贮气罐焊接工艺探索
2016-10-14廖伟
廖伟
摘 要:本文主要将2米3贮气罐封头的坡口对接焊采用手工焊条焊单面焊双面成形的焊接方法灭弧焊与连弧焊作比较,并经产品焊接对比证明,用连弧焊焊接的焊缝成形好,焊接接头较少,容易清渣。不但可以提高工作效率、保证焊接质量,而且能降低生产成本,希望能给同行起到一定的参考作用。
关键词:2米3贮气罐;手工焊条焊;单面焊双面成形;灭弧焊;连弧焊
一、 前言
焊接工人用手工焊条焊接2米3贮气罐封头的坡口对接第一层焊缝时,一直以来都是采用灭弧法进行单面焊双面成形焊接。此种操作方法所需时间较长,劳动强度大,焊接电流大,在焊缝当中接头较多,焊条、角磨砂轮片损耗大。不但增加焊接工人的工作量,而且比较费时。本文从分析并对两种焊接方法进行比较,经产品焊接对比结果证明,2米3贮气罐封头的坡口对接焊第一层焊缝采用连弧焊是可行的。与灭弧焊相比较能节省三分一的工作时间,不但减轻了焊接工人的工作量,降低生产成本,并且还能提高工作效率及保证焊接质量。
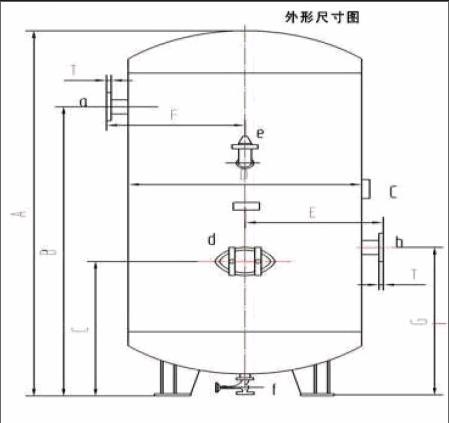
二、 2米3贮气罐构成(见下图):
1、母料及焊材
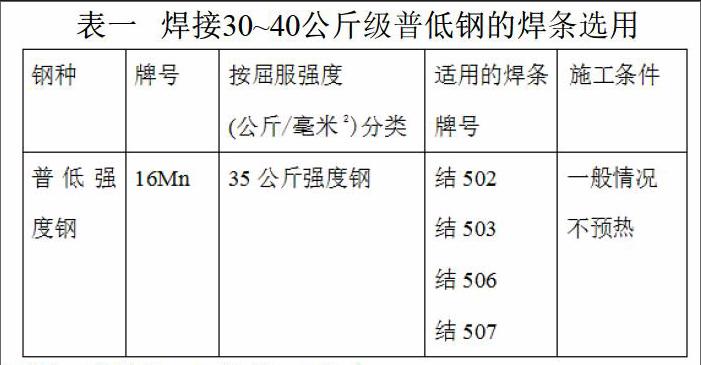
(1)采用母料为 16Mn,规格为φ900 mm ×6mm,贮气罐拼装总长为2950 mm。
16Mn属普通低合金结构钢, 普通低合金结构钢虽然是一种低碳(C<0.20%),低合金(一般合金元素总量<3%)的钢,由于合金元素的强化作用,这类钢比相同含碳量的碳素结构钢的强度(特别是屈服点)要高得多,并且有良好的塑性、韧性、耐蚀性和焊接性。广泛用来制造桥梁、船舶、车辆、锅炉、压力容器、输油(气)管道和大型钢结构。
