钣金结构设计的工艺性分析
2016-10-21张冰张文华
张冰,张文华
(许继电气股份有限公司,河南 许昌 461000)
钣金结构设计的工艺性分析
张冰,张文华
(许继电气股份有限公司,河南 许昌 461000)
目前钣金结构件在产品生产中被广泛应用,在对钣金件进行设计时,要对加工零件选择合理的加工方法和加工顺序,实现对企业的各种制造资源的合理调度,提高生产效率,实现生产效益的最大化。本文对钣金结构设计的工艺性进行了分析,并从钣金设计的几个方面给出了合理的钣金结构设计准则。
钣金结构;设计;工艺性
要设计出良好的钣金结构件,必须充分掌握板件数控加工制作的工艺方法,同时要考虑到有哪些工序会对其产生影响。因此要求工程技术人员在产品设计前要进行设计分析,同时对钣金工艺知识要有一定的认知和运用。
1 钣金结构的工艺性分析
对于钣金结构来说,最常用的工艺就是弯曲。所谓圆角半径,就是指所弯曲该段圆弧的半径。圆角半径的大小对钣金结构的设计至关重要,如果过大会引起回弹的现象,过小又极易引起裂纹的产生,因此,在设计时要针对不同材料来确定具体的半径。钣金件是机械工业的主要零件类型之一,随着现代工业的迅速发展,钣金件也出现了各种各样的形状、而且其精度也越来越高,合理的结构设计和准确的毛料尺寸对钣金件的设计来说至关重要,直接关系到其产品的外观、强度和精度,并且由于人们对产品的外观要求越来越高,钣金件的结构工艺性也在不断的提升。
2 钣金结构设计准则及应注意问题
(1)板材选用原则。①尽量选用常见的金属材料,减少材料规格品种。②在不影响零件功能的前提下,在采购时尽量选用价格低的材料品种,以增加经济效益。③对于机柜和一些大的插箱,尽可能选择质量比较轻的材料。④确保冲压性能满足工艺要求,以确保做成成品后质量有所保证。
(2)孔缺结构设计准则。对于孔的设计,除满足产品需求外,应满足便于加工,或加工完成后不影响后道工序、美观等要求。①尽量避免在将方孔开到折弯根部:折弯后对板材的拉伸,会导致孔变形,若手工做孔,会增加加工难度。②在对螺孔进行加工时,可以通过在板材上直接攻丝、翻边攻丝、铆接螺母、点焊螺母等方式来实现,具体要选择哪种方式,要根据板料厚度和螺孔大小来确定。
(3)弯曲结构设计准则。①钣件最小弯曲半径。在对材料进行弯曲时,在钣件圆角区的部位,外围部位势必会受到拉伸的作用,而内侧部分则会受到挤压的力。当选择同样的材料厚度时,内半径r越小,材料所受到的拉伸和挤压的力度就越大;当外围圆角的拉伸应力大于材料所能承受最大强度时,此圆角极易产生裂缝或被折断。这种情况下,尽快不要设置过小的弯曲圆角半径。②弯曲的最小直边高度。一般情况下的最小直边高度要求。在对弯曲件的直边高度进行设置时,要对其最小高度进行详细验算,不能设置的太小,最低也应该大于2 t。(如图1)
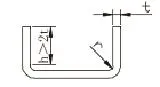
图1 弯曲件的直边高度最小值
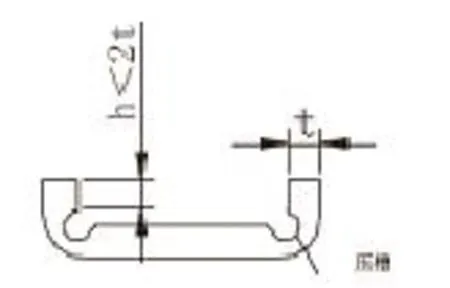
图2 特殊情况下的直边高度要求
