砂布轮柔性抛光力影响参数敏感性分析
2016-10-18淮文博张立新王荪馨张远平
淮文博,张立新,王荪馨,张远平
(1.西安理工大学,西安 710082;2.西北工业大学,西安 710072)
砂布轮柔性抛光力影响参数敏感性分析
淮文博1,2,张立新1,王荪馨1,张远平1
(1.西安理工大学,西安 710082;2.西北工业大学,西安 710072)
砂布轮有较大柔性,可用于复杂曲面抛光。为了掌握砂布轮抛光工艺参数对抛光力的影响规律,提高抛光质量,设计了四因素三水平正交试验,利用试验结果建立了抛光力预测模型,验证了模型的显著性;分析了影响参数的敏感性,结果表明:抛光力对砂布轮初始半径变化最敏感,对压缩量变化敏感程度次之,对粒度变化敏感程度一般,对转速最不敏感;抛光试验表明通过对敏感参数的控制可以实现理想的抛光效果。
复杂曲面;柔性抛光力;影响参数;敏感度
0 引言
复杂曲面结构件的疲劳性能很大程度上取决于加工表面的完整性,而表面粗糙度是影响表面完整性的关键参数。因此,通过抛光技术降低复杂曲面结构件的表面粗糙度是提高抗疲劳性能的关键措施。为提高复杂曲面抛光的柔性,有效避免“过抛光”或“欠抛光”,提高抛光效率和抛光表面质量,学术界提出了磁流体、电流体、磨料流等非接触抛光工艺[1~4],但材料去除率小,抛光效率低[1],成本大[5];气囊[6,7]虽然有很好的柔性可以和抛光曲面充分切触,但是位置精度控制复杂;砂带抛光效率高但是柔性不足、体积大容易与叶片发生干涉[8]。由于砂布轮在高速旋转时有较大的柔性,所以作者在文献[9]中提出用于飞机叶片抛光,但是砂布轮抛光力影响参数的敏感度目前尚不清楚。由于抛光力是影响表面粗糙度的关键工艺参数[9],为了精确控制抛光力,进一步提高抛光效果,文章以砂布轮抛光工艺参数为试验因素,做了四因素三水平正交试验,通过试验结果分析了工艺参数对抛光力影响大小,分析了抛光力敏感度的变化规律。最后,通过叶片进排气边的抛光试验证明:控制抛光力的关键影响参数可以实现理想的抛光效果。
1 抛光力实验
1.1实验平台
