基于PLC的铸坯质量跟踪系统
2016-10-18汪坤瑜
汪坤瑜
福建三安钢铁有限公司,福建泉州 362411
基于PLC的铸坯质量跟踪系统
汪坤瑜
福建三安钢铁有限公司,福建泉州362411
为了解决连铸坯的内部质量问题,生产方需要在浇筑过程中对影响铸坯质量的参数进行实时跟踪,从而找到形成质量缺陷钢坯的原因,并做出相应的控制措施,达到减少铸坯质量问题的效果。质量跟踪的核心内容是对数据的实时采集与分析,然后进行判断,得出控制措施并执行自动切割。
数据采集;质量跟踪;自动切割
在连铸的生产过程中,影响钢坯质量的原因有很多,当连铸出现卷渣、脱方、低倍缺陷等现象时,可能会造成轧钢生产线轧制堆钢或者成品开裂判废,因此在生产过程中必需完整统计出影响钢坯质量的原因、次数、时间。表1为三安钢铁有限公司连铸车间统计的2015年7—2015年11月的非稳态坯落地跟踪记录,根据表格清晰的显示了7—11月期间出现的非稳态坯原因、次数、时间,生产中存在的不稳定因素具有多样性和突发性,所以一个具备实时跟踪质量原因、历史归档、判废切割等功能的连铸质量跟踪系统对连铸生产很有存在意义。
1 PLC采集质量跟踪数据
1.1PLC数据走向结构图
1.2质量跟踪采集的具体数据表格

表2

?
2 PLC处理质量跟踪数据
2.1质量跟踪的参数数据
连铸生产过程中,影响钢坯质量的因素有很多,必须设置一个标准的参考量,所以如图在wincc画面中制作一个表格(如表3)提供生产设置影响质量因素(包括拉速、液位、中包重量、钢水过热度、液面是否自动控制等)的标准值,以作为判断是否为非稳态坯的比较量。保存设置以后,生产方所设置的标准值将通过上位机与PLC系统CP块的以太网通讯存储于PLC系统的内存中。
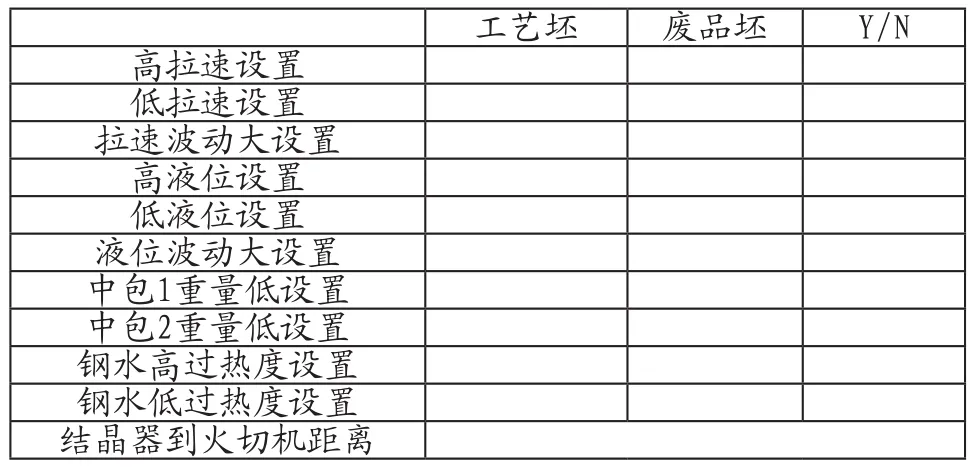
表3
2.2实时数据与参数数据的比较
仪表采集的实时数据通过信号转换传输至PLC后与(1)中存储于PLC内存中的标准值数据进行比较,并得出此钢坯的品质结论,如图2为拉速的比较程序。
2.3数据计算与数据归档
当一根钢坯被判断为非稳态坯时,假设故障开始后的时间秒数为N1,结束后的时间秒数为N2,结晶器到火切机的总长固定为L,实时采集的拉速值s(m/s)则距开始L1=N1*s,距结束L2=L-L1,钢坯长度L3=(N1-N2)*s,将所记录的L1,L2,L3根据不同的非稳态原因,存于数据块当中,其中以非稳态原因结束点作为画面的历史归档记录点。如图是1流连铸跟踪非稳态公用块:3个输入管脚(故障原因、实时拉速、结晶器到火切机的距离L)、6个输出管脚(距结晶器、非稳态坯长度、距火切机、质量类型、非稳态类型、非稳态结束记录点)。调用公用块将输出的管脚的数据地址在wincc中创建变量,生成变量记录并在所创建的onlineTable显示,形成历史归档与查询。
3 PLC执行自动切割
3.1自动切割算法说明
1)设定的切割参数如下:(1)以结晶器弯月面到火切机原位为基准(L=30.6m);(2)铸坯定尺设定设为L1;(3)铸坯实际运行定尺长度设为L2(即铸坯断面距离火切机原位距离);(4)当第一个非稳态点发生后,通过时间和事实拉速计算第一个非稳态开始点行走长度(L3≤L);(5)当第一个非稳态点结束后,通过时间和事实拉速计算第一个非稳态结束点行走长度(L4≤L);f.按第(4)、(5)方式依次定位跟踪第1、2、3——n个报警点。
2)切割分为以下情况:(1)正常切割:即没有非稳态坯报警时,以L1进行切割;(2)有非稳态坯报警且L3+L5=L时,进行切割;(3)有非稳态坯报警且L 4-L6=L时,进行切割;(其中L5有报警时的切割提前量、L6报警消失时的切割滞后量,可以保证非稳态钢坯的完整切割)。
3.2PLC程序
6)程序中一些必要的计算量:每秒拉速=每分拉速/60、L3+L5=L35、L4-L6=L46。
7)当L35=L时火切机进行切割动作m3且L3清0。
8)当L46=L时L4清0且火切机进行切割动作m4。
9)当L2=L1时L2清0且火切机进行切割动作m5。
10)m3、m4、m5任意为1时则保持5s扩展脉冲的切割输出#cut_out。
4 结论
1)连铸质量跟踪系统能够提高生产效率、减少废品率提升公司产品质量进而增强公司的信誉度,完善公司在钢铁市场的形象与竞争力。
2)连铸质量跟踪系统是一套纯软件开发的、不增加任何硬件设备的低投资高回报的系统。
3)连铸质量跟踪系统不仅适用于方坯也适用于板坯等其他类型的钢种,具有很强的推广意义。
[1]俞金寿,孙自强.过程自动化及仪表[M].北京:化学工业出版社,2007.
[2]胡纳新,崔海峰.影响连铸矩型坯质量的因素及改进措施[J].天津冶金,2000(4):24-25.
[3]周美兰.PLC电气控制与组态设计[M].北京:科学出版社,1997.
[4]吕景全.可编程控制技术教程[M].北京:北京高等教育出版社,1998.
[5]明兴祖,刘金华.多功能大型数控火焰切割机设计[J].现代制造工程,2005(1):107-109.
[6]马红,赵生刚.板坯火焰切割机用于方坯切割的改造及应用[J].武钢技术,2008,46(2):35-38.
TP39
A
1674-6708(2016)166-0213-02
汪坤瑜,福建三安钢铁有限公司。