杉木木束条/碎料复合板制造工艺研究*
2016-10-21杜春贵周中玺余辉龙张齐生鲍滨福刘志坤浙江农林大学临安311300
杜春贵 周中玺 余辉龙 张齐生 鲍滨福 刘志坤(浙江农林大学,临安 311300)
杉木木束条/碎料复合板制造工艺研究*
杜春贵**周中玺余辉龙张齐生鲍滨福刘志坤
(浙江农林大学,临安311300)
利用杉木制材板皮梳解加工制得的杉木木束条与碎料复合,制备木束条/碎料复合板。结果表明:木束条与碎料的较佳复合方式为复合板表层采用木束条、芯层采用碎料;当表层木束条的用量为30%~40%(芯层碎料用量60%~70%)时,复合板具有较好的物理力学性能。
杉木;木束条;碎料;复合板;制造工艺;性能
杉木人工林在主伐之前一般都需经过几次间伐,年采伐量约占其木材生产量的72%[1-2],因而杉木间伐小径材的产量巨大。杉木间伐小径材除用作细木工板芯板和集成材工业化生产外,尚未找到工业化利用的其它途径。在细木工板芯板和集成材的制造中,杉木通常需要经过多次锯、刨等工序,产生大量的杉木制材板皮;在杉木的制材加工中,由于杉木存在尖削度、径级差异,也会产生一些杉木碎料[3-7]。本研究采用梳解加工法,将杉木木束条与碎料复合,进行了木束条/碎料复合板制备工艺的研究,研制杉木积成材,并进行了从实验室到工业化生产的系列试验研究,为进一步高效利用杉木资源奠定了基础。
1 材料与方法
1.1材料
杉木制材板皮:取自浙江省临安市某木材加工厂,为杉木间伐小径材制材加工的剩余物;其横断面呈圆弧形,含水率约15%,长1 000mm,厚10~25mm,宽40~55mm。
胶粘剂:脲醛树脂胶,固含量52%,粘度0.165 Pa.s(20℃)。
固化剂:NH4Cl。
防水剂:熔融石蜡。
1.2试验方法
1.2.1木束条与碎料的制备
在自制的实验室用小型梳解机上,采用梳齿顺纹切削、粗梳辊转速120 r/min、细梳辊转速360 r/min的梳解加工工艺,对杉木制材板皮进行梳解加工,制备杉木木束条,用筛网进行筛选,并将其截成160mm。对杉木碎料进行筛选,去除粉尘。将杉木木束条、碎料在干燥箱中干燥到含水率为6%~9%,备用。
在德国水兵俱乐部旧址2015年的修复工程中,对于裂纹及轻度磨损、崩边但尚可使用的地砖并没有进行修补或替换;而针对约2.5 m2的缺失和破裂严重的地砖,通过采样由厂家重新烧制,采用同规格、近似质地的地砖替换.经过修补地砖区域视觉上与历史性地砖相协调,细察可见表面色彩与光泽度差异,一定程度上实现新旧材料的可识别(图8).
1.2.2杉木木束条/碎料复合板的压制
在脲醛树脂胶中,施加其固体质量1.0%的NH4Cl、绝干木束条和碎料重量1.0%的熔融石蜡,调匀后,在滚筒式拌胶机中将胶粘剂施加于干燥后的木束条、碎料上(木束条、碎料分别施胶,施胶量为9%)。首先,分别按表层碎料40%、芯层木束条60%,表层木束条40%、芯层碎料60%的比例压制复合板,分析板坯结构对板材物理力学性能的影响;确定较佳的板坯结构后,再研究表、芯层碎料和木束条配比对复合板性能的影响,最后确定较佳的复合工艺。复合板在恒定的热压工艺下压制,每工艺条件重复压板3次,结果取平均值。
1.2.3复合板性能的测试
由于杉木木束条/碎料复合板是一种全新的木质人造板,目前在国内外还没有能够完全适用的标准,故根据复合板的特点,参照《人造板及饰面人造板理化性能试验方法》(GB/T17657-2013)和定向刨花板(LY/T1580-2010)标准,检测复合板的密度、含水率(WC)、静曲强度(MOR)、弹性模量(MOE)、内结合强度(IB)和24 h吸水厚度膨胀率(24hTS)等物理力学性能指标。
2 结果与分析
2.1木束条与碎料复合方式对复合板性能的影响
根据试验安排,分别按碎料铺装在板材表层、木束条铺装在芯层和木束条铺装板材表层、碎料铺装在芯层2种复合方式制造木束条/碎料复合板,当表层分别用碎料和木束条时,其用量均为复合板木质原料总量的40%。