采用尺寸为105mm×60mm×10mm的钛合金TC4平板为试件,将其安装在接有型号为CHB/A的Contronix数字显示仪表的10kg电阻应变式力传感器上;用百分表找正使试件抛光表处于水平状态;针对钛合金磨削特点,选用磨料为绿色碳化硅(Green SiC, GC)的砂布轮为磨具,在五轴联动数控抛光机[8]上做抛光力测试试验,如图1所示。将柔性磨头摆动轴调整90°使砂布轮旋转轴呈水平与试件表面平行;数控编程中的刀具半径为(即砂布轮旋转时的半径减去压缩量),磨头沿x方向以速度vf作进给运动并保持z坐标不变,这样就可保证压缩量在砂布轮做进给运动时基本稳定[9],如图2所示。
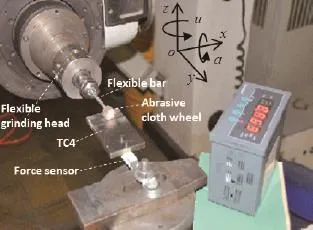
图1 抛光力测试试验现场
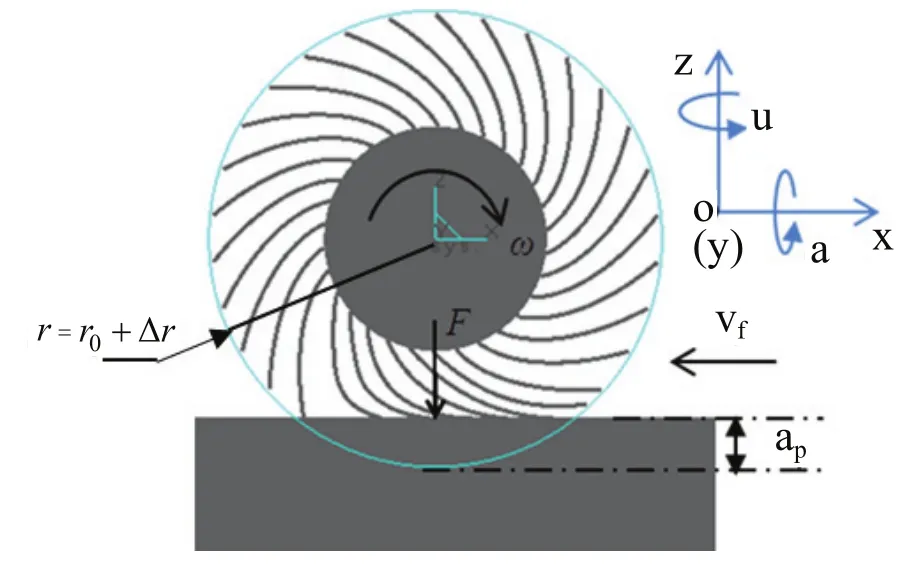
图2 砂布轮抛光示意图
1.2正交实验设计
初始半径为r0的砂布轮以角速度ω高速转动,砂布片在向心力作用下沿半径方向伸展,使得砂布轮半径增大至0Δrr+,如图所示。当高速转动的砂布轮与抛光表面接触后,与工件接触的砂布被压缩,圆周运动半径减小至砂布轮正下方的砂布压缩量最大,用ap表示。因此,砂布轮在抛光过程中针对叶片薄、型面复杂、曲率变化大的特点,具有优越的自适应性,一是可以与叶片空间复杂型面随型切触,使砂轮磨削不到的部位得到抛光,有效防止叶片局部欠抛光;二是砂布轮有较大的弹性尺寸Δr,可有效避免过切、刚性冲击和叶片型面变形[9]。
由以上分析得知,抛光力F的影响参数是砂布轮初始 半径r0、压缩量ap、转速ω、粒度P。正交试验是科学安排与分析多因素的试验方法,可以以较少的试验次数获得试验结果之外的更多信息。为分析工艺参数对抛光力F的影响规律,便于计算和优化控制,特设计四因素三水平正交试验,试验方案和试验结果如表1所示。
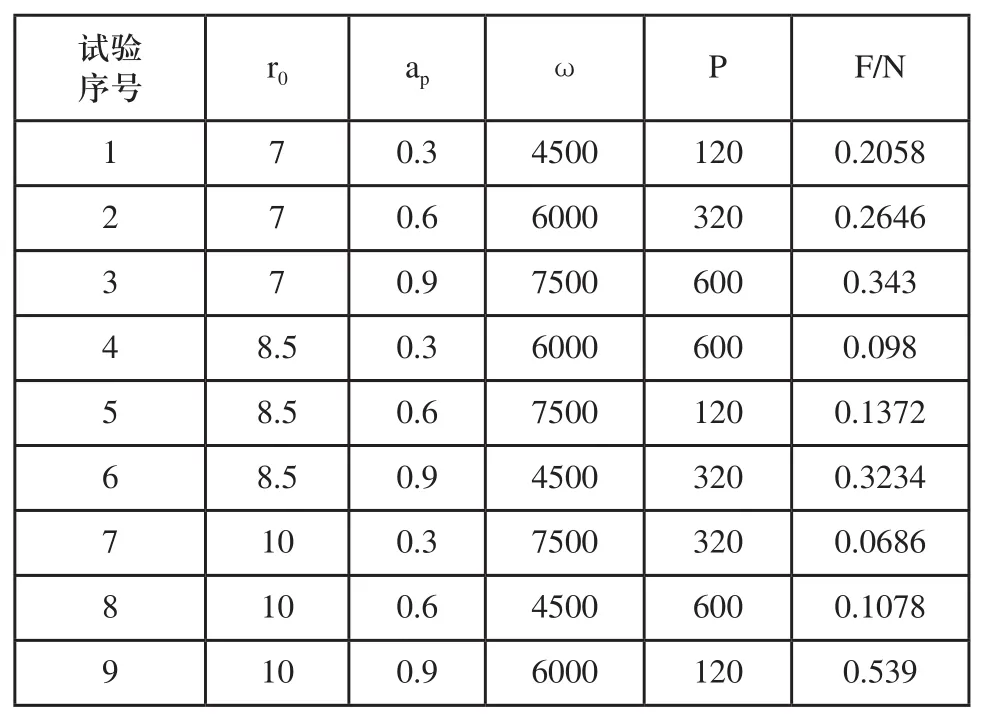
表1 正交试验设计和实验结果
2 抛光力影响参数的敏感性分析
2.1抛光力预测模型
通过多元非线性回归得到法向抛光力经验公式:

2.2敏感性分析
