餐厨垃圾两相厌氧发酵处理对产气量的影响
2016-10-21刘德江刘盛林
刘德江 杨 惠 王 璇 刘盛林
(1新疆农业职业技术学院新疆昌吉8311002新疆石河子西域牧歌农业科技公司新疆石河子832000)
餐厨垃圾两相厌氧发酵处理对产气量的影响
刘德江1杨惠1王璇1刘盛林2
(1新疆农业职业技术学院新疆昌吉8311002新疆石河子西域牧歌农业科技公司新疆石河子832000)
采用固、液两相发酵(ADSL)系统处理餐厨垃圾,将原餐厨(RFM)分成固相(FSW)和液相(FLW)。在保持相同发酵负荷、温度和周期的条件下,对比三种发酵原料的产气率、日产气速率和pH值变化。结果表明:固液分离后的固相和液相的产气率均比原餐厨的产气率高,最大产气率分别为659、643和581mL/g-VS;在发酵初期,液相和固相的产气速率均比原餐厨高,而在发酵中后期,三种发酵原料的日产气速率则无显著差异;横向对比三种原料在30天的发酵周期内pH值的大小变化,其顺序为:FLW<FSW<RFM。
原餐厨;固相;液相;产气率;产气速率
我国餐厨垃圾的生物质含量平均值在16%~22%,据李荣平等人[1]测定北京某高校食堂的餐厨垃圾的成分,其中碳水化合物含量高达40%~60%,蛋白质含量为15%~17%,脂类含量为6%~24%。因此,餐厨垃圾的可生物、降解能力强,具有很高的开发利用价值。
一般而言,原餐厨垃圾主要分为两大部分:餐厨垃圾液体(泔水)和餐厨垃圾固体,固体部分主要为颗粒物质或大分子物质,例如大米、蔬菜、肉类等;泔水主要由液相和废油组成,而液相则主要含有无机盐、可溶性物质和小颗粒物质。废油主要为动物脂肪、植物油等[2]。为了提高餐厨垃圾的降解速率,一些研究人员对用于厌氧发酵的餐厨垃圾做了预处理,例如超声波预处理、加热处理和酸处理等[3]。
本研究结合餐厨垃圾的性质,采用固、液两相发酵(ADSL)处理餐厨垃圾,即首先将餐厨垃圾中的固相和液相分开,然后分别进行厌氧发酵,同时采用油水分离技术将游离的脂类去除,以减轻油脂和无机盐对厌氧发酵的抑制,旨在提高沼气的产气率。
1 试验材料与方法
1.1试验材料
1.1.1餐厨垃圾
餐厨垃圾由新疆农业职业技术学院食堂提供,主要为午餐、晚餐的混合物。发酵前,对餐厨垃圾进行了预处理:首先通过人工筛选,将餐厨垃圾中的大块骨头、塑料袋等对发酵不利的物质筛出,其次利用餐厨垃圾粉碎机(孔径为3 m m)将其粉碎;粉碎后的餐厨垃圾经过混匀,保存于20℃的冰箱中备用。其主要成分详见表1。

表1 餐厨垃圾主要成分(%干重)
1.1.2接种物
厌氧发酵的接种物取自昌吉市污水处理厂的活性污泥,其TS和VS特征详见表2。

表2 活性污泥特征(%干重)
1.2参数测定
1.2.1TS和VS测定
把样品放在105℃的烘箱中烘干至恒重,此时物质的质量就是该样品的总固体质量。再将于105℃下烘干的原料置于600℃的马福炉中,焙烧2 h,其减轻的质量即为该样品的挥