图1 复合方式对板材密度的影响

图2 复合方式对板材含水率的影响
从图1、图2可知,表层用碎料复合板的密度是表层用木束条复合板密度的101.8%,而前者的含水率则是后者的98.9%,故木束条与碎料的复合方式对复合板的密度、含水率影响很小。
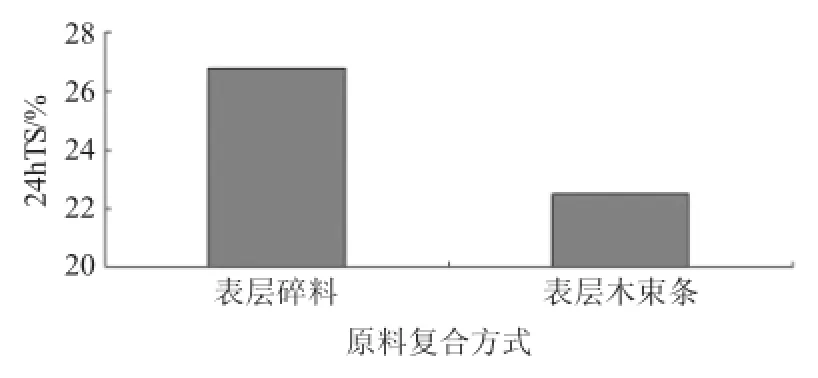
图3 复合方式对板材24hTS的影响
从图3可得知,表层采用碎料铺装制造的复合板,其24hTS约是表层采用相同比例木束条铺装制造复合板的119.1%,因而复合方式对板材的24hTS有较大的影响。究其原因,可能是因为在板坯铺装时,木束条顺纹铺装于模具中,其木纹方向与复合板长度方向一致、厚度方向与复合板厚度方向相一致;而碎料呈颗粒状、片状、短条状等多种形态,铺装后木纹方向有的与复合板长度方向一致,有的与复合板厚度方向一致。当复合板表层为碎料时,板中木束条的用量是表层为木束条时的1.5倍左右,由于木材横纹方向的湿胀率远大于顺纹方向,从而导致表层采用碎料的复合板的24hTS大于表层采用木束条的复合板。然而,复合板的TS越大,越不利于板材的使用,故表层采用木束条、芯层采用碎料的结构较优。
由图4可知,表层采用碎料的复合板,其IB是表层采用相同比例木束条复合板的75%,可见复合方式对板材的内结合强度影响显著。这可能是因为:表层采用碎料时,复合板中木束条的用量是碎料的150%;而表层采用木束条时,复合板中木束条用量是碎料的67%。木束条的比表面积比碎料小,因此单位面积上的施胶量就小,致使表层采用碎料制造复合板的IB远小于表层采用相同比例木束条制造的复合板。

