CRH2A型动车转向架落成控制的关键项点
2016-10-21朱隋云
朱隋云
摘 要:CRH2A型动车组三级检修主要是转向架检修,转向架检修质量是保证动车组平稳、安全运行的基础,掌握转向架检修过程的关键工序和重要项点,是提高转向架检修质量的关键。动车转向架落成组装过程的质量控制较拖车转向架落成技术复杂是三级修的重点。该文通过对动车转向架的组装工位组装的介绍、关键部位组装的介绍、重要水平尺寸和重要垂向尺寸的调整测量的介绍,从以上几个方面谈一谈对动车转向架落成组装过程控制关键项点的认识。
关键词:动车 转向架 落成 控制 关键
中图分类号:U291 文献标识码:A 文章编号:1674-098X(2016)03(b)-0061-03
CRH2A型动车组三级修主要是转向架检修,转向架落成组装过程的质量控制是三级修的重点。动车转向架落成组装过程中部件较多,配合较拖车复杂,应对其关键项点重点控制,保证动车组三级修质量。下面对动车转向架落成组装过程控制的关键项点,谈谈自己的认识。
1 3个台位的工艺组装
1.1 转向架落成胎位工装的组装
主要工艺流程:摆放并调整好轮对及轴箱位置,组装齿轮箱吊杆组成,组装轴箱弹簧组成,吊运构架组成落车,轮对轴箱体节点预紧,组装轮对提吊,齿轮箱吊杆螺母预紧。吊运构架组成落车时,构架组成应平稳缓慢下落,注意齿轮箱吊杆、制动单元闸片组成、轮对组成、轴箱弹簧、轴箱体定位节点的位置满足落成要求。
1.2 转向架落成工装的组装
主要工艺流程:转向架3个重要水平尺寸的测量调整,轮对轴箱体节点的组装,组装轴向减振器、组装齿轮箱防脱螺栓,组装牵引电机,组装齿轮箱吊杆,WN联轴节的连接,组装温度传感器、接地装置。
1.3 静载试验台工装的组装
按照载荷试验的载荷值要求,通过静载试验台对动车转向架加载,主要测量调整转向架垂向的尺寸。保证轴箱与构架基准面的间隔尺寸88+3 0mm;保证齿轮箱吊杆M42螺母紧固高度(22±0.5)mm;保证电机与齿轮箱联轴节的高度差(117.6±0.5)mm;保证齿轮箱油面位置位于上面第1.2条刻线中间。
2 4个关键部位的组装
2.1 轮对轴箱体节点的组装
转向架3个重要水平尺寸的测量调整完成后,使用10~100 N·m棘轮式扭力扳手,内外轮流紧固定位臂与轴箱节点螺栓M16×100,使轴箱节点锥形块均匀嵌入构架定位臂T型槽内。紧固扭矩要求先用超程力98 N·m扭矩紧固,等锥形发挥作用后(紧固2min后)松开,最后用78 N·m再次紧固即可。注意螺栓的碟簧安装方向正确。