特殊要求的直边高度。如果设计需要弯曲件的直边高度h≤2t,首先要先增加弯边的高度,然后将其进行弯曲,待这步完成后,再按所需要的长度进行制作,也可以选择先在弯曲变形区对浅槽进行加工,然后再进行折弯工序。(如图2)
弯边侧边带有斜角的直边高度。对此直边高度进行设置时,侧面最小高度为:h=(2~4)t>3 mm(如图3)。
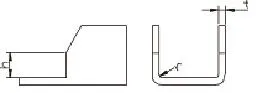
图3 弯边侧边带有斜角的直边高度
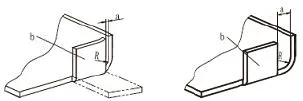
图4 弯曲的直边变形处理
③弯曲的直边变形处理。当a<R时,在对其钣金件进行弯曲后,b面靠a处会多出一段圆弧,为避免这一情况的发生,必须使a≥R(图4)。在U形弯曲件上,两边弯曲长度最好相同,以防弯曲时会向某一边倾斜,如达不到这一要求,可设一工艺定位孔(图5)。
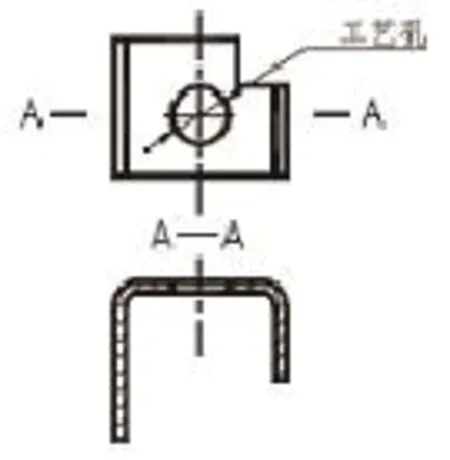
图5 U型弯曲件变形处理
④焊接结构设计准。a.在对焊接结构进行设计时,首先要考虑整体结构的稳定性,确保其自身稳固,尽可能避免形状、强度、钢度等的不连续性,以免因受到外力作用而变形。b.在对焊接材料进行选择时,要尽量选择能用普通又简便的焊接工艺获得优质接头的金属作为原材料,可以考虑使用经过轧制的钢材,以改变金属的力学性能。在焊接过程中,要最大限度的减少焊缝的出现。c.在对焊缝进行设计施工时,要严格把握“对称”的原则,不能影响其美观,并且要避免焊缝的重叠和相交,焊缝尽可能连接,尽量采用细长焊缝,过渡尽量平滑,焊缝应远离应力差的区域,以免产生裂缝。在饭金结构设计中,焊接的作用是至关重要的,但我们并不宜对其过多使用。比如,在国外就很少使用焊接,特别是在进行大量的设计生产时,通常会利用铆接等来替代焊接。这是因为一般情况下钣金件都比较薄,如果直接对其进行焊接,会很容易变 形。另外,在对产品进行焊接时,要注意先后顺序,通常情况下,要先考虑钣金件的整体,然后再考虑单个零件的折弯边,因为如果先对单个零件进行焊接的话,极易引起变形,影响整体焊接的效果。
⑤表面涂层设计要素。对于所需涂层的钣金件的棱边和尖角部位都要保证其倒边、倒角,并且已经修圆,连同凹槽的内、外部角处也应该用圆角,并且保证凹槽深度不大于槽高度的一半,盲孔深度也不得大于孔径的二分之一,倘若盲孔的深度比孔径的2倍还要长,则尽量钻成通孔,在对由螺纹连接、铆接、压铆接、点焊、搭接焊等工艺方法构成的部件进行电镀或化学处理时,要先对表面进行涂层,然后封胶以后再进行焊接,以免有残留的盐酸盐溶液对其进行腐蚀。一般涂层后零件表面粗糙度值要比镀覆前大1~2个等级。
3 结语
钣金结构设计与生产工艺关系密不可分,钣金加工设备也越来越先进,这就我们懂得和掌握更多的钣金知识,在满足产品性能的条件下,降低加工成本,制造出更高质量的产品。
[1] 杨兵论,陈艳华.电子钣金结构设计的工艺性[J].舰船电子工程,2001,04.
[2] 王先逵.机械加工工艺手册-工艺基础卷[M].北京:机械工业出版社,2007,585~622.
[3] 数字化手册编委会.结构件工艺设计手册[M].北京:机械工业出版社,2005.
TG382
B
1671-0711(2016)08(下)-0068-02
