穿孔机推坯机液压比例控制回路设计
2016-10-13谢增刚
谢增刚
(太原重工股份有限公司技术中心, 山西 太原 030024)
生产实践·应用技术
穿孔机推坯机液压比例控制回路设计
谢增刚
(太原重工股份有限公司技术中心, 山西太原030024)
介绍了一种用液压比例阀来控制穿孔机推坯机推坯的控制回路。通过使用比例阀控制有效改善了现有回路在速度切换过程中引起的速度冲击、阀台震动过大及穿孔机液压站容量过大等缺点,更好地满足了穿孔机轧制速度要求,从而获得更高质量毛管。
穿孔机推坯机液压控制回路比例阀
在无缝钢管生产中,穿孔工序的作用是将实心的管坯穿成空心的毛管[1]。整个生产过程一般包括穿孔、轧管和定减径工序。穿孔作为金属变形的第一道工序,穿出的管子壁较厚、长度较短、内外表面质量较差,因此被叫做毛管。如果毛管存在缺陷,经过后面的工序也很难消除或减轻,因此穿孔工序在钢管生产中起着重要作用。
1 推坯机
1.1推坯机的作用
为了将管坯推入轧辊之间,在穿孔机的前台安置推坯机。老式的推坯机采用气动控制方式,另外还有链式推坯机和液压推坯机。现代的推坯机可以根据机组生产节奏的变化设定不同的推进速度,即靠近轧辊前高速推进以节省时间,靠近轧辊时降速以适应管坯的咬入,轧辊咬入后迅速返回待料位,见图1。
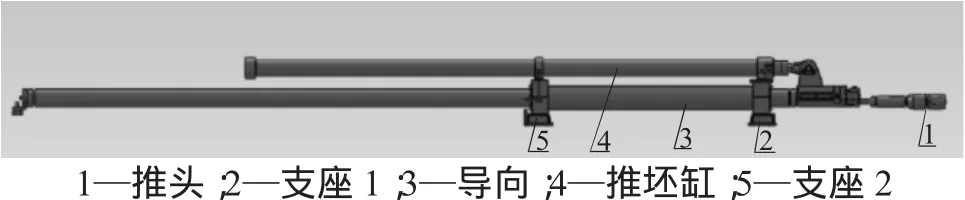
图1 推坯机
1.2推坯机的工作过程
推坯机推坯大致分为:推坯位、快速推坯、慢速推坯、快速返回。具体过程是初始位为待料位,当坯料落入受料槽后,推坯缸伸出快速推出坯料(保证管坯温度);在行进过程中到达设定减速位,推坯缸开始转入工进慢速推坯过程,直到穿孔机轧辊咬入钢坯后,推坯缸得到咬入信号后反向快速返回到推坯位,见下页图2。
2 现有液压控制系统的缺点
现有的液压控制回路基本是按照下页图3来对推坯缸进行控制的。采用两组普通电磁换向阀控制的两组回路组合变换来实现高低速切换,快速时两组阀同时工作,低速时通过断开一组阀来实现降速。这种控制方式主要存在以下问题:
1)高低速切换时速度变化过于直接,没有办法来克服降速引起的速度冲击,继而引发阀台、管路震动,长时间会导致阀台过劳和管路附件损坏。
2)由于滑阀存在内部结构问题,现场容易出现穿孔机区液压站长时间停机现象,同时,推坯缸有自动伸出的情况(液压系统中蓄能器的残留能量)。
3)现有系统设计没有考虑将推坯缸快进时存在杆腔的液压油重新使用问题,而直接回油箱,这样设计出来的液压站容量往往比较大。
4)使用双组阀控制,由于所需流量大、双组阀占用空间大,所以制造的集成块也比较大,并且出现问题的概率也相对较高。
3 介绍几种比例阀控制方法
由于上述2中出现的问题,在已经生产好的阀台上进行改造的空间几乎没有,而且这种老式液压回路是在传统斜轧机组基础上的沿用,传统斜轧Φ180机组年产10~15万t左右,而现在的钢管Φ180连轧机组最低年产为30万t[2],老式控制方式从控制精度和节奏上已经不能满足现代连轧机组的需要,所以急需要液压工程师设计一种新的回路来替换它以满足现在连轧机组的生产节奏和控制精度,所以比例阀的控制精度高、响应速度快、更换规格易实现的优势就完全体现出来了,下面就简单描述几种比例阀的控制思路:
1)图3是希望达到的时序图,在推坯缸速度变化时,期望有一定的速度斜坡,而且不影响整个穿孔机组的生产节奏。图4为比例阀在输入信号为阶跃信号时阀的过渡性能。在阶跃信号增大时阀芯行程增大,通过流量增加,执行元件速度加快,在阶跃信号递减后阀芯行程变小,流量变小,执行元件速度变慢,并且有一定斜坡,可以满足所期望的控制要求,但是这并不能完全消除速度变化对系统和设备的冲击。