图4 复合方式对板材IB的影响
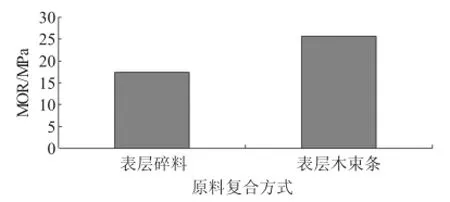
图5 复合方式对板材MOR的影响

图6 复合方式对板材MOE的影响
从图5和图6可知,表层采用碎料铺装制造复合板的MOR和MOE,分别是表层采用相同比例木束条铺装制造复合板的67.6%和79.3%,可见,复合方式对板材的MOR和MOE的影响显著。这是因为材料的MOR和MOE主要由表层材料的性能所决定,而木束条的静曲强度和弹性模量远大于碎料,这就使得表层采用木束条铺装制造复合板的MOR和MOE更大。
综合前述分析可以得出,表层采用木束条、芯层采用碎料的结构优于表层采用碎料、芯层采用木束条的结构。
2.2木束条与碎料用量比对复合板性能的影响
根据2.1的试验结果,选择以木束条为表层、碎料为芯层的复合方式制造复合板,探讨木束条与碎料所占比例对复合板密度、WC、24hTS、IB、MOR和MOE等物理力学性能的影响,由此确定木束条和碎料的较佳配比。
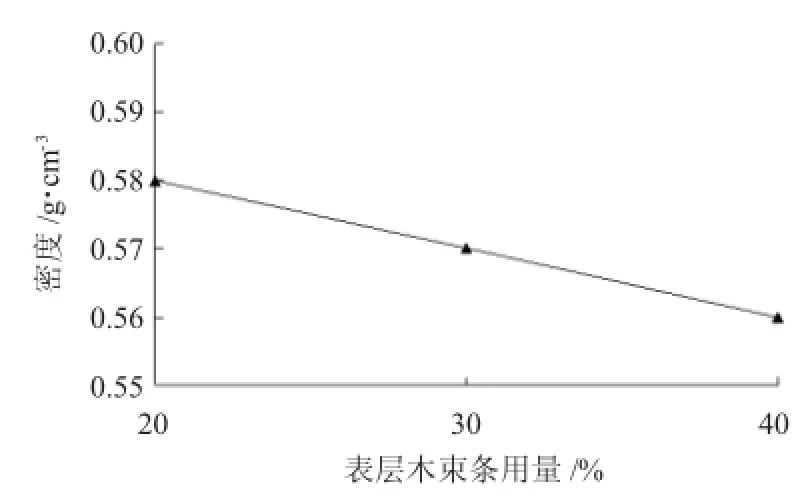
图7 木束条用量对复合板密度的影响
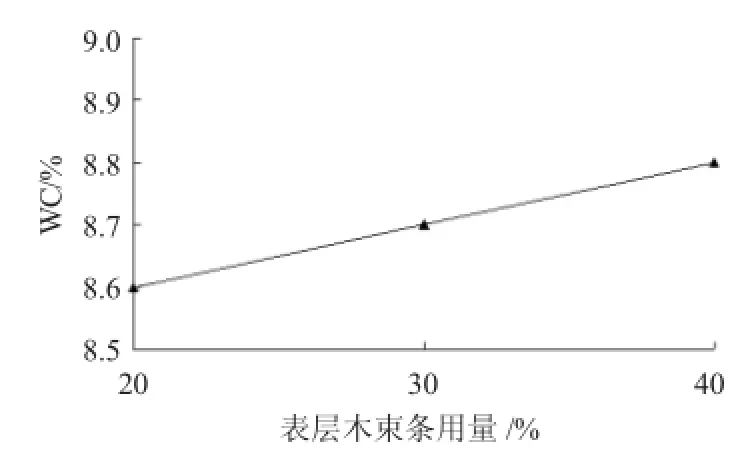
图8 木束条用量对复合板WC的影响
由图7、图8可知,随着木束条用量的增加,复合板的密度逐渐降低,而WC却逐渐升高。木束条用量为20%(碎料用量为80%)复合板的密度,分别是木束条用量为30%(碎料用量为70%)和40%(碎料用量为60%)复合板的101.8%和103.6%;而木束条用量为20%复合板的含水率,则分别是木束条用量30%和40%复合板的98.9%和97.7%。可见,木束条与碎料的配比对复合板的密度和含水率影响很小。