图3(a)~图3(d)是依据灵敏度公式绘制的抛光力对r0、ap、ω、P的敏感度曲线。由灵敏度可知,抛光力对砂布轮压缩量ap变化最敏感,对初始半径r0变化敏感程度次之,对粒度P变化敏感程度一般,对粒度ω最不敏感。抛光力是实现叶片自动化抛光的关键工艺参数之一[10],为实现抛光力的精确控制,确保在抛光过程中抛光力的鲁棒性,必须对抛光力的参数进行优化。从图3(a)可知,抛光力对r0的灵敏度随r0增大而趋向于零,即r0越大其变化对抛光力变化影响越小,抛光力越稳定,砂布轮振动越小;试验证明当r0>8mm时抛光比较稳定。由图3(b)可知,ap越大其变化对抛光力变化的影响越小,但必须确保砂布轮工作在柔性范围内(即ap<Δr ),否则会出现振动。由图3(c)和(d)知,ω对抛光力的灵敏度小于粒度P对抛光力的灵敏度;ω或P越大,各自变化对抛光力变化影响不显著。由上述分析可知,根据抛光工艺要求选定砂布轮后,为保证抛光力稳定,获得一致的表面粗糙度,必须选取较大的压缩量ap。实验证明:对于r0=8 m m的砂布轮,当转速ω>6 0 0 0 r/m i n且0.6mm<ap<Δr时,抛光力较稳定。
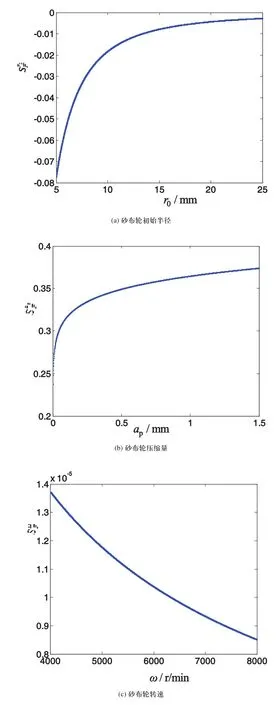
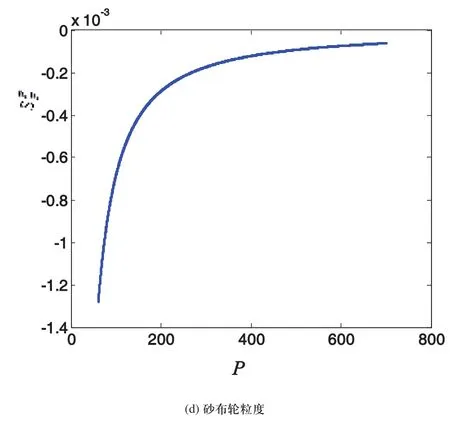
图3 抛光力对艺参数的敏感度
3 实验验证

图4 抛光示意图
由于叶片进排气边非常薄,最小处约为0.2mm,是叶片抛光的难点部位[11],抛光力控制过小会造成“欠抛”,达不到抛光效果,抛光力过大很可能造成“过抛”,损坏进排气边的几何形状导致叶片报废。根据上述分析,选取抛光参数r0=8mm,ap=0.8mm,ω=7500r/ min,P=600,vf=500mm/min,在专用抛光机上对叶片进排气边按照图4所示的9个刀杆矢量角度进行抛光,如图5所示。数控编程中的刀具半径为即砂布轮旋转时的半径减去压缩量,这样就可保证抛光力稳定。用刀具测量仪对抛光前后进排气边观测点的粗糙度和三维形貌测量。图6是观测点放大100倍后的图片;抛光前,观测点的粗糙度为Ra=0.7896um,从放大100的图片和三维形貌可明显的残留铁屑和积屑瘤;抛光后的表面无明显加工痕迹,没有积屑瘤,粗糙度为Ra=0.3221um,较抛光前明显降低且达到技术要求。

图5 抛光试验
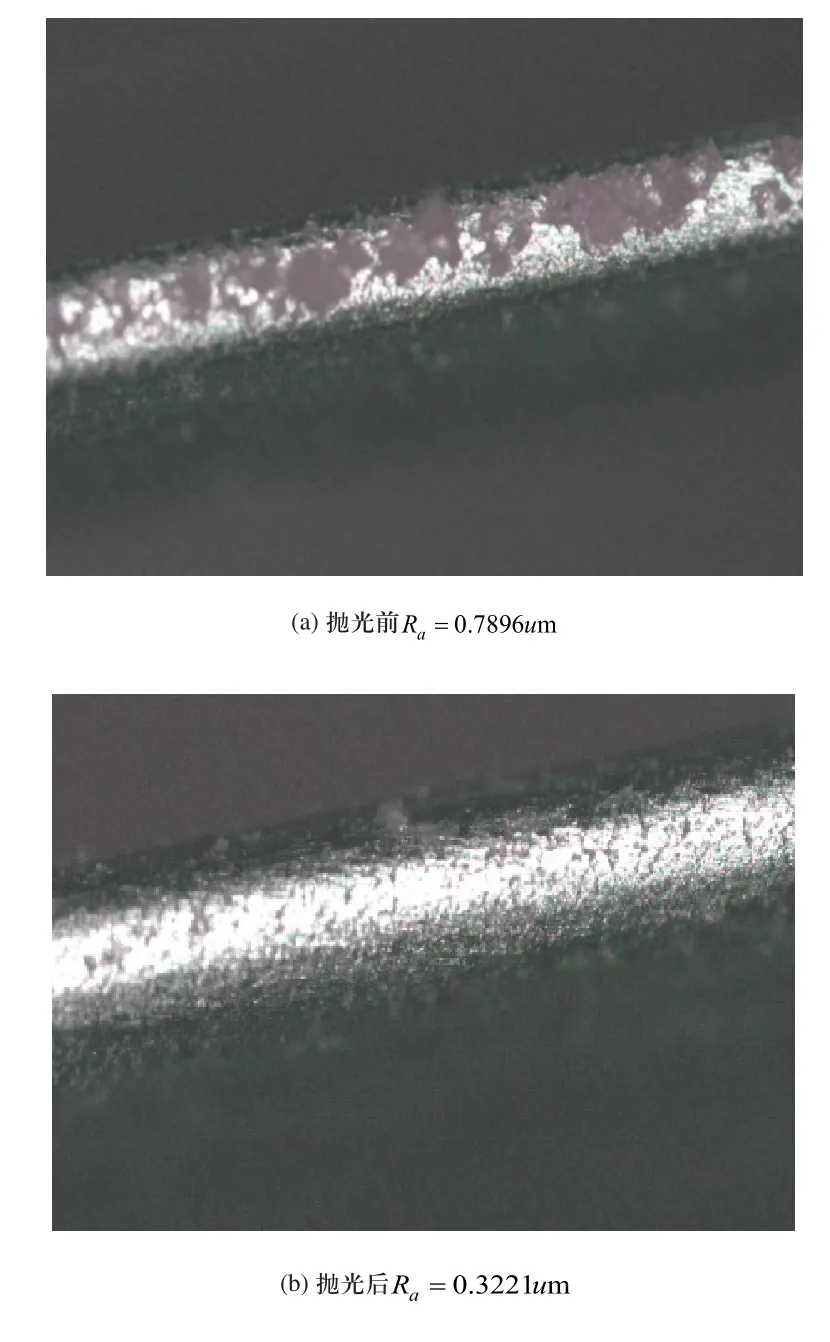
图6 抛光前后效果对比
4 结论
1)设计了四因素三水平的正交试验,根据试验结果得到了抛光力预测模型,经检验预测模型是显著的。
