浅谈真空铝钎焊在某通信电子设备上的应用
2016-10-21叶莉静工程师
叶莉静 工程师
摘要:钎焊技术作为一种具有极高生产效率及较高精度的焊接手段,特别适用于结构复杂、不易机械加工的零部件生产上。面对目前通信设备外形日趋小型化、复杂化的大背景,研究适用于批量生产的钎焊技术尤为
关键词:真空铝钎焊;密封性;抗振动;抗冲击;抗变形
引言
随着科学技术的日新月异,各种形式复杂化、精细化和小型化的设计思路逐步被应用于各类新型通信设备上。面对日趋复杂的设备外形结构,尤其是无法用机械切削方式直接加工而得的产品时,将产品整体分解为各零部件,分别生产加工后再用钎焊方法进行整体组合,不失为一种优秀的产品加工工艺。
1.概述钎焊技术
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的加工方法。
将钎焊应用于不同的金属材质时,就被冠以该种材料的钎焊,如铝钎焊、铜钎焊等。由于我所通信设备多为铝材,因此本文着重对铝钎焊进行研究探讨。
铝钎焊按使用设备的不同,分为真空炉焊、盐浴焊和手工火焰焊,其优缺点分别为:
A)、真空炉焊的焊接质量稳定,焊后焊缝美观,但焊接成本较高且只能用于平焊缝的焊接;
B)、盐浴焊的成本较低,焊接质量相对稳定,但只能对存在同类焊缝的工件进行焊接,而且对工件表面易产生表面腐蚀;
C)、手工火焰焊的操作较为灵活,适用于任何种类的焊缝焊件,成本最低,但焊接质量是三种铝钎焊中最不稳定的。
2.我所产品对铝钎焊的选择应用
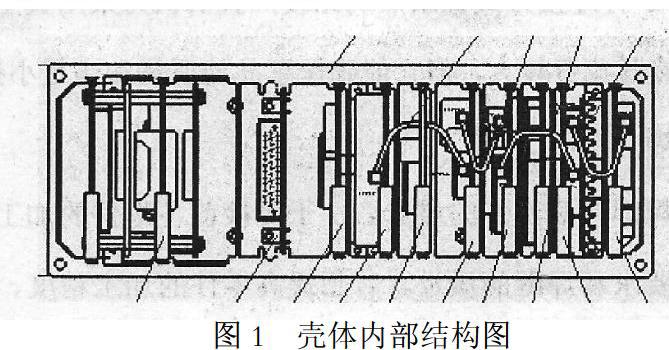
某型通信设备的主机壳体(以下简称壳体)是该项目的一个重要结构件,见图1。该壳体内集中了13块单元电路印制板,这13块单元电路板是实现该型设备系统功能的核心所在。因此,确保每块电路板装配精确且具有良好的接地性能是非常必要的。由图示及相关技术要求可知,壳体机械加工的主要难点在于:壳体内存在的燕尾槽(长度约80mm)与每块隔板之间的接触距离过长,并且燕尾槽自身的弹簧固定片相对于壳体过薄,如果采用传统的机械加工方法,则无法完成壳体加工。出于对壳体的机械性能和加工精度的考量,在排除了传统切削减量法、整件压铸法后,采用了既能符合壳体结构特性、又可以满足批量生产的真空铝钎焊方案。
3.真空铝钎焊的方案确定及过程分析
3.1真空铝钎焊的方案确定
铝钎焊加工件质量取决于焊接前各零部件的加工精度、完整有效的定位安装方案和对整个焊接过程的质量控制。在这三者中,笔者认为最重要的在于如何去设计完善一套成熟、稳定的产品加工工艺方案,若方案正确,后续的所有过程控制工作才不会做无用功。
针对壳体的结构形式,研究人员在最初设计铝钎焊加工方案时,采用了常规的装配思路,即先将待焊件放入焊接位置处,然后将壳体中的侧板及隔板放置到位。然而通过实际加工发现,采用该方案根本无法达到预期的装配目的。不是装配后壳体无法合拢,就是侧板或隔板倒偏,甚至出现焊片被弹出等现象。为了验证该现象不是偶发现象,研究人员又进行了三次试装配,结果均相同,证明了该方案存在严重缺陷。
通过对实验零件的仔细测算、缜密分析后,研究人员发现由于加工误差、不同厚度的金属件的应力差异,导致了上述问题的发生。考虑到批量生产的效率问题、生产过程的成本控制问题,没有刻意去强调机械加工的高精度,而是想方设法地改进加工顺序及装配过程控制,重新确定了一种加工方案。首先将两块导轨板平置于桌面,将待焊件放入对应位置,然后在其中一块导轨板两侧嵌入侧板后,将另一块导轨板与其拼接,轻敲装配到位后,将壳体垂直放置,并用事先加工完成的定位工装板将外壳体连接,然后按导轨板间的间距对隔板整形,将所有隔板缓慢插入壳体,全部装配到位后,拆掉工装板,并立刻进行铝钎焊接。通过这一改进后的工艺方案,顺利地解决了壳体装配不牢固的现象。
