手持式电子检具验收研究
2016-10-20杨超林
杨超林
(上汽通用五菱重庆分公司,重庆401135)
手持式电子检具验收研究
杨超林
(上汽通用五菱重庆分公司,重庆401135)
通过对手持式电子检具的结构和测量流程的分析,结合公司对该类检具的验收方法进行介绍,包括验收的流程、接收标准及举例说明,希望对国内使用该类型检具的其他厂家起到一定借鉴作用。
电子检具;测量;验收
手持式电子检具作为一种常见的测量工具,目前广泛用于各类尺寸的测量,其操作简单,测量效率高,并且可以采集并上传数据到分析软件进行SPC,对零件质量和设备加工状况能有效进行监控,目前上汽通用五菱各基地均有大量的手持式电子检具用于监控各类零件的尺寸,如果这些手持式电子检具不符合相应参数的测量要求,却用在了该参数的测量上,会导致该参数的控制无法达到相应的要求,质量缺陷则有可能逃逸,并且不正确的数据也会误导质量控制的人员以至于做出错误的决策,所以如何将手持式电子检具进行合理验收以确认其符合使用要求是一个十分重要过程。本文通过介绍我公司手持式电子检具的验收方法,希望对其他使用该类检具的厂家能起到一定的借鉴作用。
1 手持式电子检具的结构和测量流程
1.1手持式电子检具的结构
手持式电子传感器的结构组成由四部分组成,如图1所示,各部分的功能如下:测头部分负责与工件接触并根据工件参数的变化而改变其伸缩量,并传递到传感器;标准器为传感器设置标准值和线性;传感器负责根据测头传递的伸缩量转换为测量电信号;手柄作为操作员的手持部分以便操作员操作检具。

图1 手持式电子检具的组成
1.2手持式电子检具的测量流程
如图2所示,工件上的相关尺寸通过测头的伸缩量传递到传感器,此后传感器将伸缩量转换为电测量信号后传到测量软件上分析后,输出到工控机。

图2 手持式电子检具的测量流程
2 手持式电子检具的验收
2.1手持式电子检具的验收流程
判断一把手持式电子检具是否可用,要从多方面加以考虑,比如说外观、功能性、精度、重复性、再现性、线性、稳定性等,此外一把手持式电子检具应用在生产中是否能给出准确的结果涉及的也不仅仅是以上指标,这是因为在生产中涉及到人机料法环的影响,任何一个环节的变化都可能对最后的输出结果造成影响[1]。为此,在实际的应用中,公司根据实际生产需要并配合Q-das软件的使用形成了一套详细的验收流程,如图3所示,按照手持式电子检具的验收流程手持式电子检具需要通过功能测试、方法1验收、方法2验收才能正式接收并投入生产使用,以下将会对这些方法进行详细介绍。
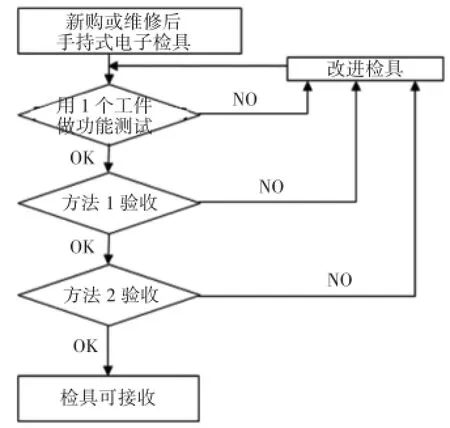
图3 手持式电子检具的验收流程
2.2验收方法介绍
根据流程手持式电子检具需通过三个方法的验收才算可以正式使用,以下将重点介绍这些方法。
2.2.1功能测试
本测试主要评估手持式电子检具是否存在功能性的问题,具体操作是用手持式电子检具测量一个工件上所有需要该把检具测量的参数,在此过程中观察检具是否存在干涉、碰伤工件、无法输出数据、定位不好、人员操作不便等情况,如存在则需改进该检具,通过则进入方法1验收。
2.2.2方法1验收
主要用于验收手持式电子检具的线性、重复性、稳定性、准确性,具体方法是先标定该手持式电子检具,然后测量至少3个已知测量值的校准件或工件,这些测量值至少要包含上下限值,以确定线性是否良好,然后1个操作人员测量1个已知测量值的校准件或工件50次。做整个方法1的过程中不能调整该检具;用来做方法1的工件或校准件需要标记测量位置,以确保每次测量的位置相同,最后将结果输入到Q-das软件中分析,判断标准以3个参数评判:Cg≧1.33,%|AC|≦10%RF,Cgk≧1.33,通过则进行方法2验收。
2.2.3方法2验收
主要是用于验收手持式电子检具的重复性和再现性,具体方法是:2个以上操作人员(k),至少对5个工件进行测量(n),每人至少对每个工件测量2次(r),且必须有k·r·n≧30.在开展方法2验收之前必须先标定该手持式电子检具,整个过程中不能调整该检具;方法2中的工件需要标记测量位置,以确保每次测量的位置相同,在测量时应选用盲测的方式,由使用该检具的操作工来操作,但数据记录员必须清楚本次测量时由哪个操作工对第几个工件的第几次测量,最后将结果输入到Q-das软件中分析,判断标准是%R&R≦20%RF,通过该方法标准后,该手持式检具则认为通过了验收。
3 应用实例
根据上面介绍的流程和方法对一把测量范围为φ12.5到φ12.518的手持式电子检具进行验收,检具图片如图4所示。

图4 φ12.5到φ12.518的手持式电子检具
(1)进行功能测试,经验证无干涉、碰伤工件、无法输出数据、定位不好、人员操作不便等问题。
(2)进行方法1验收。测量过程如图5所示,线性研究数据采集如表1所示,重复性、准确性及稳定性研究数据采集如表2所示。

图5 检具测量过程示意图

表1 线性研究数据采集

表250 次测量的重复性、准确性、稳定性数据采集
输入Q-das软件分析方法1的数据,如图6所示。
分析结果为Cg=2.84,%|AC|=4.56%,Cgk=1.54,满足方法1的评判标准,通过方法1的验收。
(3)进行方法2验收。选择2名操作工对5个工件分别测量3次来采集数据,采集的数据如表3所示。
输入Q-das软件分析方法2的数据,如图7所示。

图7 Q-das软件分析方法2的结果
分析结果为%R&R=12.17%,满足方法2的评判标准,通过方法2的的验收。
综合结论:该手持式电子检具各方面能力要求达到使用要求,可以交付现场使用。
4 结束语
目前国内尚没有任何标准来定义如何验收此类手持式电子检具,本文介绍了我司用于该类型检具的相应流程和方法,对国内使用该类型检具的其他厂家能起到一定借鉴作用,同时也是对测量系统分析实际应用的一个很好的示范。
[1]吴遵高.测量系统分析[M].北京:中国标准出版社,2004.
Research on Acceptance of Hand Held Electronic Inspection Tools
YANG Chao-lin
(SAIC GM Wuling Chongqing Branch,Chongqing 401135,China)
This paper through the opponent to electronic check with the structure and measuring process analysis,combined with our company for the inspection with the inspection methods are introduced,including the process of acceptance,acceptance criteria,and an example,hope for domestic use this type of inspection with the other manufacturers can play a certain reference role.
electronic inspection tools;measurement;acceptance
TG315.1.3
A
1672-545X(2016)08-0219-03
2016-05-07
杨超林(1986-),男,广西桂平人,本科,助理工程师,主要从事检具管理和精密测量方面的研究。