图2 推坯机时序图

图3 期望时序图
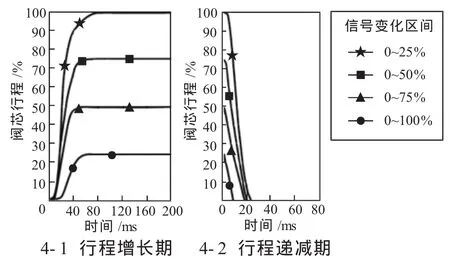
图4 阶跃信号时阀的过渡性能
2)为了更好地满足速度斜坡的平滑调速过程,精确掌握液压缸的行程数据,需要在液压缸的行程监控上安装辅助设备,因此选择在油缸外部安装激光测距仪或者油缸内部安装位移传感器,通过激光测距仪或者位移传感器实时准确地检测油缸的运动数据,通过PLC程序与比例阀实现闭环控制[3]。
3)还可以通过比例阀+接近开关的控制方式来实现平滑调速,这种控制的时序图基本与图4吻合,也基本能满足现场使用,优点是成本低廉,控制相对精确,速度变化冲击较小。
以上是使用比例阀控制回路的三种控制思路,可以根据项目资金状况灵活匹配使用。
4 比例阀控制的液压回路设计[4]
该设计使用的比例阀电流控制为4~20 mA,由于描述换向阀1换向不够直观,所以后面就直接取换向阀1的两个电磁铁Ya(4~12 mA)和Yb(12~20 mA)来进行说明(如图5),具体工作过程如下:

图5 比例阀控制回路
1)快进。电磁铁Yb得电,比例阀1停留右位,推坯缸无杆腔连通压力油管P,压力油管P的液压油经由比例阀1直接进入推坯缸无杆腔,推动活塞向有杆腔施压,有杆腔中液压油压力增大,但由于回管路上单向阀2.1的止回作用,使得有杆腔中的液压油推开反向止回管路的单向阀2.2向压力油管P补充液压油,由于无杆腔作用面积大于有杆腔作用面积,可以理解为液压缸的差动回路,有杆腔中的液压油也进入无杆腔参与工作,从而降低了系统流量,并且增加液压缸伸出速度,从而达到节省液压站容量的目的。
2)工进。仍保持在快进时比例阀1的右位,减小电磁铁Yb的电流,比例阀1起节流目的,进行降速,由于比例阀的阶跃特性,从快进(高速)到工进(慢速)并没有明显的停顿或者冲击振动现象。
3)快速返回。电磁铁Ya得电,比例阀1停留左位,推坯缸无杆腔连通回油管T,推坯缸有杆腔连通压力油管P,单向阀2.1可被推开,压力油管P的液压油经由比例阀1直接进入推坯缸有杆腔,推动活塞向推坯缸无杆腔施压,推坯缸无杆腔中液压油返至回油管T。这时,由于压力油管P中的压力远大于单向阀2.1的预加的弹簧压力,单向阀2.1打开,此时单向阀2.1中压力与压力油P接通,由于单向阀2.2也有预加的弹簧压力,通过力平衡可得出,单向阀2.2是不能打开的,也就是说不能反向泄漏油液。
5 比例阀的选择
首先选择阀芯零遮盖,并且具有适当的断电机能,防止电路故障系统出现的损坏,其次位置控制时尽量选择线性阀芯,最后重复精度和滞环不大于0.2%。由于推坯机推进时主要是做直线运动,在选型时需要确定固有频率ω0、最小斜坡时间tmin、最大速度Vmax、最大加速度amax、以及比例阀压差ΔP阀等参数。
1)固有频率ω0。按照公式(1)可确定ω0:

式中:C为行程,mm;M为负载质量,kg;A1为活塞面积,cm2;α=A2/A1,A2为环形面积,cm2。
2)最小斜坡时间tmin。根据公式(2)可确定tmin:

最小斜坡时间tmin,一般大于0.1 s。
3)最大速度Vmax。根据公式(3)可确定Vmax:

式中:Sz为总行程,mm;tz为总循环时间,s。
4)最大加速度amax。根据公式(4)可确定amax:

5)比例阀压差ΔP阀。根据公式(5)、(6)可确定ΔP阀:

式中:P油为系统设计压力;Pmin为负载所需压力;ΔP路为管路损失压力,根据经验,一般取16~20 bar;F为加速度载荷;M为负载质量;kg;g为重力加速度。根据结果在比例阀厂家样本中选择合适的比例阀。
选阀时还应该注意,当控制单元(PLC)和阀的距离较远时,应该选择4~20 mA的电流输入信号来代替±10 V DC;阀芯的最大流量应高于阀本身可调节流量10%~25%;如果有特殊的穿孔机组需要频繁更换轧制钢管规格,就需要频繁更换钢坯,由于不同规格钢坯的质量不同,此时在比例阀控制回路中必须使用合适手段对负载效应进行校正,其目的就是保证ΔP阀为一近似定值,不随负载压力的波动而改变,从而保证通过比例阀的流量与输入的电信号成比例的变化[5],具体情况要根据工程实际选择合适的压力补偿控制方案。
6 结论
1)有效改善了推坯缸由快进(高速)到工进(慢速)时的冲击振动和略微停顿现象;
2)有效降低了液压系统的设计容量,大大降低了液压系统制造成本;
3)原理较现有原理简化很多,阀块尺寸变小、加工更加简单,有效降低了系统出现故障的概率;
4)当变换钢坯规格时,推坯缸的速度调节更加简单和方便,只需要在工控机上给定比例阀不同的电流就可达到改变速度的目的。
[1]张秀芳.热轧无缝钢管生产[M].北京:冶金工业出版社,2015.
[2]严泽生.现代热连轧无缝钢管生产[M].北京:冶金工业出版社,2009.
[3]石壮.用于穿孔机推坯装置的几种控制方法[J].山西冶金,2015,38(4):124—125.
[4]谢增刚.一种穿孔机前推坯缸的液压控制系统及控制方法:B21D28/28[P].2013-11-15.
[5]黄志坚.液压伺服与比例控制实用技术[M].北京:中国电力出版社,2012.
(编辑:赵婧)
The Design of Hydraulic Proportional Control Loop about the Pusher of Piercing Mill
XIE Zenggang
(Technology Center of Taiyuan Heavy Industry Co.,Ltd.,Taiyuan Shanxi 030024)
This paper introduced a hydraulic proportional control loop about the pusher of piercing mill,author used proportional valve to effectively improve the velocity shock、valve stand vibrate when the cylinder-pusher work,also to effectively decrease the capacity of piercing mill hydraulic station,and the loop is better meet the speed-requirement of piercing mill and high-grade hollow billet than the old loop.
piercing mil,pusher of piercing mil,hydraulic control loop,proportional valve
TG333.8
A
1672-1152(2016)04-0091-03
10.16525/j.cnki.cn14-1167/tf.2016.04.31
2016-07-01
谢增刚(1984—),男,工程师,现就职于太原重工股份有限公司技术中心轧钢机械研究所,从事轧钢设备的液压、干油、稀油系统的应用、设计和调试工作。