(2)焊材: 采用E5003(结502)焊条,药皮类型为钛钙型,焊接电源可使用交直流,主要用途是焊接16 Mn及相同强度等级低合金钢的一般结构。
焊条直径为2.5 mm。
用手工焊条焊接贮气罐封头的坡口对接第一层焊缝过程中,为了提高工作效率,都尽可能选用较大直径的焊条,但是用较大直径的焊条焊接,会造成未焊透或焊缝成形不良,2米3贮气罐的板厚为6 mm,所以选择直径为2.5 mm焊条,并需要经180℃烘干2h,经烘干的焊条随用随取。
2、2米3贮气罐封头、筒体坡口形式
要求坡口采用V型坡口,坡口夹角角度为65°±5 ,开坡口是为了保证电弧能深入焊缝根部,使根部焊透,以及便于清除焊渣,获得较好的焊缝成形,而且坡口能起到调节母材和填充金属的比例的作用。选择坡口形式时,应从是否能保证焊缝焊透,坡口形状是否容易加工,应尽可能提高生产率、节省焊条,焊后焊件变形尽可能小等方面考虑。
3、2米3贮气罐封头、筒体坡口加工
贮气罐封头、筒体都是采用机械加工坡口,开坡口后再用角磨砂轮机清除坡口内、外侧20 mm 内的油污、铁锈等污物(目的是防止在焊接过程中生成氢气孔),直至露出金属光泽。
4、灭弧焊、连弧焊装配间隙对比
(1)采用灭弧焊焊接第一层焊缝时,装配对口错边量要控制≤1 mm,坡口钝边1 mm,根部间隙控制在2.5~3.2 mm。
(2)采用连弧焊焊接第一层焊缝时,装配对口错边量要控制≤1 mm,坡口钝边1 mm,根部间隙控制在1 mm。
5、灭弧焊、连弧焊焊接工艺对比
(1)贮气罐封头的坡口对接第一层焊缝采用灭弧焊焊接,采用直径为2.5 mm的焊条焊接,焊接电流选择80-85A,但因焊缝处于立焊位置,而且拼装间隙大,焊缝接头较多,焊接速度慢。
(2)贮气罐封头的坡口对接第一层焊缝采用连弧焊焊接时,采用直径为2.5 的焊条焊接,焊接电流选择60-65A,虽然焊缝处于立焊位置,但拼装间隙小,焊接电流比灭弧焊小,焊接速度比用灭弧焊焊接快,焊缝成形较好。
