浅议PLC在CA6140型车床电气控制系统改造中的应用
2016-10-21高怀香
高怀香


【摘 要】随着我国科学技术水平的不断提高,现代数字设备被广泛应用于各行业中,其中PLC技术也普遍应用于自动化控制系统中。传统机床电气控制系统是以继电器、接触器为主体的控制系统。本文就PLC技术在CA6140型普通机床电气控制系统改造中的应用情况进行了分析论述,以期能够推动PLC技术在机床电气控制系统改造中的普及应用。
【关键词】CA6140车床;PLC技术;梯形图;电气控制
一、传统机床电气控制系统和PLC技术
(一)CA6140车床概述
1.主要功能
CA6140车床是一种应用极为广泛的金属切削机床,能够车削外圆、内圆、端面、螺纹、切断及割槽等,并可以装上钻孔或铰刀进行钻孔和铰孔等。
2.CA6140型车床的主要运动形式及控制要求
(二)PLC技术概述
PLC是可编程控制器简称,以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展起来的一种新型工业控制装置。它具有结构简单、编程方便、可靠性高等优点,已广泛用于工业过程和位置自动控制中。PLC基本组成包括中央处理器(CPU)、存储器、输入/输出接口(缩写为I/O,包括输入接口、输出接口、外部设备接口、扩展接口等)、外部设备编程器及电源模块组成见图1所示。PLC内部各组成单元之间通过电源总线、控制总线、地址总线和数据总线连接,外部则根据实际控制对象配置相应设备与控制装置构成PLC系统。
(三)PLC系统与传统机床电气控制系统的比较
1.组成器件方面
传统机床电气控制系统由许多硬件设备共同构成,例如接触器、速度继电器、时间继电器等;而在PLC控制系统中,在保留传统继电器控制系统主要的元器件前提下,采用编程来代替传统继电器电气控制系统的线路,简而概之,PLC可作为传统控制系统的软件设备,对传统的控制系统进行优化。
2.控制方式方面
传统的机床电气控制系统主要通过元器件的连接实现控制,功能比较单一,缺乏灵活性,而PLC控制系控制的途径是通过编程来实现的,采用软件代替硬件的形式,可以减少硬件安装的难度。
3.触点数量方面
传统的电气控制系统拥有4-8对触点,由于PLC控制系统属于一种编程的软件形式,其拥有无数对触点,远远优于传统电气控制系统。
4.性价比方面
传统机床电气控制系统使用大量硬件设备,造价较低,而PLC虽然利用软件程序代替了大部分硬件设备,节省了硬件材料,但是PLC本身造价高,因而PLC控制系统比传统机床电气控制系统价格昂贵一些,但是PLC使用寿命长,故障少,大大减少设备维修和更换费用,同时还能提高机床工作效率,为企业带来更多效益,从长远来看PLC性价比更高。
二、PLC改造车床控制系统的设计
(一)PLC控制系统的设计的基本原则
在PLC控制系统设计时,要遵循以下基本原则:
1.在最大限度内满足控制要求,充分发挥PLC优势,最大限度地满足被控对象的要求。设计人员必须深入现场调研,收集充足的资料。并且要注意和现场工程管理人员、技术人员及操作人员交流沟通,共同解决重点疑难问题。
2.控制系统要安全可靠 ,确保PLC控制系统能够长期安全、可靠、稳定运行。
3.在满足控制要求和技术指标的前提下,尽量使控制系统简单、经济。
4.适应发展的需要,适时考虑控制系统不断发展和完善的需要。
(二)PLC控制系统设计的步骤
1.分析被控对象并提出控制要求
详细分析被控对象的工艺过程及工作特点,了解被控对象机、电、液之间的配合,提出被控对象对PLC控制系统的控制要求,确定控制方案,拟定设计任务书。
2.确定输入/输出设备
