ME船用电喷主机运行常见问题和管理要点
——控制系统
2016-10-17杨永东
杨永东
ME船用电喷主机运行常见问题和管理要点
——控制系统
杨永东
MAN B&W ME-C 系列船用电喷柴油机自2003年面世至今,以其优良的性能、更经济的油耗、低排放、易于操作等特点,得到市场的高度认可。但是,和所有其他产品一样,该系列船用柴油机也有不完美的地方,使用或管理不当仍然会出现各种问题。通过分析MAN B&W服务工程师实船收集的案例,分析ME-C/B 电喷柴油机在运行过程中常见的问题,并总结使用者和管理者在日常工作中应该注意的问题及要点。
ME船用电喷主机;控制系统;船用柴油机
上篇介绍了ME电喷主机机械方面的常见问题和管理要点,本文重点对ME电喷主机控制系统常见问题进行分析,将分控制单元、执行机构、传感器、人机交换界面、电磁噪音、地绝缘以及检测诊断系统等几个方面来逐一介绍。
这里所说的控制单元指的是ME电喷主机控制系统(ECS,Engine Control System)中用到的MPC(Multi-Purpose Controller),根据不同的控制功能被分为:
- ACU(Auxiliary Control Unit)——辅助控制单元,控制副主风机和伺服液压油泵;
- CCU(Cylinder Control Unit)——汽缸控制单元,控制单缸的喷油/排气阀/注油器等;
- ECU(Engine Control Unit)——柴油机控制单元,ME主机的调速器;
- EICU(Engine Interface Control Unit)——柴油机通信控制单元,负责与除ECS以外的系统进行通信和数据交换;
- SCU(Scavenge Control Unit)——扫气控制单元,控制EGB、VTA等改善扫气压力;
- CWCU(Cooling Water Control Unit)——冷却水控制单元,控制前面提到的LDCL系统。
执行机构单纯指ME电喷主机ECS(Engine Control System)中的执行元器件,如FIVA电磁阀、汽缸注油器、液压泵的斜盘等。
