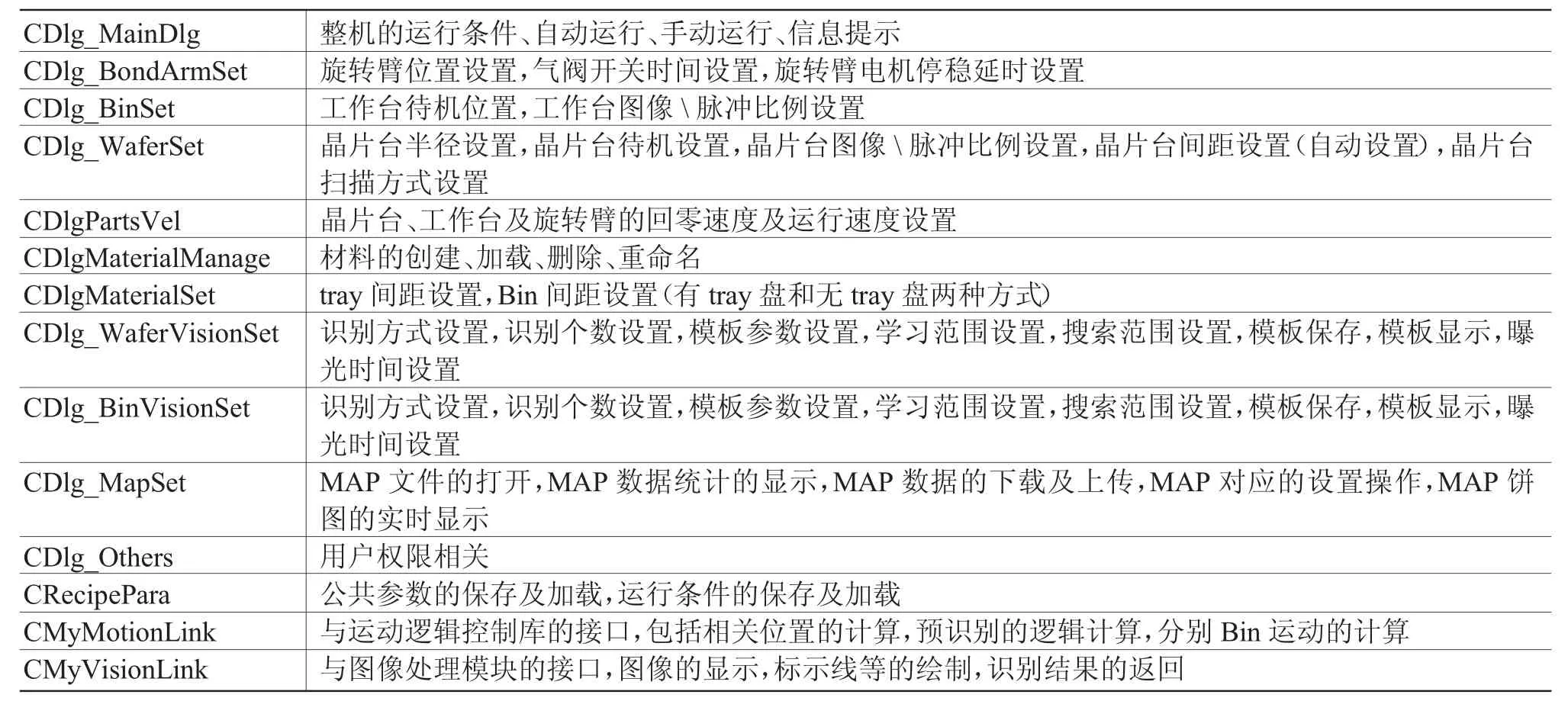
表1 运动控制类说明
2.3图像处理模块
图像处理模块主要包括两部分,即图像的显示和识别定位。其中显示功能包括图像的采集显示,图像的缩放显示,图像的偏移显示,标识线显示等功能。识别定位按识别方式分为轮廓识别和灰度识别,无论是哪种识别方式都要有模板的制作,模板的修改,识别参数的设置,识别范围的设置,以及识别结果的返回。根据以上需求图像处理模块的设计如图5所示。
图像处理模块接口函数如表3所示。
3 时序设计
时序设计是整机运行的核心,由于分选设备要求高速运行且对气路控制要求严格,因此时序设计要求逻辑复杂可靠,图6为分选设备运行时序图。
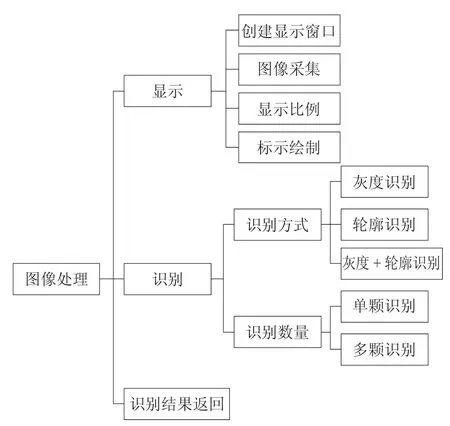
图5 图像处理模块框图
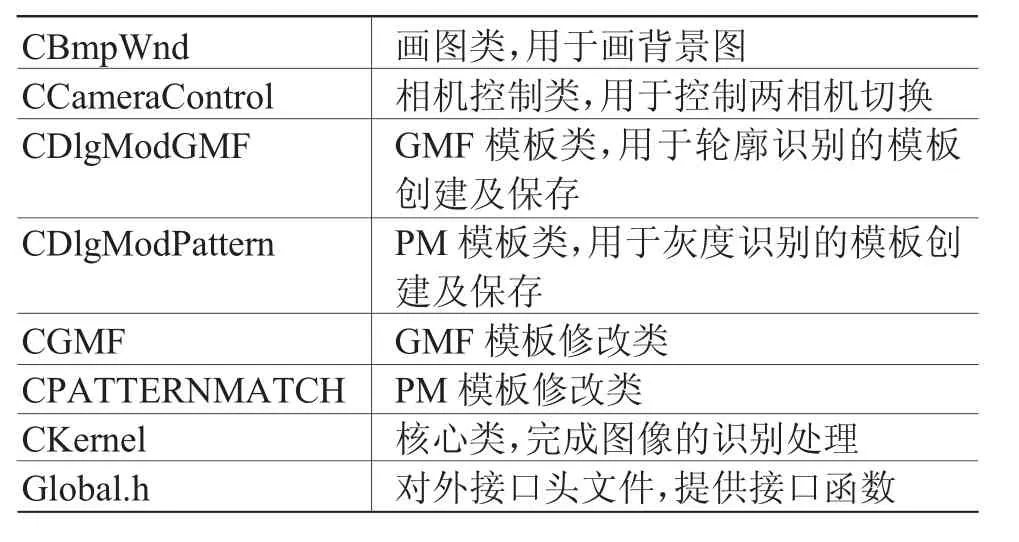
表3 图像处理模块接口函数
4 结果验证
实际完成的软件运行可靠,未发生两工作台相撞的现象,设备实际运行UPH为10K左右,MAP功能可兼容现市场上出现的Mapping文件,分Bin功能在使用过程中没有出现挑混的现象。
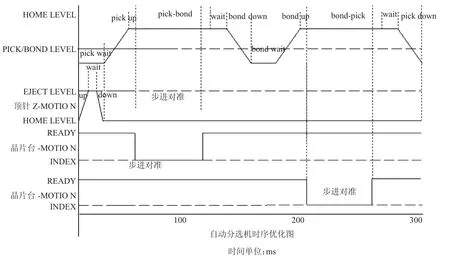
图6 设备运行时序图
5 结束语
最终完成的软件符合设计需求,操作简单,在客户现场运行稳定可靠,未出错误,投入了实际生产应用。
[1]郭东郎平.自动排片机在IC芯片分选中的应用研究[J].电子工业专用设备,40(4):21-25.
[2]Stanley B.,LippmanBarbara E.,Moo JoséeLaJoie.,李师贤,蒋爱军,梅晓勇,等译.C++Primer(第四版)[M].北京:人民邮电出版社,2006.
Design of the Automatic Sorting Equipment System Software
YANG Chao,LIU Dan,ZHENG Jiajing,YANG Fan
(CETC Beijing Electronic Equipment Co.Ltd.,Beijing 100176 China)
This paper mainly introduces the design scheme of the system software and the control time sequence of the automatic sorting equipment.Through the analysis of the system's hardware structure,the software structure of the design system,according to the operating characteristics of the device,the design control time sequence,so as to successfully complete the system software,the test proves that the equipment is running with high accuracy,fast,reliable and stable.
Automatic-sift Die Pick&Place Equipment;Control Software;Running time sequence
TN605
B
1004-4507(2016)01-0034-05
2015-10-30
