MAX接装机搓板启动轨的改进
2016-10-21王晓安孙开柏世秀
王晓安 孙开 柏世秀


【摘要】ZJ17卷接机组中的MAX接装机搓接装置上的搓板机构中启动轨与搓板配合,在接触烟支与搓接过程中,搓接轮带动烟支进入搓板时,出现烟支在启动轨与搓板之间运动时有间隙,无法进行完全接触搓板进行滚动搓接,易出现烟支漏气质量事故。应用表明:通过对启动轨的改进,达到烟支在进入搓接时与启动轨和搓板之间无间隙对接,使烟支在搓接轮的带动下无间隙进行纯滚动,减少烟支漏气现象,从而提高了搓接质量。
【关键词】搓板启动轨烟支质量
启动轨的工作原理
如图1所示,PROTOS卷接机组在进行烟支搓接的过程中,在搓接鼓轮上搭有涂胶后水松纸片的“组烟”(中间是滤嘴,两端是无咀烟支的组合)被启动轨挑离出搓接鼓轮的轮槽,在这个过程中,启动轨对“组烟”施加一定的压力,使“组烟”和水松纸片前端粘接牢固,以便为搓接做好准备,“组烟”进入搓板后,由于搓板固定不动,在搓接鼓轮的旋转带动下,“组烟”在搓接鼓轮和搓板之间完成搓接工艺。
产生原因:
ZJ17卷接机组在正常的生产过程中,烟支、滤嘴棒与水松纸运行到MAX接装机搓接装置上的搓板机构时,启动轨将“组烟”提出搓接轮吸风槽、由搓接轮轮面与搓板面将组烟带着滚动,在滚动搓接的过程中将水松纸包裹在组烟上,由于搓板与搓接轮槽底的距离为烟支直径加0.4mm,而启动轨与搓接轮底槽的距离为烟支直径减0.7mm,因此组烟由启动轨到搓板的过程是掉入搓板面的,如图2所示,A处烟支在启动轨的支撑下没有与搓板接触,无法完全与搓板接触进行滚动搓接,易出现烟支水松纸皱纹、错牙,烟支漏气等质量事故。为了保证产品的合格率,需通过烟支检测系统调定漏气门坎的电气参数值,加大剔除量的方法才能完成,由于加大了漏气门坎的电气参数值,增加了因烟支漏气的剔除量,不但产生了大量消耗,且仍存在质量缺陷。需对次启动轨进行改进。
改进方案:
ZJ17卷接机组中的MAX接装机搓接装置,由于启动轨侧面与搓板面是垂直90度的直角,导致组烟运行到此由启动轨掉到搓板的面上,致使组烟在接装机的启动轨到搓板面的瞬间为自由状态,易出现搓接的烟支水松纸皱纹、错牙,烟支漏气等问题。为了保证产品质量,需对启动轨进行改进。
为了保证组烟从启动轨到搓板面的运行过程中能够平稳搓接,以保证组烟运行的稳定性,把原来的启动轨垂直面加厚1mm,使启动轨垂直面顶端向下2mm处的到垂线形成一个半径为R15的圆弧,使组烟在运行中与圆弧面接触中起到辅助滚动的作用。起到了对组烟的支撑目的,并且不影响启动轨与搓板的正常调整。
改进措施:
1.按照图纸加工一个启动规,保持原尺寸不变,将其进行更换。
2.要求新启动规安装时与搓接轮保持平行。
新型启动规加工图纸
改进效果:
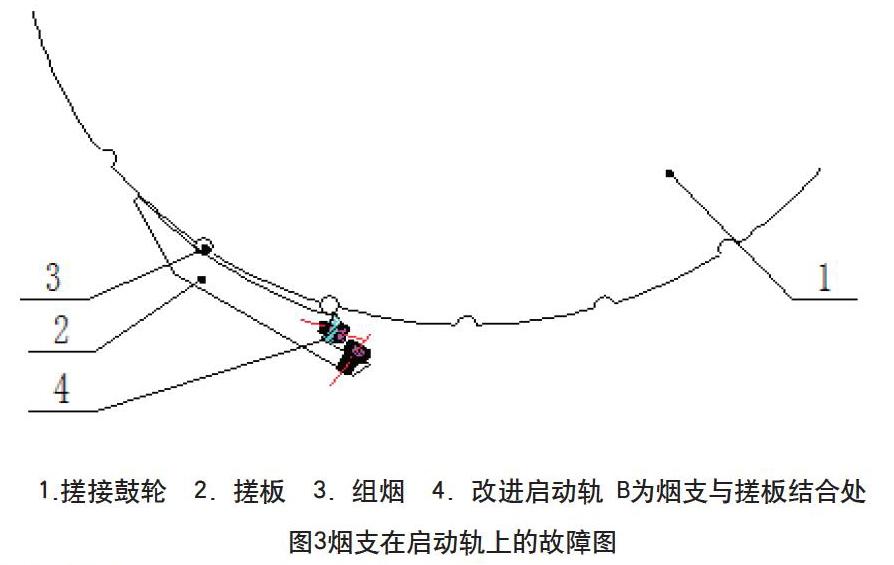
如图3所示烟支经过启动轨推起进入搓接程序,在进入搓板的第一位置时,已经与搓板接触。由于进了启动轨与组烟的接触方式,使组烟在运动的过程中受到启动轨圆弧面的支撑,在搓板过程中始终处于无间隙并作滚动。使组烟运行传递更稳定,从而解决了搓接过程中造成的烟支水松纸皱纹、错牙,烟支漏气现象。通过对启动轨垂直面的改造,提升设备运行效率,为卷烟设备操作人员、维修人员提供解决问题的思路和办法,同时也达到了担质降耗的效果,提高了搓接质量。
效益分析:
1、我们主要是结合卷接机组的设备工艺特点,通过对启动轨截面的改进,成功的解决搓接质量与设备运行效率之间的矛盾;通过对启动轨进行改进,解决了烟支搓接过程中的问题。同时设计的圆弧性的启动轨有助于提高原辅材料与设备的适应性;设计的新型启动轨调整,快速、准确、使用起来得心应手。通过此次设备改造,提升了煙支搓接质量,为操作工、维修工在生产中处理烟支搓接技术问题提供理论依据。
2、由于对启动轨进行优化改进,搓接质量缺陷占烟支外观质量比例由之前的90%降低至63%;搓接质量占卷烟质量总缺陷的比值由之前的86%左右减少到49%。每台/年节约备件费用16700元。调整、搓接装置清洁保养时间由原来的10分钟减少至3分钟。卷接设备平均有效作业率98%,每天每台几台可节约保养时间:7分钟×3班×98%=20.58分钟。改进后的机台每天可多生产卷烟20.58×7000支/分钟=144060支(2.88箱)