传感器指的是ECS中用到的各种用来检测转速、位置、温度、压力、液位等的探头,常见的有FIVA的位置反馈信号、排气阀的位置反馈信号、高压油泵的反馈信号、液压泵斜盘位置反馈信号、汽缸注油器的液位传感器等。
人机交换界面就是我们说的ECS中的两台MOP(Main Operating Panel)。
检测诊断系统指的是MAN Diesel & Turbo自己研发的用来检测主机工况和诊断的CoCoS-EDS(Computer Controlled Surveillance Engine Diagnostics System)和PMI(Pressure Monitoring Instrument)系统。
一、控制单元常见问题
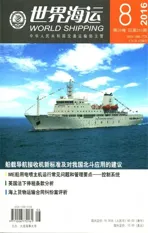
目前ME电喷主机上出现过两种不同的MPC,如图1至图3所示。图1可以用于所有不同的控制单元,图2的MPC 10 只能用作CCU,并且这两者是不可以互换的。不管是MPC,还是MPC10,安装在船上的时候都是安装在防护等级为IP66的密封电气控制柜里,控制柜一般装在主机机旁控制侧的机架上,见图3。
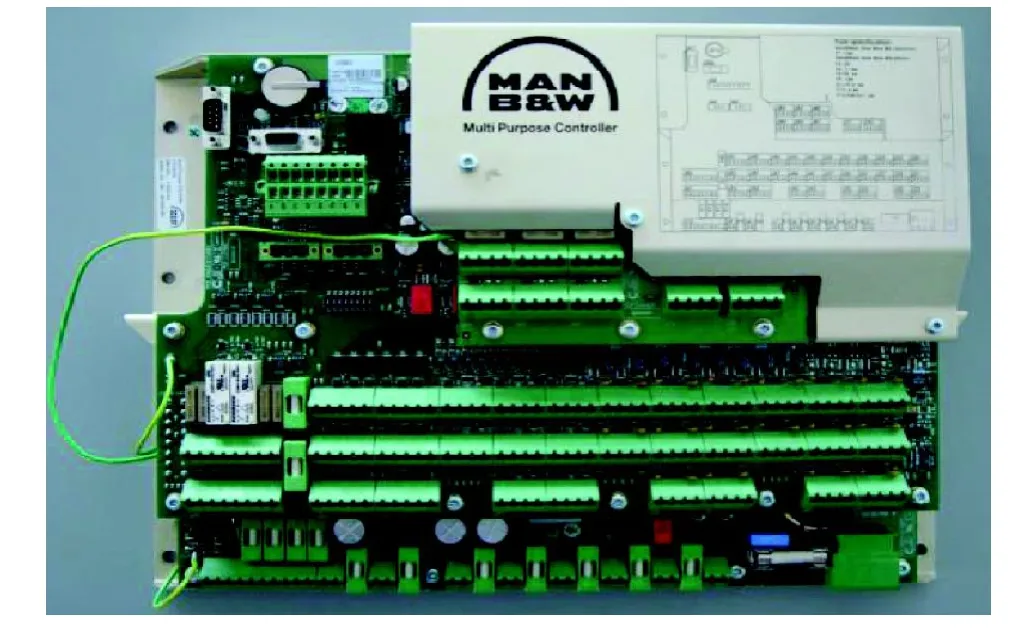
图1 MPC
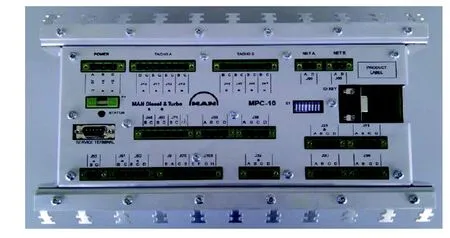
图2 MPC 10

图3 MPC控制柜和MPC
MPC是主机制造设计厂商MAN Diesel & Turbo公司自己研发设计的,试验温度在70 ℃~+140 ℃,所以,即使机舱的温度大部分时候都不低,也不会影响其工作性能。
图4统计了不同的制造厂商、不同的三个船东从2008年到2011年统计出现的MPC故障率。从图中三个客户(分别用X、Y和Z代表)来分析MPC在造机厂(绿色)、船厂(黄色)以及装船之后(红色)使用过程的故障率。
Y客户在主机制造厂家的时候故障率是最高的,这段时间出现问题的最主要原因是由于MPC在制造的过程中本身就存在缺陷,或者是主机制造厂家在安装的过程中出现了损坏。
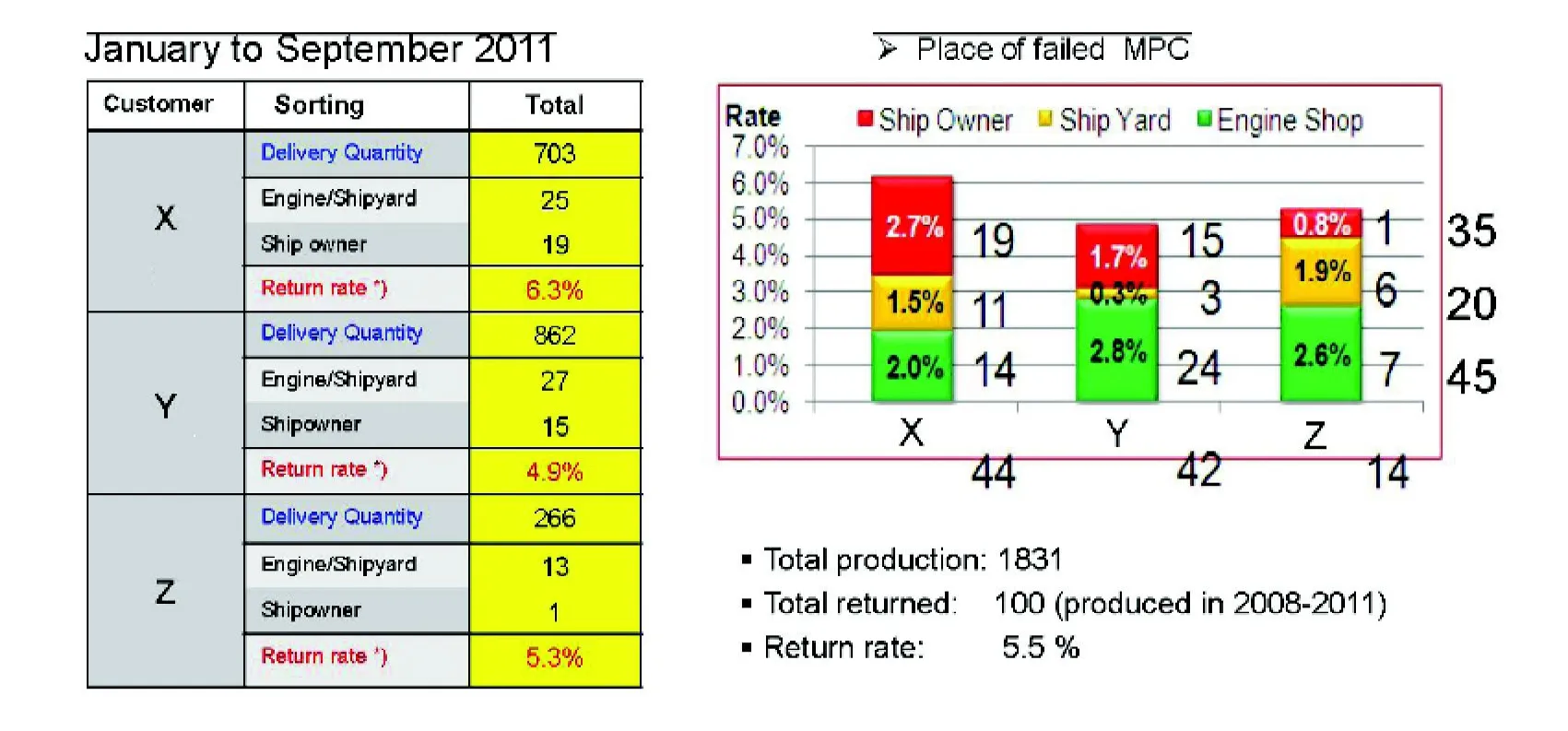