2.2 牵引电机的组装
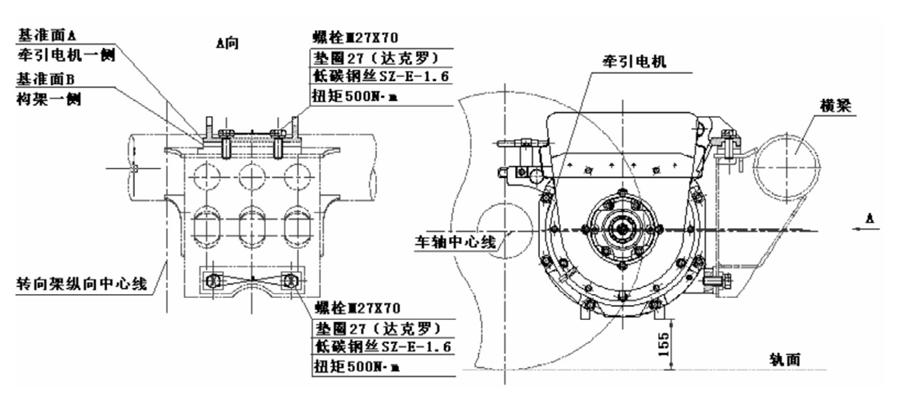
牵引电机安装前清理电机与构架安装面,用信纳水清洗擦拭,保持清洁干净。将电机安装到构架上时,用手指触摸电机与构架安装面靠联轴节侧的端面,务必保持端面为同一个基准平面。牵引电机螺栓M27×70,使用110~550 N·m扭力扳手紧固,紧固力矩500 N·m。使用塞尺测量构架电机吊座装配间隙值,间隙值不大于0.05 mm。牵引电机组装示意图如图1所示。
2.3 WN联轴节的连接组装
WN联轴节的连接时注意将两个半联轴节外侧面及螺纹孔对齐,穿入紧固件螺栓M12×42,将螺母与止垫螺母六角面保持一致,用10~100 N·m插入式扭力扳手对称紧固,紧固力矩:55~60 N·m。按规定扭矩紧固后,螺母与止垫螺母各自用扳手卡住,将外部止垫螺母与安装方向反向松开,保持螺母与止垫螺母的啮合面间隙为S=2~3 mm为止。
2.4 齿轮箱吊杆的组装
齿轮箱吊杆的组装要在联轴节的连接组装完成后进行。使用专用工具紧固槽型螺母M42,拧紧后悬吊用橡胶的高度均为(22±0.5)mm。穿入Φ8×90开口销止转,注意此时不要将开口销开口折弯,待在加载试验台加载状态下调整测量合格后再将开口销包卷包靠。
3 3个重要水平尺寸调整测量
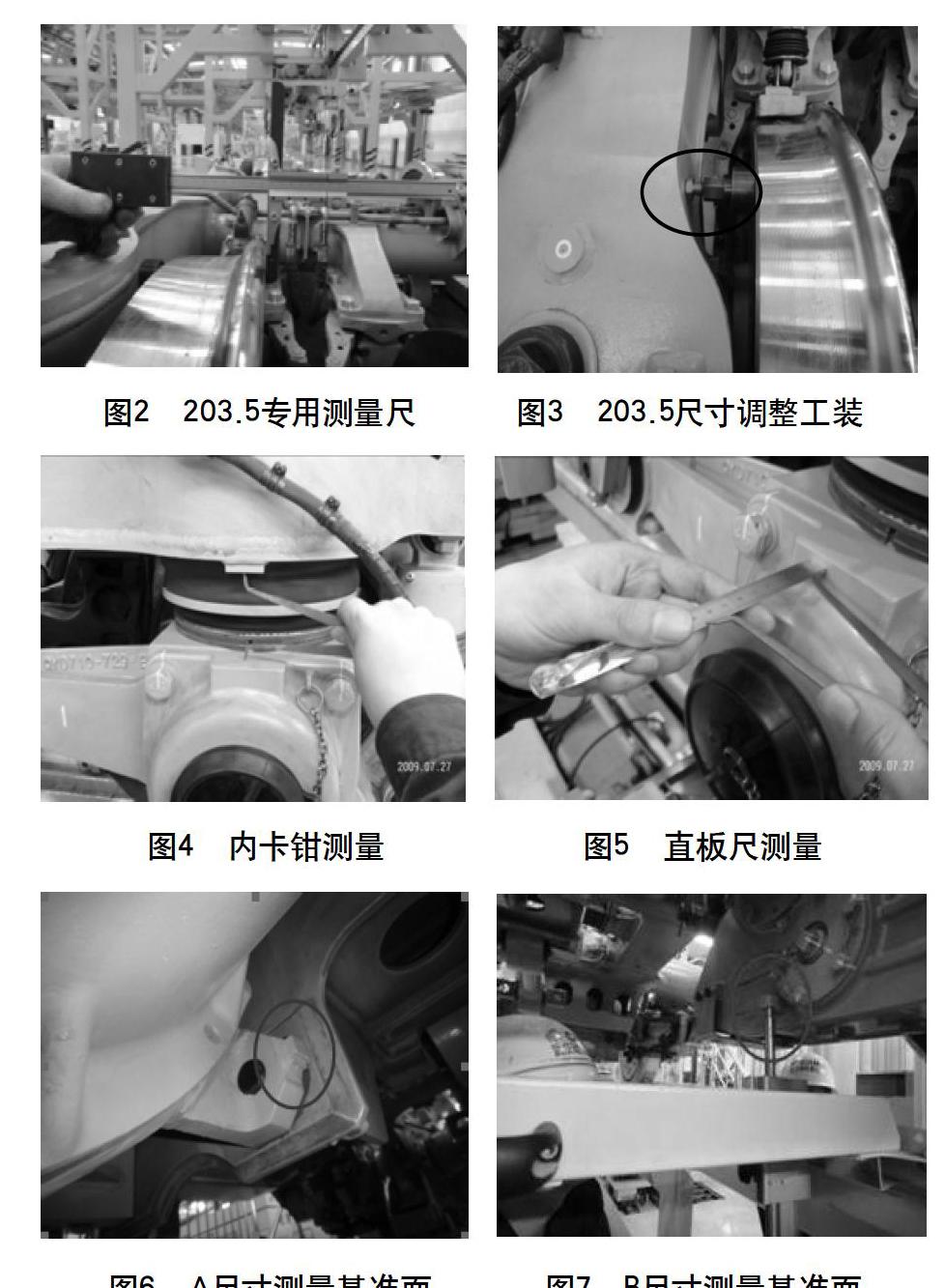
3.1 轮对与构架侧梁基准面距离203.5mm的调整测量
转向架落成胎位组装完成后,吊运至转向架落成工装台位。首先用专用测量尺测量轮对与构架侧梁基准面距离203.5mm。使用扳手、调整工装反复进行位置调整测量(如图2、3所示),保证同一轮对与构架侧梁基准面距离横向之差≤1 mm。
3.2 轴距的尺寸测量
在轉向架落成工装台位上,使用轴距测量尺测量轴距为(2 500±1.5)mm,并且1位侧和二位侧轴距之差≤1 mm。如尺寸不合格,需分解、重新落车调整。
3.3 对角线的尺寸测量
在转向架落成工装台位上,使用划线和定位小工装,对4个车轮踏面滚动圆划线,并在上部至高点定位。使用轴距测量尺测量划线定位点对角线尺寸,尺寸控制在2 900~2 920 mm之间,保证两对角线尺寸之差≤1 mm即可。如尺寸不合格,需分解、重新落车调整。
4 两个重要垂向尺寸调整测量