根据系统的控制要求,确定系统所需的全部输入设备和输出设备(如:接触器、电磁阀、信号指示灯及其它执行器等),从而确定与PLC有关的输入/输出设备,以确定PLC的I/O点数。
3.选择PLC
PLC选择包括对PLC的机型、容量、I/O模块、电源等的选择
4.分配I/O点并设计PLC外围硬件线路
分配I/O点:画出PLC的I/O点与输入/输出设备的连接图或对应关系表。
PLC外围硬件线路:画出系统其它部分的电气线路图,包括主电路和未进入PLC的控制电路等。
5.程序设计
程序设计:1)控制程序;2)初始化程序;3)检测、故障诊断和显示等程序;4)保护和连锁程序。
模拟调试:根据产生现场信号的方式不同,模拟调试有硬件模拟法和软件模拟法两种形式。
6.硬件实施
设计控制柜和操作台等部分的电器布置图及安装接线图;
设计系统各部分之间的电气互连图;
根据施工图纸进行现场接线,并进行详细检查。
由于程序设计与硬件实施可同时进行,因此PLC控制系统的设计周期可大大缩短。
7.联机调试
8.整理和编写技术文件
三、PLC技术应用于车床控制系统
(一)控制系统硬件
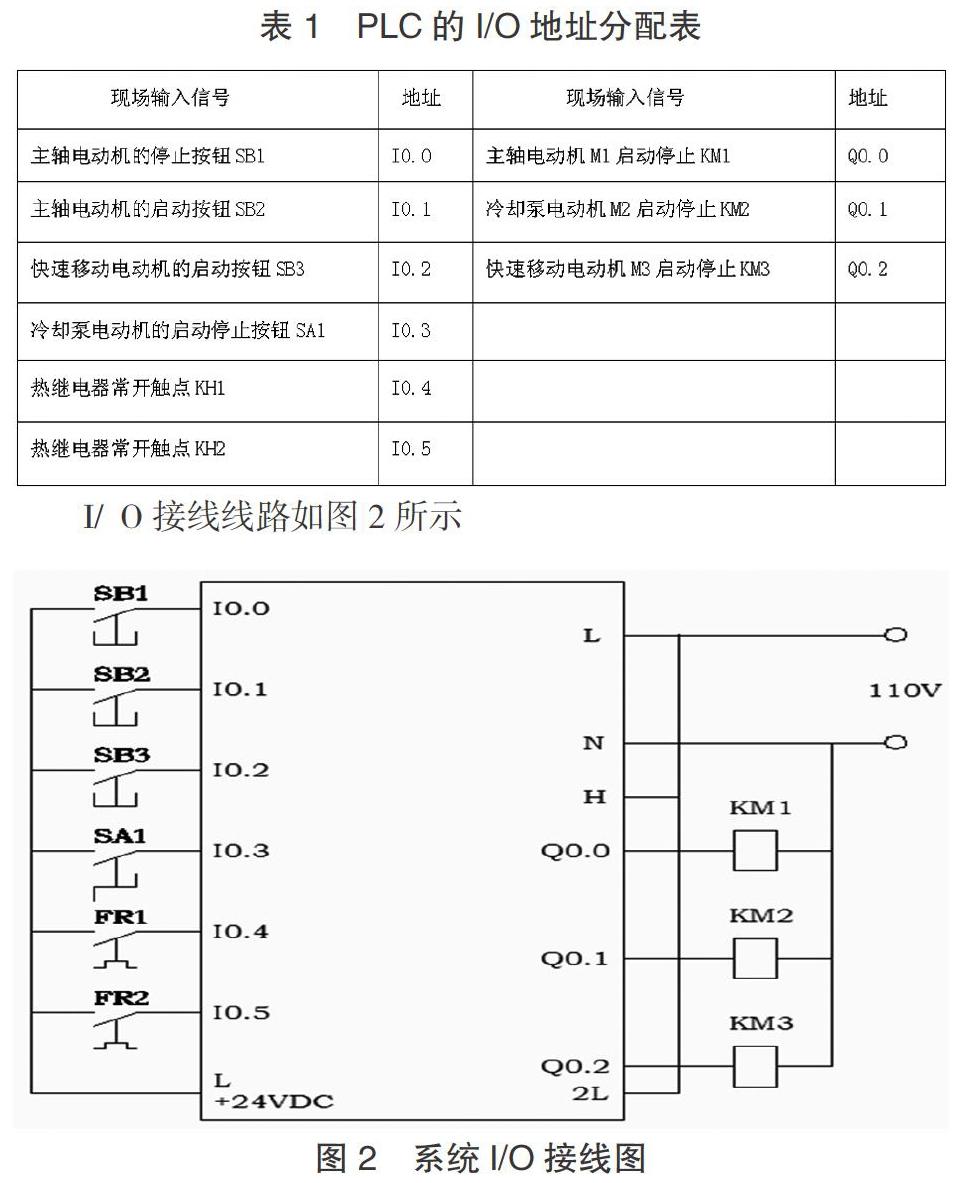
首先对CA6140车床电气控制系统进行详细分析,得出该系统需要输入点数为6点,输出点数为3点,根据输入输出点的数量和实验室现有的条件,选用西门子S7-300系列PLC,其I/O地址分配如下表1所示。这里对输入的常闭触点进行变化,将常闭按钮改为常开按钮,将热继电器的常闭触点改为常开触点
(二)I/O的分配及其接線
I/ O接线线路如图2所示
(三)梯形图程序
根据CA6140型车床的控制要求和I/O接线情况,设计了PLC控制梯形图,如图3所示,该程序反映了原继电—接触器控制电路中的逻辑要求。
四、PLC改造机床电气控制系统过程中必须注意的几个问题
尽管PLC具有可靠性高,抗干扰能力强,扩展性好,组态灵活,维护方便等诸多优点,但是在用PLC改造机床电气控制系统过程中必须要注意以下问题:
(1)选择机型满足控制系统的功能要求,要留有余量,为日后系统修改及工艺变更提供方便;
(2)在改造中注意所选PLC输出类型应与外围设备相匹配;
(3)为确保整个系统能在安全状态下可靠工作,避免由于外部电源发生故障,或误操作造成重大经济损失和个人伤亡事故,必须要在硬件、软件设计上采取必要的保护措施;
(4)系统控制精度要求高时对输出负载采取必要的抗干扰措施;
(5)系统改造力求简单、经济及使用维护方便;
(6)最大限度保证控制系统工作安全可靠。
五、结束语
综上所述,CA6140型普通车床采用传统继电器—接触器控制,其可靠性差,工作效率低,故障诊断和排除困难,而PLC是在继电器控制和计算机控制基础上开发出来的工业自动化控制装置,专门为在工业环境下应用设计,具有可靠性高、设计施工周期短、维修方便等优点。因而用PLC改造传统电气控制成了一种必然的选择。我校现有的CA6140车床就是采用传统电气控制系统,由于使用了大量的继电器与接触器,经常造成接触不良,元件老化快,设备故障频繁,不便于维修,影响学生正常的实习教学。建议可以采用PLC对原有控制系统进行改造。用PLC技术将普通机床控制系统改造成经济性机床,通过实验,简单易行,可靠性高,抗干扰能力强,大大提高车床电气控制系统的工作效率。当然对工作在一线的技术人员也提出了更高的技能要求。
参考文献:
[1]殷凌涛.基于PLC可编程自动控制实训系统的设计与研究[D].江苏大学,2013.
[2]吴军.PLC可编程控制器在机组设备控制中的应用[J].信息技术与信息化,2014,(5):184-185,195.