图4 MPC在不同时期的故障率
Z客户在船厂时候故障率最高,说明MPC在安装的过程中损坏的比较多,或者本来Z客户选择的主机制造厂家制造工艺、电缆布线的工艺不够过关。
X客户在交船之后使用过程中故障率最高,再看绿色和黄色部分,虽然不是最高,但都相对比较高,说明主机在造机厂和船厂都没有被很好地对待,整个工艺和施工质量是最差的,到最后才导致极高的故障率。
图5是一些常见的在主机厂家、船厂和用户手上MPC出现过的问题。
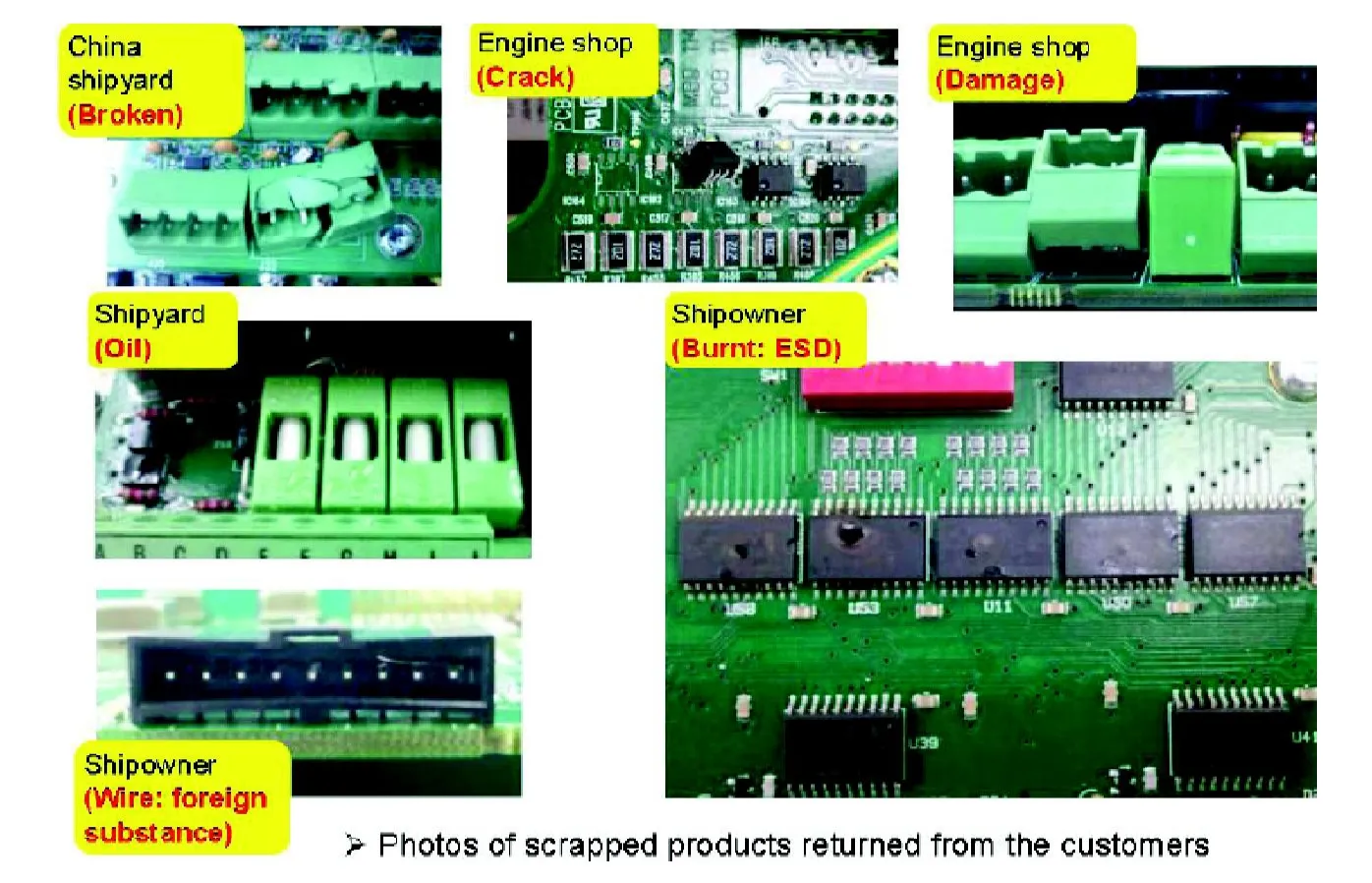
图5 MPC在不同时期的故障原因分布
目前,大部分造机厂都可以很好地按照厂家的施工工艺进行布线和安装,但是,有些船厂施工质量存在问题,尤其是沙滩造船兴起的时候。这种问题不仅出现在中国船厂,韩国船厂也一样存在。
针对上述统计数据,作为船东和用户我们可以从以下几个方面加强控制,以减少后期运营成本:
(1)新船监造人员在造机厂、造船厂监造的时候,尤其是在电缆敷设时,就须严控建造质量,一旦所有电缆敷设完毕,后面出现问题想整改都很困难,有时候甚至问题在哪里都找不出来。图6中MPC缺陷出现在刚刚出厂不久的船上,不用说IP66等级了,就是刚刚交船的时候,MPC上面就已经被积灰覆盖了。尤其是EICU,EICU是装在集控室的,这一部分布线和安装由造船厂负责,很多船是直接把MPC装在集控柜里面,连EICU柜子都省了,图6就是典型的例子。
(2)所有的电缆敷设均需要遵循设计厂家的生产图纸工艺规范要求,正确敷设屏蔽线,使用符合规范要求的电缆盘根、电缆扎带,清晰明确标示电缆。这些不起眼的小问题往往最后带来大的灾难。
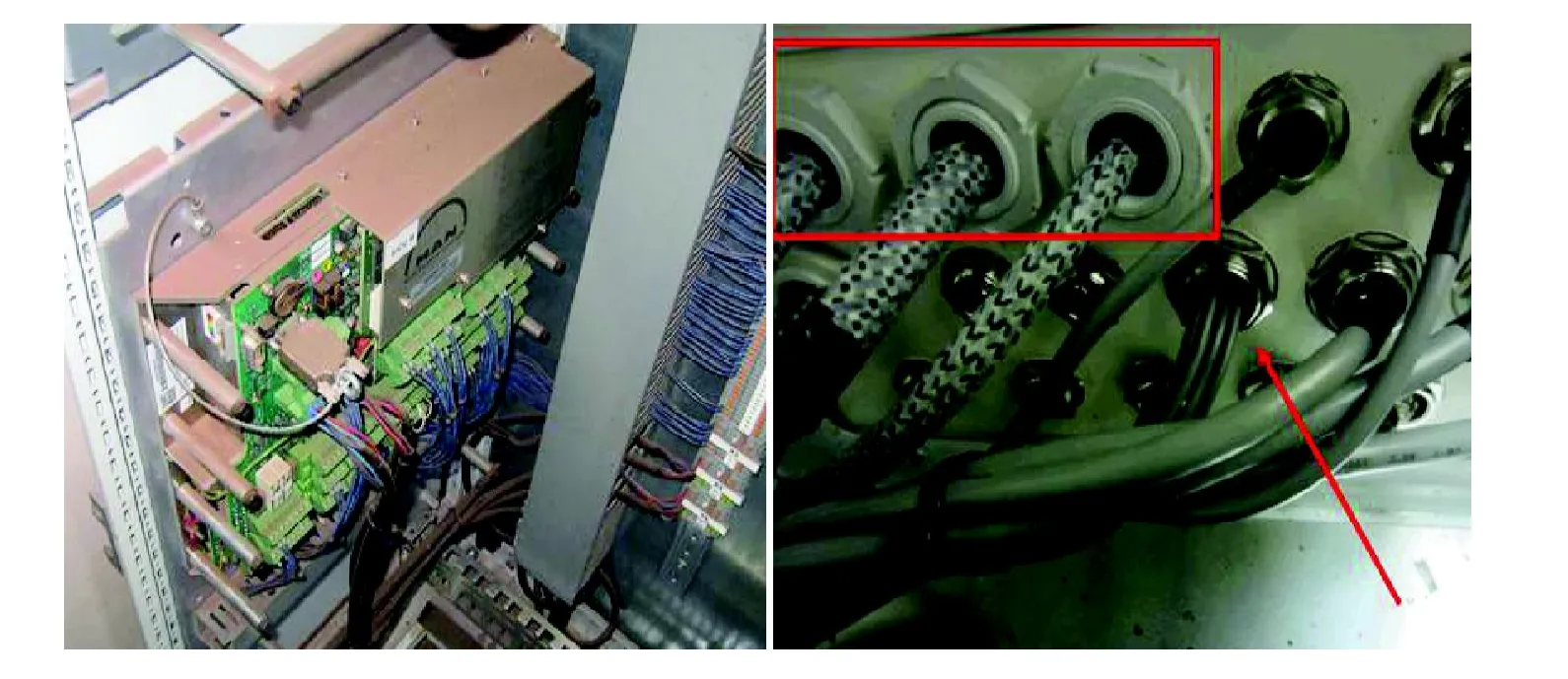
图6 MPC在安装过程中的典型缺陷
(3)在船电机员/轮机员要定期(每个月一次)检查所有ECS控制柜的接线,清洁控制柜,尤其是金属粉尘(见图7),金属粉尘会导致MPC短路,出现控制故障。建议购买一只小型真空吸尘器用来清洁内部灰尘。需要特别提醒的是,在出厂的时候,每个控制柜里会放一包干燥剂,有些船上发现这些干燥剂放了5年之久,由于受潮,MPC控制柜已经开始腐烂、生锈了(见图8)。所以,在船电机员/轮机员在检查的时候,需要清除控制柜里不必要的其他物品。
