基于Q系列PLC网络系统的通信实现
2016-10-21马健王福明范兆周
马健 王福明 范兆周


摘 要:随着计算机技术的发展,PLC的通信在工业现场控制中扮演着重要的角色,文章重点介绍了三菱Q系列PLC的三层网络结构和各层网络的通信实现,通过各层网络间通信完成数据的交互从而实现系统的整体控制。
关键词:PLC;网络结构;通信
1 Q系列PLC的网络结构
三菱Q系列PLC有着清晰的三层网络,根据不同的系统要求提供对应的网络产品。具体的网络结构图如图1所示。
信息层:以太网是整个网络系统中最高层,它的主要功能是在可编程逻辑控制器及PC之间传输设备运行状况、产品信息等相关数据(如设备运行状态、能源可视化数据),信息层一般使用以太网,它不仅能够连接PC,而且还能连接各种自动化设备,三菱Q系列PLC的以太网模块具有电子邮件收发功能,用户随时随地可以通过电子邮件了解生产状况。同时,利用因特网的FTP服务器功能可以实现程序的上传/下载和信息的传输。
控制层:MELSECNET/H它是系统网络的中间层,MELSECNET/H的作用是在可编程逻辑控制器等控制设备之间进行数据传递的控制网络,其中MELSECNET/H有以下特点:首先是有良好的实时性、其次它的网络設定较为简单、最后是有冗余回路。由于具有这些特点使得它获得了较高的市场评价。MELSECNE/H继承了MELSECNET/10网络的优点,优化了网络的实时性,提升了数据容量,从而进一步满足系统要求。现在只有三菱Q系列PLC才可使用MELSECNET/H网络。
设备层:基于CC-Link控制的设备层具功能是把可编程逻辑控制器与系统的相关设备相连接,CC-Link控制的网络是系统的最底层网络。使用该总线结构,减少了配线的工作量,提供了系统可维护性,并且,CC-Link收集的不只I/O有无的数据,它还可以连接变频器、风机等相关设备,从而完成数据的交互实现系统的控制。在Q系列PLC中使用,CC-Link的功能更好,而且使用更加方便。
2 网络系统的通信实现
2.1 CC-Link网的通信实现
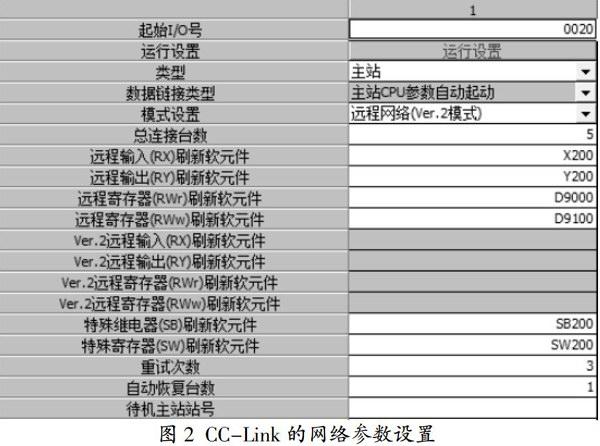
CC-Link的通信方式主要为以下两种:循环通信和瞬时传送。循环通信表明网络中一直有数据在交换。交换的数据类型为:远程输入RX,远程输出RY和远程寄存器RWr、RWw这四种数据类型。一个从站可传递的数据容量依赖于所占据的虚拟站数。占据一个从站意味着适合32位RX或RY,并以每四个字进行重定向。如果一个装置占据两个虚拟站,那么它的数据容量就扩大了一倍。除了循环通信,CC-Link还提供主站、本地站及智能装置站之间传递信息的瞬时传送功能。
在 CC-Link网络中主站是通过CC-Link模块采用链路扫描方式与各从站进行数据链接,远程站与主站之间的链接通过缓冲存储器自动映射完成,而各站与本站PLC内的缓冲存储器是通过程序的编写来实现。CC-Link的网络参数设置图2所示。
2.2 MELSECNET/H网的通信实现
MELSECNET/H网络通过光纤环路网络模块进行网络通讯,通过设置CPU模块与网络模块的连接方式,以达到网络连接和通讯的目的。网络的整体设置如下所示。
(1)站号设置:根据网络需要定好站号,通过Station设置开关进行设置。(2)模式设置:根据网络连接情况设定网络连接速度和工作模式。(3)网络连接:在整个光纤环路中,通过使用光纤线缆将模块接入MELSECNET/H网络。模块的IN端口应与上游设备的OUT端口相连,模块的OUT端口应与下游设备的OUT端口连接。(4)连接应当将同一网络内的模块模式设为一致。利用GX一WORKS设置网络模块和CPU模块的连接以及网络模块的网络参数。
通过通信模块的MODE旋钮,可以选择数据传输速率应为25MbP/S,s设置冗余系统1#为工作站,其余顺次排列。由于网络层共有两个环网,所以还需要设置其中的网络号。网络刷新参数设置如图3所示。
图3 网络刷新参数设置
2.3 以太网的顶层通信系统实现
整个系统的通信可以通过HUB来实现,以太网的主要设置步骤如下:(1)I/O配置:I/O配置可以通过三菱公司的GX-WORKS软件针对安装在基板上的模块类型和对I/O信号的范围进行设置。这样的设置方法较为简单。(2)MNET-10H以太网卡号的设置:设置的主要内容有其他站访问期间的有效模块、网络类型、起始I/O地址、模式等相关设置。(3)操作设置:主要内容有:通讯数据格式、时序初始化、IP地址、发送祯等相关设置。
3 结束语
针对现场控制的网络化时代的需求。设计了基于Q系列PLC的三层网络结构。网络结构主要包括:设备层、控制层、监控层,通过三层网络间的通信实现系统的整体控制。未来的工作将针对发展迅猛的手机APP应用,实现通过手机完成系统的操作以及远程监控等。
参考文献
[1]熊新民.自动控制原理与系统[M].北京:电子工业出版社,2003.
[2]满永奎.三菱Q系列PLC原理与应用设计[M].北京:机械工业出版社,2010.
[3]王俊明,苏记华,薄昌盛,等.基于PLC和CC-Link总线的工业机器人控制的实现[J].自动化技术与应用,2013,32(7).
[4]王海涛,吕晓亮,黄亚勤,等.MELSECNET/H远程I/O网络在环缝焊接设备中的应用[J].电焊机,2011,41(4).
作者简介:马健(1991-),男,在读硕士研究生,研究方向:信号与信息处理。