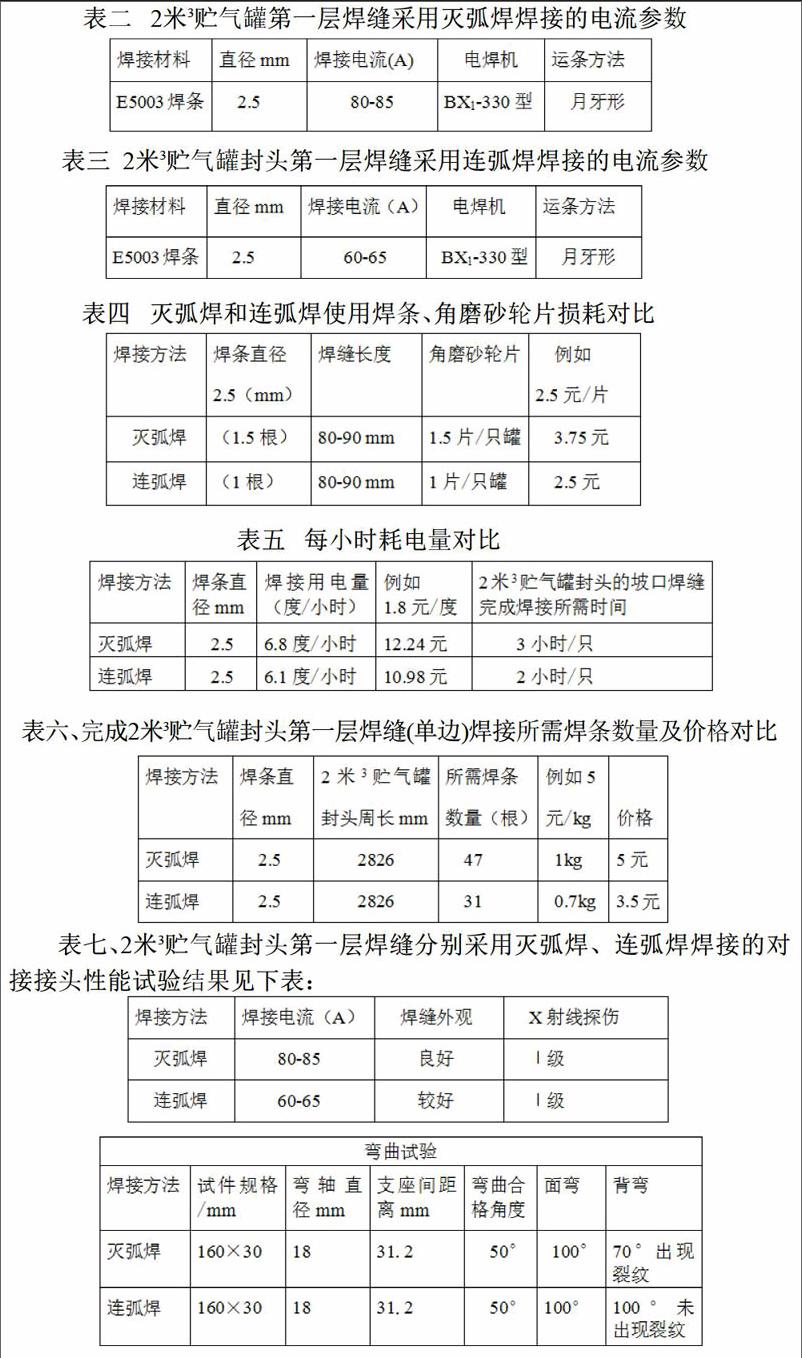
通过产品焊接对比,可以根据需要参考下表四、表五中的焊接电流。
6、2米3贮气罐封头第一层焊缝采用灭弧焊和连弧焊焊接,使用焊条、角磨砂轮片(用来清渣及修磨接头)见下表:
7、灭弧焊和连弧焊在焊接过程中每小时耗电量根据公式:P=IV 计算结果见下表
8、2米3贮气罐周长为罐体直径900mm×3.14=2826mm,分别用灭弧焊和连弧焊完成封头第一层焊缝(单边)焊接所需焊条数量见下表:
表七、2米3贮气罐封头第一层焊缝分别采用灭弧焊、连弧焊焊接的对接接头性能试验结果见下表:
三、结论:
(1)2米3贮气罐底层焊采用连弧焊焊接,比采用灭弧焊焊接所需时间节省了三分一,当贮气罐板厚为10-14mm时,省时效果更为明显。
(2)采用连弧焊焊接,焊缝接头较少,成形较好,容易清渣,而且提高工作效率。
(3)采用连弧焊焊接,焊接电流小,与灭弧焊焊接对比能省电。
(4)与灭弧焊焊接比较,用φ2.5mm焊条连弧焊焊接焊缝80-90mm长只需一根焊条, 而灭弧焊焊接需用接近两根,不但能节省焊条,而且能减少角磨砂轮片的损耗。
(5)工厂若以每年生产100只2米3贮气罐来计算,从以上各表中可以看出连弧焊焊接比灭弧焊焊接更能降低生产成本。
(6)从表九中可以看出在同等条件下第一层焊缝采用连弧焊焊接,可获得较好的焊缝背弯质量。
参考文献
[1]郝广发 《焊工工艺学》第三版,机械工业出版社1991.
[2]职业技能鉴定教材《电焊工》(初级、中级、高级),中国劳动出版社1996.
[3]黄文哲《焊工手册》手工焊接与切割(修订版),机械工业出版社1991.
[4]卿民《电焊工工艺学》(中级本),科学普及出版社1982.