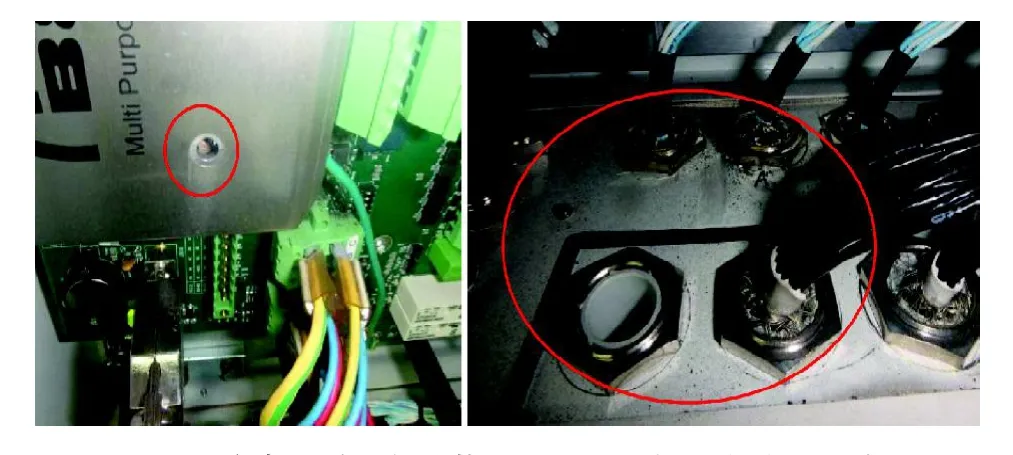
图7 固定螺丝松动脱落,由于震动造成的金属粉尘
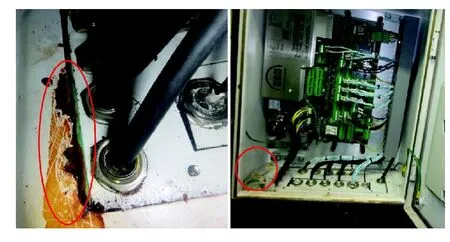
图8 MPC控制柜中的干燥剂造成的锈蚀
(4)另外,电机员/轮机员在船更换MPC的时候,一定不要带电操作,在拆的时候,一定最先切断电源,装复后最后接通电源。避免在操作的过程中损坏MPC。
二、执行机构FIVA常见故障
ECS中执行机构很多,比如汽缸注油器、机带液压泵、各种电磁阀,其中故障最多也最频繁的就是控制燃油喷射和排气阀动作的FIVA(Fuel Injection Valve Actuation)电磁阀。在ME主机进入市场的早期,可能出现过由于FIVA本身的先导阀控制电路部分故障导致的问题,但是,随着后期设计的改进和经验的积累,这部分故障基本上不存在了。根据最近10年的服务经验,在所有出现的故障中,绝大多数是因为液压油脏引起的FIVA电磁阀先导阀卡阻,导致不能正常工作;还有一部分是由于FIVA使用时间超过25 000小时以上时产生的正常磨损,出现内漏,这时会引起排气阀开启行程过低(Exhaust Valve Stroke Low)等报警。脏污的液压油也会造成机带液压泵的控制阀故障。
很多FIVA甚至在试航的时候就会出现卡阻,交船后的前半年也是FIVA故障高发期,最主要的原因是管系中没有被投油带走的污染物在主机运行过程中,经过震动,从焊缝、法兰接口等出来进入液压系统,此时,如果系统中的6μ滤器工作状况不佳的话,很容易会出现上述各类问题。图9为主机在车间试车的时候,液压油的清洁等级会达到ISO 4406 16/13,或者NAS Code 7,但这是在机器静止不运转的情况下进行的投油检测的结果,当柴油机开始运转,以及试航过程中所有设备开始运行的时候,震动会比投油的时候更加剧烈。
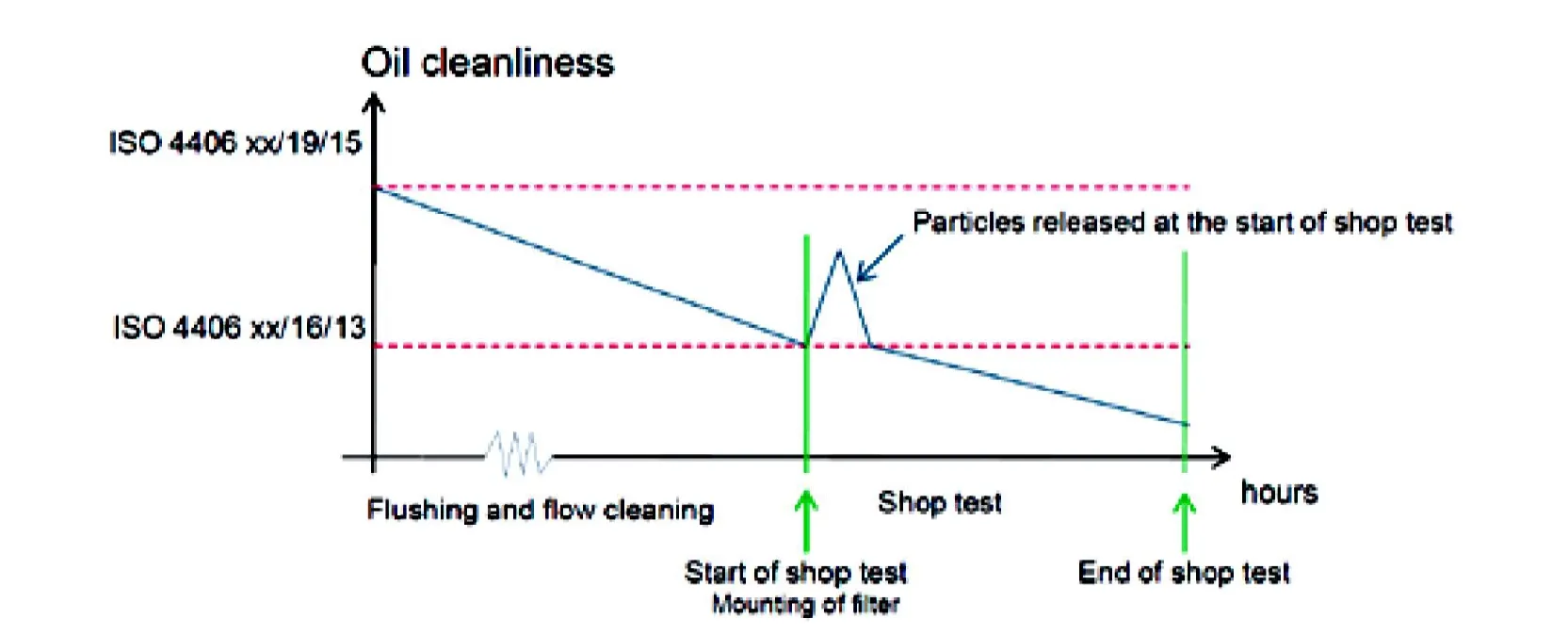
图9 不同时期的液压系统的清洁程度