2)依据抛光力预测模型分析了抛光力影响参数的敏感度,抛光力对砂布轮压缩量ap变化最敏感,对初始半径r0变化敏感程度次之,对粒度P变化敏感程度一般,对粒度ω最不敏感。
3)对叶片进排气边做了抛光试验,试验结果表明通过合理控制抛光力可以实现理想的抛光效果。
[1] Y.Q.Wang, S.H.Yin, H. Huang,et al.Magnetorheological polishing using a permanent magnetic yoke with straight air gap for ultrasmooth surface planarization[J].PrecisionEngneering, 2015,40(1): 309-317.
[2] 韩光超,赵甲,甘春明,等.磁场辅助软质工具游离磨粒抛光工艺研究[J].华中科技大学学报 (自然科学版),2014,42(5):52-56.
[3] LEE E S, LEE S G, CHOI W K, et al. Study on the effectof various machining speeds on the wafer polishingprocess[J]. Journal of Mechanical Science and Technology,2013,27(10): 3155-3160.
[4] GIVI M, TEHRANI A F, MOHAMMADI A. Polishingof the aluminum sheets with magnetic abrasive finishingmethod[J]. International Journal of Advanced ManufacturingTechnology,2012,61(9-12):989-998.
[5] LI M, LYU B H , YUAN J L, et al. Shear-thickeningpolishing method[J].International Journal of MachineTools & Manufacture,2015, 94(7):88-99.