图9 木束条用量对复合板24hTS的影响

图10 木束条用量对复合板IB的影响
从图9可知,随着木束条用量的增加,复合板的24hTS逐渐升高。木束条用量为40%复合板的24hTS,分别是木束条用量30%和20%复合板的104.3%和106.8%,但三者相差不大,故木束条与碎料的配比对复合板的24hTS影响较小。由图10可知,随着木束条用量的增加,复合板的IB逐渐降低,木束条用量为20%复合板的IB,分别是木束条用量30%和40%复合板的105.9%和128.6%,说明木束条与碎料的配比对IB有较大影响。
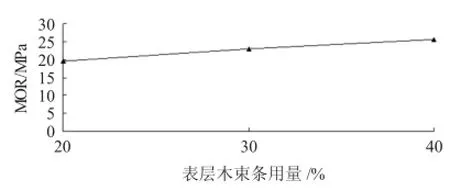
图11 木束条用量对复合板MOR的影响

图12 木束条用量对复合板MOE的影响
从图11和图12可知,随着木束条用量的增加,复合板的MOR和MOE均逐渐增加。木束条用量为20%复合板的MOR,分别是木束条用量30% 和40%复合板的85.2%和76.2%;木束条用量为20%复合板的MOE,分别是木束条用量30%和40%复合板的90.9%和82.4%,说明木束条与碎料的配比对MOR和MOE都有较大影响。
综上所述,木束条与碎料的用量(配比)对复合板的密度、WC、24hTS、IB、MOR和MOE等性能都有不同程度的影响。综合考虑各方面因素,确定当表层木束条用量在30%~40%之间,即木束条与碎料的配比在3∶7到4∶6范围内时,复合板具有较好的物理力学性能。
3 结论
3.1木束条和碎料无论作为复合板的表层还是芯层,对复合板的物理力学性能均有不同程度的影响。木束条和碎料的复合方式对复合板的密度和含水率的影响很小,对复合板的24hTS影响较大,对复合板的IB、MOR和MOE的影响显著;表层采用木束条、芯层采用碎料的结构优于表层采用碎料、芯层采用木束条的结构。
3.2木束条与碎料的用量(配比)对复合板的密度、含水率和24hTS的影响较小,对复合板的IB、MOR和MOE影响较大;表层木束条的用量在30%~40%之间时,复合板具有较好的物理力学性能。
[1]方晰.杉木人工林生态系统碳贮量与碳平衡的研究[D].长沙:中南林学院,2004.1-108.
[2]周腾飞,黄彬,承湘.杉木间伐材在杉木家具材料中的应用研究[J].中国包装工业,2015(3):11-113.
[3]杜春贵,刘志坤,张齐生.杉木间伐材及制材板皮加工研究现状与高效加工的新途径[J].林产工业,2008,35(3):5-7.
[4]杜春贵,刘志坤,张齐生.杉木制材板皮辊压制备梳解加工坯料的研究[J].浙江林学院学报,2008,25(2):267-27.
[5]杜春贵,刘志坤,张齐生.杉木积成材制造工艺研究[J].林业科技,2009,34(4):48-50,81.
[6]杜春贵,张齐生,刘志坤.杉木积成材的热压传热特性[J].东北林业大学学报,2009,37(2):25-27.
[7]杜春贵,陈思果,刘志坤,等.杉木积成材的剖面密度分布特征及其CT辅助分析[J].南京林业大学学报(自然科学版),2010,34(6):95-99.
第1作者及通讯作者简介:杜春贵(1967-),男,博士,教授,主要从事竹木材加工与人造板工艺、生物质复合材料等方面的教学与研究。
(责任编辑:潘启英)
Themanufacture Technology ofcomposite Panel withchinese Fir Wood Sticks/particles
DU Chungui
(Zhejiang A&F University,ZhejiangLin′an311300)
In order to improve the utilization rate ofchinese fir,the woodsticks/particlescomposite panel was prepared bycompounding the woodsticks and particles ofchinese firsawmillslabscombing processed. Resultsshowed that:the bettercompositemethod of woodsticks and particles was that thesurface layer ofcomposite panel adopted woodsticks and itscore layer using particles;when the amounts of thesurface layersticks were 30%~40%(the amounts of thecore layer particles were 60%~70%),thecomposite panel had good physical andmechanical properties.
Chinese fir;Woodsticks;Particles;Composite panel;Manufacture technology;Properties
TS653.5
A
1001-9499(2016)05-0052-04
2016-05-21
* 国家林业公益性行业科研专项(201404503)