因此,在试航和试车台试车的时候,5μ的“Running in Filter”会装在FIVA(控制喷油和排气阀的电磁阀)上,有的甚至在试航之后还会使用一段时间。
在整个柴油机的生命周期里,对于此类故障的管理重点就是保证工作介质——液压油的清洁,无论是在造机厂、船厂还是交船以后。对于液压系统和主机滑油系统合在一起的ME主机,日常的精细管理更为重要。
MAN Diesel & Turbo目前已经推出可以在船上检修FIVA的维修包,如果FIVA主阀芯磨损严重,只能进行换新。现在新的FIVA从原来的“Plug Type”改成了“Tail Type”,根据实际使用经验,“Plug Type”在主机运行的过程中会由于震动造成接触不良导致故障。需要提醒的是,在从“Plug Type”换成“Tail Type”的时候注意接线图纸,一般会有一张新的图纸随着新的FIVA一起送到船上,电机员在接线的时候需要注意。有时候还会出现“Tail Type”的线不够长,无法直接从FIVA直接接到CCU,中间需要加装接线盒,这些细节都需要考虑到。
FIVA换新之后,一定要在MOP Maintenance Function Test HCU界面做功能测试,以确定接线正确,并且保存测试结果。
至于液压泵、汽缸注油器,故障率是很低的,即使有,一般也很容易解决,这里就不赘述了。
三、传感器常见故障
ECS中有很多用来检测液位、感应位置的传感器,比较典型的如汽缸注油器的液位传感器,反馈信号传感器,排气阀位置传感器,高压油泵位置传感器,角度编码器装在飞轮上的MSA传感器,扫气压力、启动空气、控制空气压力传感器。这些传感器有一个共同的特点就是,它们都不能像其他系统用的传感器一样自己来调零点。如果损坏,只能换新处理。好处就是它们都不需要标定,是傻瓜式的“Plug n play”。
这些传感器最常见的问题可以概括为以下几类:
(1)传感器本身的故障,比如设计和制造缺陷、质量问题。这些问题在最早期的机器上出现过,比如汽缸注油器的液位传感器会导致ECS系统的绝缘故障,排气阀和高压油泵位置传感器制造缺陷导致失效等,这些问题在2010年之后基本再未出现。