发性固体质量,剩余的物质是样品的灰分,称量该样品灰分质量。
TS的计算公式为:TS=W1/W0x100%(1)
式中:TS——样品的固体物质的百分含量;%
W1——样品中干物质的质量;Mg
W0——样品的总质量;Mg
VS的计算公式为:VS=W2/W0×100%(2)
式中:VS——样品中可挥发性固体的百分含量:%
W2——样品中可挥发性物质的质量;Mg
1.2.2产气量的测定
沼气由排水取气法收集,每天的沼气产量可通过量筒的读数测得。作图分析时,按3天的平均值计算。
1.2.3pH值的测定
采用上海雷磁光电仪器厂生产的pH-S3C型酸度计,以复合电极测定发酵物的pH值,每隔3天测定一次。
1.3试验方法
由于餐厨垃圾的含水量较高,固液分离后所得到的固相和液相与原餐厨垃圾物化学组成相差较大。另外,由于油脂在ADSL系统中的去除,分离后的固相和液相的油脂含量明显降低,有利于厌氧发酵的进行。试验采取原餐厨(RFM)、固相(FSW)和液相(FLW)三种不同的原料,进行沼气发酵,每种有机物的负荷均为8 g-VS/L/d。发酵周期为30天。
为了对比固相、液相和原餐厨的发酵产气能力,本试验采用批式厌氧发酵,对每种有机物的产气情况进行了测定,发酵实验装置如图1所示,发酵瓶的体积为1 L,有效体积为0.8 L,发酵瓶的温度由电磁恒温水浴锅控制,温度为35℃,发酵瓶内安置搅拌转子,转子长度为5 cm,转速为180 r/min。每天搅拌一次,搅拌时间为10 min。发酵瓶的上口有进料口、出料口和排气口,以确保厌氧发酵的正常进行。

图1 发酵实验装置图
2 试验结果与分析
2.1原料的物化特征对产气率的影响
为了研究固相、液相和原餐厨三种原料的产气能力,进行了对比发酵试验。每种有机物的负荷均为8 g-VS/L/d,发酵温度均为35℃。30天的产气试验结果详见图2所示。
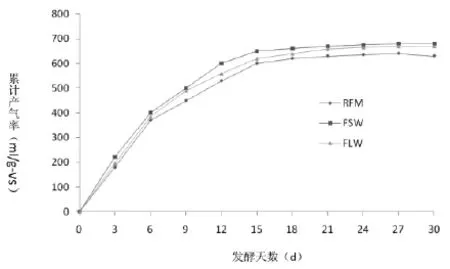
图2 三种发酵物料的产气率
图2中产气量的变化曲线说明,经过18d的发酵,三种发酵原料的产气率均达到最大值(产气高峰)。固相和液相的总产气率均比原餐厨的高一些,对应的最高产气率分别为659,643和581 mL/g-VS。通常来说,水解阶段是整个厌氧发酵过程的限速步骤,由于固相和液相物质的水解要比原餐厨的水解容易,因此,对应的产气率就比原餐厨高。这与张存胜[4]的试验结果完全一致。
2.2原料的物化特征对产气速率的影响
在保持每种有机物的负荷均为8 g-VS/L/d、发酵温度为35℃的条件下,对比三种发酵原料的产气速率。每天测定计算一次,共计30次,作图分析时,按3天的平均值计算。图3则显示了每种有机物的日产气速率:
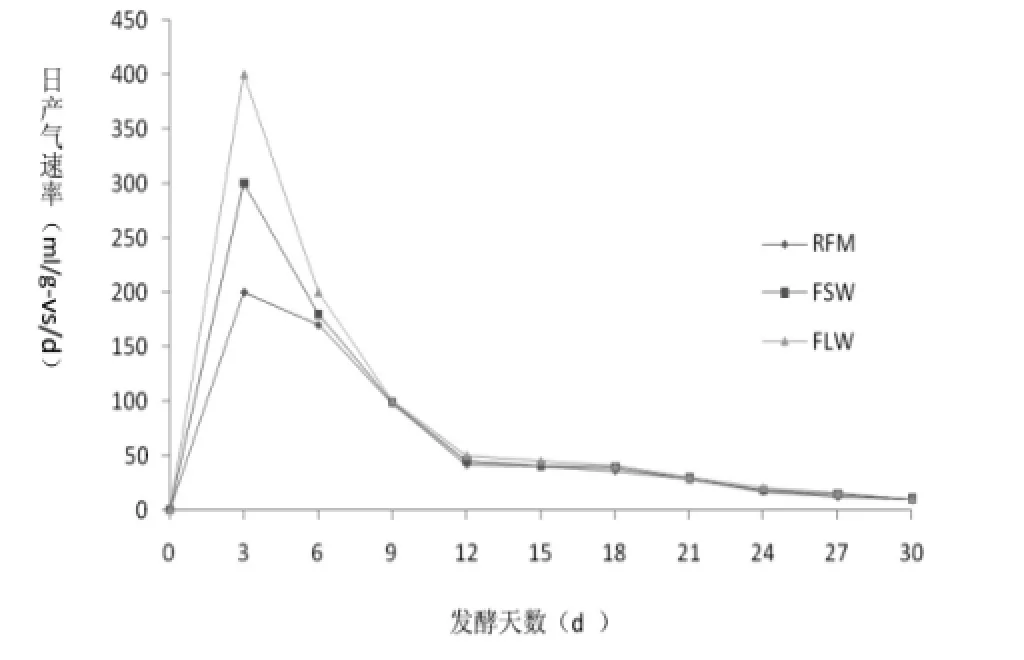