3.2真空铝钎焊的过程分析
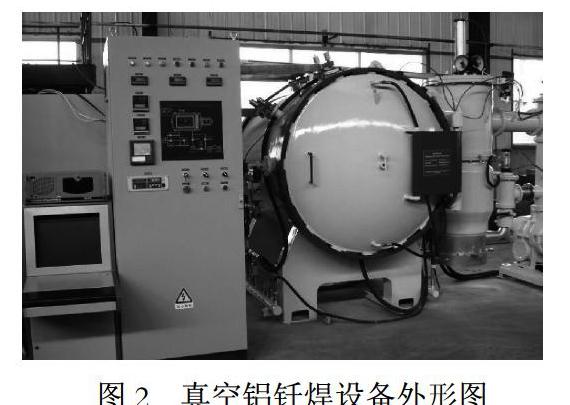
“工欲善其事,必先利其器”,要想详细、有效地对真空铝钎焊的生产过程进行过程控制,一套行之有效的钎焊工艺规范就必不可少。工艺人员针对这一需求,编制了“某通信设备壳体真空铝钎焊技术工艺规范”。该规范明确了钎焊的设备(见图2)、温度控制过程、环境要求以及焊接完成后的清洗要求。工艺人员根据该规范的相关要求,编制了铝钎焊生产过程记录表,跟踪记录生产过程的每一个步骤,确保了产品质量的可靠性,令产品具有可追溯性。
3.3真空铝钎焊生产过程的难点及解决方案
3.3.1结构件焊缝间隙的控制问题
铝钎焊最重要的尺寸就是被焊件的装配间隙,这一指标直接影响着整件的焊接质量。若焊接槽的间隙过大,则焊接质量不易控制,有可能产生脱焊等现象;如果加工间隙过小,则将会影响各插装隔板的装配过程。
针对这一问题,研究人员仔细分析了相关图纸及装配过程。根据图紙上要求的导轨板宽度 ,对生产过程进行了加工改进。直接选用厚度为4mm的铝板进行批次加工,铝板实测尺寸一般在3.85~3.88mm之间,因此,按其装配要求将尺寸加工至3.86mm,并开槽加工即可。通过该改进方案并进行了实际装配,壳体装配良好。
3.3.2炉内盒体的外形定位问题
在装配过程中,研究人员采用了工装夹紧以保证装配尺寸的方案,但装配工装由于材料问题无法随炉进行钎焊操作。为了保证炉内盒体的外形尺寸不变形,根据真空铝钎焊的工艺参数及外形加工尺寸,研究人员设计了不锈钢夹压模板保证焊接面的紧贴。在炉内温度达到605±2℃、真空度在10-4的状态下,由加压模板来保证焊接面的贴合,无盒体形变,并提高了钎焊焊接质量。该夹压模板经过实际生产验证,完全可以保障产品质量。
3.3.3防止隔板的滑移现象
在进行首件加工时,原本装配到位的工件由于忽略了定位问题,在焊接完成后,虽然各焊缝均焊接完成无缺陷,却发现原本按一定间隔焊接的隔板有部分出现偏移,未焊接在规定的尺寸上,从而导致首件加工的失败。
经过仔细分析比对后,研究人员确定了冲铆定位这一简易可行的方案,即在工装的配合下,将盒体各零件按尺寸装配到位,然后用冲铆头在隔板两端的盒体上涨铆一点,令其无法在盒体内自由滑动。按上述方案加工了5件试样,其中4件完全合格,有1件由于涨铆力量控制不佳,导致焊缝不良;在总结了试样经验后,研究人员确定了这一装配方案,并明确装配时冲铆力不可过大,不能使各隔板的焊缝间隙变大,在后续装配中均得以合格,从而解决了进炉后隔板自身的滑移问题。
4. 结束语
在机械加工技术不断飞速发展的今天,真空铝钎焊并非是该产品的唯一可行方案,例如3D打印等新型加工技术也可以较完美地解决这一问题。但面对大批量生产时,采取机械分块加工后再用真空铝钎焊成型的方法,则是当下的最佳解决办法。当然,我们不能满足于现状,在现有基础之上,追赶最新的生产技术,顺应我国生产制造的需求,为我国先进生产添砖加瓦。
参考文献:
[1] 钱乙余,《国内外钎焊技术发展动态》,机械工人(热加工),1999年第10期
[2] 王炎金,李莉,李孟钢,《铝钎焊工艺研究》,机车车辆工艺,1995年第3期