(2)传感器探头脏污,或者液位传感器探头的安装部位有空气;固定不牢,因震动导致出现不连续、不规范的反馈信号;或者与传感器连接的电缆出现短路,造成假的信号。ECS系统中采用了很多相互冗余备用的传感器,可以时刻相互监视,出现偏差时系统会自动报警,给故障排除带来了很多便利。
建议在船轮机员/电机员加强日常巡视,发现问题及时处理,如紧固松动件,电缆扎带,定期清洁裸露的传感器,做好保养记录等。
四、人机交换系统和监测测量系统常见故障
ECS系统有两台相互冗余的人机交换系统Main Operating Panel A/B (MOP A/B),用来显示ME主机在工作时候的参数,以及供轮机员操作主机、调整主机工况、处理报警。两台MOP同时工作,相互冗余,即使两台都不工作,主机照样可以运转,并且负荷不受限制。MOP其实就是两台船用电脑,配置触摸屏。MOP电脑的操作系统还是Windows XP,只不过是特殊的定制系统,没有家用电脑Windows XP系统那样具有很多功能,最重要的是没有安装杀毒软件。整个电脑里只安装了ME主机的控制系统软件——ME-ECS SW,同时有所有MPC控制单元的备份软件/参数。
PMI(Pressure Monitoring Instrument)也就是我们说的电子示功仪,用来测量主机工况。根据不同的配置,分成Offline PMI, Online PMI和Auto Tuning PMI,如图10至图12所示。
Offline PMI 只配有一个测量缸内压力的探头,因此需要轮机员手动逐个缸进行测量,全部缸测量完成之后,数据传到PMI PC,形成完整的主机工况报表,包括单缸的PV图、PT图和偏差值。机务主管/轮机员可以根据测量的数据对主机工况进行手动调整,以平衡主机单缸工况,达到降低排放、节省燃油的目的。同时,各缸负荷一致也可以减少主机机械故障,如缸套磨损、轴承损坏等。
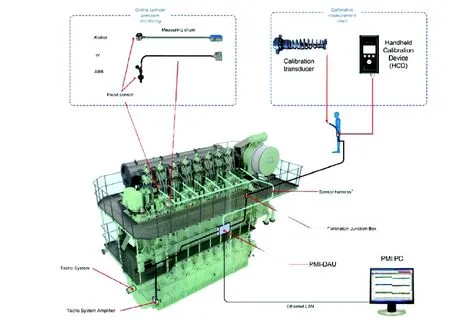
图10 Offline PMI的标准配置图
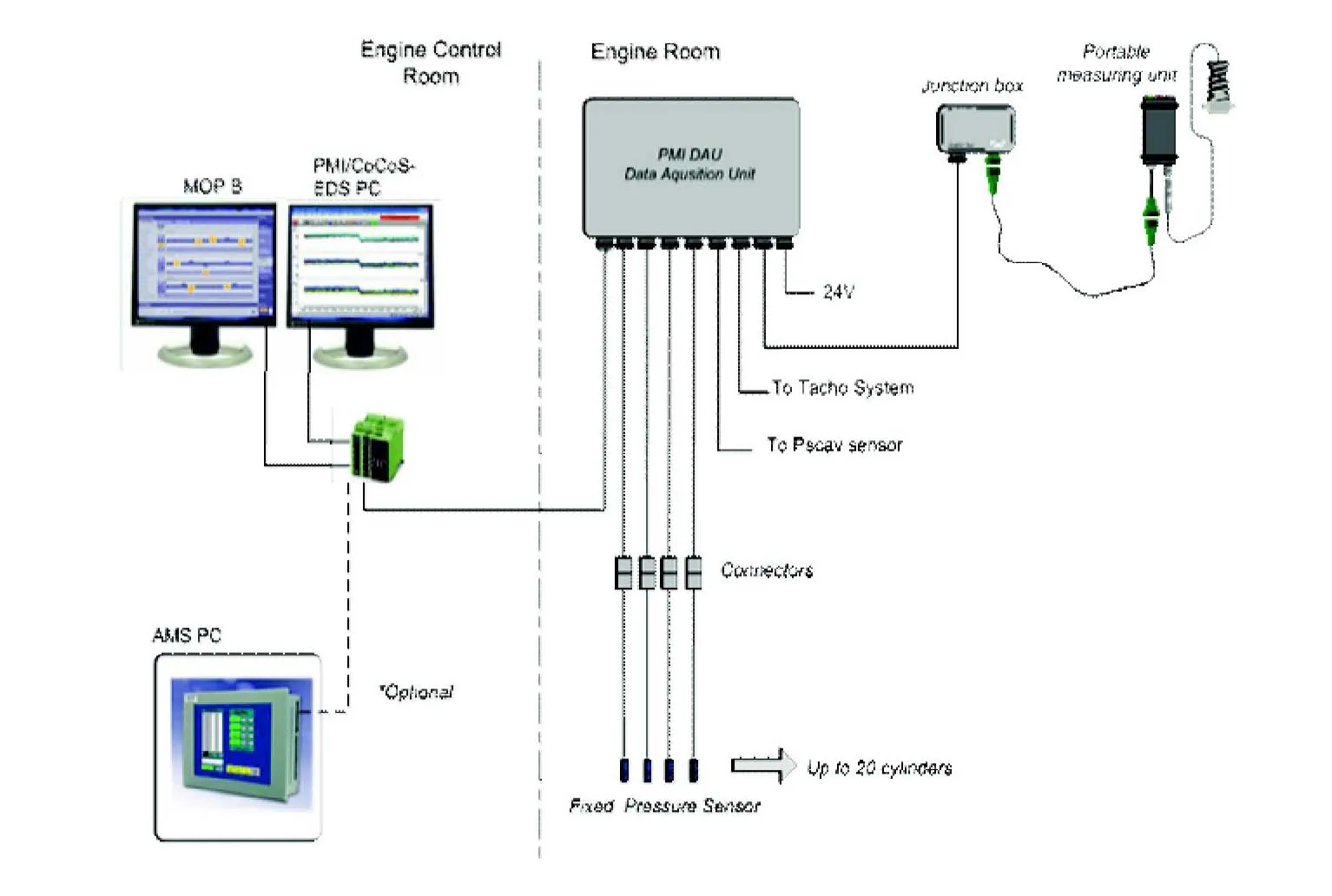