图3 三种发酵原料的日产气速率
由结果可知,三种原料的产气速率在发酵初始3 d内迅速上升然后又迅速下降,在初期的1~9 d内,液相的产气速率最高,其次为固相和原餐厨垃圾,发酵第9d后,三种有机物的产气速率无明显差别。另从图3可看出:在发酵初期,液相和固相的产气速率均比原餐厨高,其中液相的日产气速率相对最高,其原因可能是液相主要包括废水和小颗粒物质,其中,废水中含有可溶性物质,如糖类和氨基酸类物质等等,这些物质较易被甲烷菌分解[5,6]。而在发酵的中、后期,由于三种原料的有机物均已全部水解为乙酸、丙酸等小分子物质,产甲烷阶段的日产气率基本相同,因此,产气速率则无显著差异。
2.3原料的物化特征对发酵物pH值的影响

表3 三种原料发酵液pH值的变化
从表3可看出,三种原料在发酵的第3天pH值均很低,这是由于在厌氧发酵初期有机酸积累较多而造成的,从第6天开始,随着发酵的进行,有机酸含量逐渐降低,而pH值逐渐升高。当进行到第27天时,三种发酵物的pH值均稳定在7.6,之后不再发生变化。横向对比三种处理在30天的发酵周期内pH值的大小,可发现FLW 3.1固液分离后的固相和液相的产气率均比原餐厨的产气率高,并且甲烷产率也得到了提高。在发酵进行到第18天时,固相、液相和原餐厨的产气率均达到最大值,对应的产气率分别为659、643和581mL/g-VS。从18天之后到30天的产气率基本保持不变。 3.2在发酵初期,液相和固相的产气速率均比原餐厨高,其中液相的日产气速率相对最高。 3.3餐厨垃圾与固液分离后的固相和液相在发酵初期,pH值均很低,随着发酵的进行,有机酸含量逐渐降低,而pH值逐渐升高。横向对比三种原料在30天的发酵周期内pH值的变化,其大小顺序为:FLW [1]李荣平,等.餐厨垃圾特性及其厌氧消化性能的研究[J].可再生能源,2010,28(1):76-80. [2]王梅.餐厨垃圾的综合处理工艺及应用研究.西北大学硕士学位论文,2008:5-13. [3]王星,王德汉,张玉帅.国内外餐厨垃圾的生物处理及资源化技术进展[J].环境卫生工程,2005,2(13):25-29. [4]张存胜.厌氧发酵技术处理餐厨垃圾产沼气的研究.北京化工大学博士学位论文,2013,05,30. [5]尤宇嘉,杨军华.德国厌氧沼气工程技术在我国餐厨垃圾处理中的应用[J].环境卫生工程,2011,19(6):52-54. [6]王妮娜,郑立柱.餐厨垃圾资源化处理技术[J].广州环境科学,2011,26(3):20-22. [7]陈锷,顾向阳.餐厨垃圾处理与资源化技术进展[J].环境研究与监测,2012,3:57+61. 新疆农业职业技术学院科研项目(XJNZYKJ2016024)。 刘德江(1966—),男,教授,硕士,主要从事沼气技术领域的研究工作。3 结语