[6] PAN R, WANG Z Z,WANG C J, et al. Research on controloptimization for bonnet polishing system [J]. InternationalJournal of Precision Engineering and Manufacturing,2014,15(3):483-488.
[7] ZENG SY, BLUNT L. Experimental investigation andanalytical modelling of the effects of process parameterson material removal rate for bonnet polishing of cobaltchrome alloy[J].Precision Engineering,2014,38(2):348-355.
[8] 段继豪,史耀耀,张军锋,等.航空发动机叶片柔性抛光技术[J].航空学报,2012,33(3):573-578.
[9] 淮文博,唐虹,史耀耀,等.砂布轮柔性抛光力的建模与参数优化[J/OL].航空学报,(2016-01-31)[2016-3-14].http://www.cnki.net/ kcms/detail/11.1929.V.20160131.1257.008.html
[10] 李小彪,史耀耀,赵鹏兵,等.航空发动机叶片砂带抛光力控制技术[J].计算机集成制造系统,2012,18(6):1209-1214.
[11] 史耀耀,张军锋,李小彪,段继豪.整体叶盘数控抛光工艺及工艺装备技术研究[J].航空制造技术,2011,5(10):26-29.
The sensitivity analysis of influence parameters of flexible polishing force for abrasive wheel
HUAI Wen-bo1,2,ZHANG Li-xin1,WANG Sun-xin1,ZHANG Yuan-ping1
V232.4
A
1009-0134(2016)09-0092-04
2016-03-21
淮文博(1979 -),男,陕西扶风人,讲师,博士研究生,研究方向为复杂曲面表面完整性控制技术。