图11 Online PMI的标准配置图
Online PMI是在Offline 的基础上升级而来的,所以它具备Offline的一切功能,但是,由于Online系统给每个缸配备了一个检测压力的传感器,永久安装在示功上,所以Online PMI可以实时在PMI PC上检测主机工况参数,只要主机开始运转。如果轮机员发现需要对主机参数/工况进行调整,可以随时手动进行调整,调整后的主机参数/工况继续实时地被Online PMI 监视,行程由操作者参与的闭环控制系统。
Auto Tuning PMI的硬件和Online PMI的硬件基本一样,区别在于,Auto Tuning PMI实时采集的主机工况数据同时被送到MOP电脑ME-ECS 软件中,ME-ECS软件中的Auto Tuning功能会对主机的实时工况进行实时调整(每10转调整一次),保证主机永远一直处于最佳的工作状态中。保证最经济,排放最低。
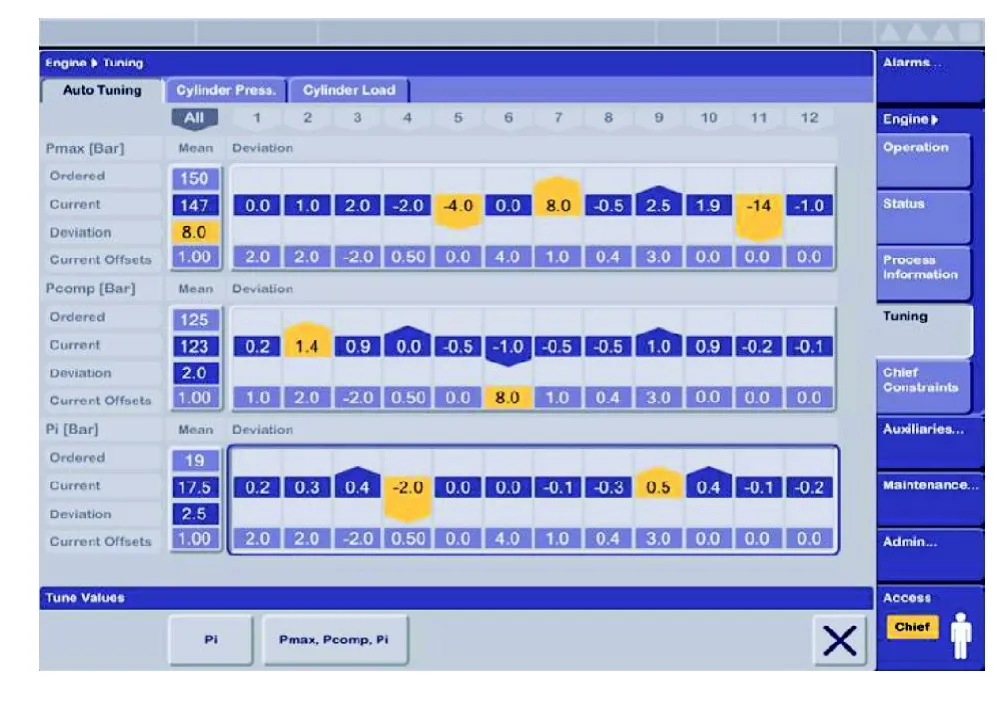
图12 ECS SW中的Auto Tuning PMI界面
CoCoS-EDS(Computer Controlled Surveillance-Engine Diagnostics System)是用来收集和记录/分析主机参数的一种程序,是一种功能非常强大的类似于主机大数据平台。如果按时备份,它可以记录主机一生所有的参数,并且可以用不同的形式将这些参数呈现出来,如柱状图、趋势图、线性变化等。
CoCoS-EDS软件和PMI软件安装在同一台电脑上,所以这台电脑又叫PMI-CoCoS EDS PC。在早期,这台电脑是由船厂/造机厂提供的,MAN对其没有规定和要求,因为只需要普通的电脑就可以满足要求,所以,一段时间里出现了百花齐放的景象,各种品牌、各种型号、各种操作系统的电脑都出现在船上了,有的电脑里有各种照片、各种电影、各种病毒……这种乱象,直到MAN开始提供一台标准的普通电脑时结束。
MOP、PMI-CoCoS-EDS系统一般有下列常见故障和问题:
(1)操作系统被病毒感染,导致正常的操作文件丢失,系统不能正常工作。对于这样的问题,建议轮机员当需要从MOP拷贝文件出来的时候,首先把要连接的USB格式化,然后再使用,并且只用于MOP B,这样一旦出现问题,最起码还有MOP A。对于PMI-CoCoS-EDS电脑,也建议如此,并且不要存储其他文件和当作日常工作电脑来用。建议船上/机务收集每条船的MOP A/B的Windows XP系统备份、ME-ECS SW 的安装软件备份、SPAF参数备份,以及PMI-CoCoS-EDS软件、数据备份。万一出现问题,轮机员可以在MAN Diesel & Turbo远程指导下自行完成安装,恢复系统。
(2)MOP电脑触摸屏故障,鼠标会自动回到固定的屏幕位置,不受控制。这种故障出现在ECMOP一体机上,主要原因是MOP在空运的过程中受到挤压被损坏,万一出现这种问题,用户须联系MAN Diesel & Turbo解决。即使得不到及时的处理,也不必紧张,MOP仅仅是人机交换系统,不参与主机的控制。
(3)对于Online PMI 和Auto Tuning PMI来说,由于传感器一直固定在示功阀里,需要每三个月用便携式探头做一次标定,以避免出现测量偏差。同时,传感器也有可能积炭造成误报警,或者假的Sensor Failure。使用Auto Tuning PMI的用户,需要注意修改MOP中的FQA设定。
五、结束语
随着新技术、新材料的不断发展和应用,主机生产厂家也在不断更新自己的产品设计,所以,岸上机务主管人员也需要及时从厂家获取相关信息,并定期与船上交流。同时,加强对轮机员/电机员的培训,提高在船轮机员/电机员的业务水平。那样的话,即使出现故障,船上也能迅速准确地将故障反馈回来,并且在收到岸上支持后配合进行故障诊断,找出原因,解决问题。
以上是笔者近年从事MAN B&W船用主机技术咨询和服务过程中遇到的ME电喷主机最常见的问题,对于其他没有涉及的,欢迎广大同行进一步讨论;文中的分析若有不当之处,也请同行批评指正。
10.16176/j.cnki.21-1284.2016.08.005
杨永东,MAN Diesel & Turbo Singapore服务工程师,E-mail:yang.yongdong@sg.man.eu