4.1 轴箱与构架基准面的间隔尺寸88+3 0mm调整测量
使用规格为0~150 mm直板尺、内卡钳对四处轴箱与构架基准面间隔尺寸进行测量(如图4、5所示),检查各处尺寸是否满足要求,同一转向架四角测量的尺寸之差不大于2 mm,如果不满足则使用专用的液压调整工装进行加垫调整(注:调整时转向架不加载)。将配套的提升工装放置在轴箱筒座上,将工装的螺栓预紧在弹簧下夹板后,动作液压工装将轴箱弹簧组成提升,根据实测尺寸与要求尺寸的差距在轴箱弹簧下增加(或减少)调整板进行调整,调整板的总厚度最大不超过21 mm,并要求厚垫在下薄垫在上。
4.2 保证电机与齿轮箱联轴节的高度差(117.6±0.5)mm
电机轴与小齿轮轴中心点高度差的调整,是在静载试验台工装台位上,通过调整齿轮箱吊杆组件来完成的。是动车转向架落成组装过程的最后一个步骤,也是最关键、调整难度最大的过程,直接关系到动车转向架的检修质量。
使用专用高度测量尺分别测量牵引电机基准面、齿轮箱基准面与水平轨道的高度A和B尺寸(A、B尺寸测量点为电机和齿轮箱加工测量基准面位置,如图6、7所示):满足A-B=(117.6±0.5)mm即为合格。如果高度差超限≤0.5 mm,可以通过调整齿轮箱吊杆M42螺母紧固程度来调整(M42螺母紧固后橡胶垫的压缩高度允许控制偏差(22±0.5)mm。如果高度差超差较大,则应通过调整齿轮箱吊杆上下位置的垫片,使两者的高度差保持在(117.6±0.5)mm范围内。注意齿轮箱吊杆组件(包括防震橡胶、压盖、薄垫片、厚垫片)放置的次序和方向性。吊杆预置调整垫片上下的数量和规格分别为:2个0.75 mm和4个1.5 mm垫片。
5 结语
CRH2A型动车组经过三级修后,将恢复动车组转向架的基本动力学性能和技术状态。加强三级修动车转向架落成组装的过程控制,是保证动车组具有良好的安全性、舒适性和可靠性的关键。
参考文献
[1] 中国铁路总公司关于印发《和谐2A、2B、2C一阶段、2E型动车组三级检修规程》的通知[Z].铁总运[2014]75号.
[2] 中国铁路总公司关于印发《和谐2A、2B、2C一阶段、2E型动车组四级检修规程》的通知[Z].铁总运[2015]286号.
[3] 虞大联,张洪,罗斌.CRH2型200km/h动车组转向架[J].机车电传动,2008(3):1-5.
[4] 赵志强.动车组转向架落成质量控制分析[J].内燃机车,2011(10):40-41.
