基于S7-400PLC的SMPT-1000压力流量控制策略设计
2016-10-13刘学良叶志恒李聪平
刘学良 叶志恒 李聪平
(东莞理工学院 电子工程学院, 广东东莞 523808)
基于S7-400PLC的SMPT-1000压力流量控制策略设计
刘学良叶志恒李聪平
(东莞理工学院电子工程学院, 广东东莞523808)
用SMPT-1000(高级多功能过程控制实训系统)来模拟真实的锅炉,研究其出口蒸汽压力、流量控制策略设计问题。基于西门子S7-400PLC和PCS7编程软件,利用SCL语言编写了模糊-PID控制器,控制出口蒸汽压力和流量控制在工业要求的范围之内。
S7-400PLC;SMPT-1000;模糊-PID;流量; 压力
锅炉是一种能让水吸收燃料燃烧释放能量使其变为水蒸气的设备, 产生的蒸汽可用于发电、供热等,但锅炉长期处于高温高压工作条件下,容易导致设备损坏,甚至可能会导致伤亡,因此工业和人民生活对它的运行安全要求一般都很苛刻。我国锅炉的自动化水平还处于世界中等水平,与国外先进国家的自动化水平还有一段距离。随着人民生活水平的提高及工业化需要,先进的锅炉控制系统对加快国家工业发展和提高人民生活水平是必要的。
为防止直接利用控制算法在实际锅炉支行中产生各种未知危险及影响,在研究各种先进算法时,可以先将其在仿真实验装置上运行来观察其控制效果,防止直接在真实的锅炉上实践失败而导致不可挽回的后果[1-2]。通过高级多功能过程控制实训系统(SMPT-1000)可模仿锅炉操作过程,SMPT-1000是一种模拟加热炉装置、工业锅炉装置等被控对象的半实物仿真实验装置,主要是根据工业装置实际数据校正的动态仿真引擎保证被控对象的工业级动态响应精度[3]。笔者主要研究控制锅炉出口蒸汽的压力和流量, 采用模糊-PID控制算法,以达到工业实际生产过程中的性能指标。
1 硬件及工业流程介绍
所用的硬件平台有SMPT-1000、西门子S7-400及西门子Panel 177B触摸屏、PC等设备。锅炉压力-流量控制系统的AS站和OS站组态是采用西门子PCS7完成的,通过OS站和AS站的连接编译下载,使计算机与西门子CPU412-3H通讯,而SMPT-1000自带的适配器 PM125与CPU412-3H连接,从而可使计算机对锅炉控制系统进行实时监视、控制和调节。在CFC编辑器中调用适当的模块设计压力单回路和流量单回路分别对其进行调节和控制。通过扩充临界比例度法和现场操作相结合来整定PID参数,分别采用PID控制和模糊PID控制对系统进行操控,在SFC中设计开车程序,两种方式均采用相同的开车程序进行冷态开车。
1.1SMPT-1000
SMPT-1000是一个半实物的仿真实验装置,它的高仿真技术能够模拟全工况下真实的工艺流程[4],设备主要包括:除氧器、换热器、加热炉、省煤器、蒸发器等,设备上还装有数字仪表和各种传感器,可实时显示各种变量状态运行数据,增强了设备的真实感。SMPT-1000在对外的接口上有4~10 mA的模拟量信号,还提供了Profibus DP、DI/DO等接口。支持对设备的工艺参数、传感器和阀门等进行自由设定,更加真实地模拟了工业现场的操作和工艺流程。SMPT-1000的实物图如图1所示。
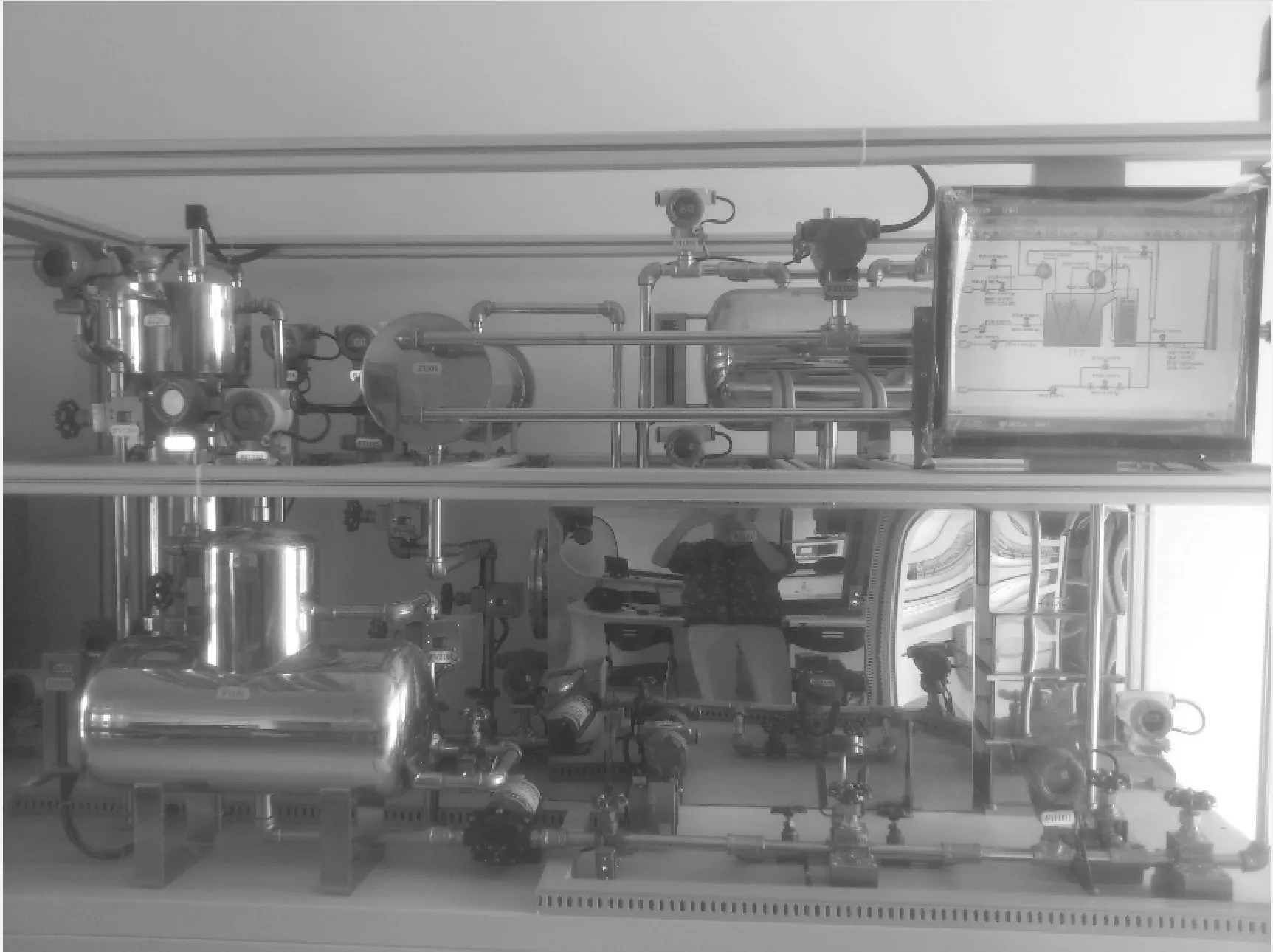
图1 SMPT实物图
1.2S7-400 PLC及功能概述
西门子S7-400PLC[5]是一款中高端操纵性能的PLC,它是具有冗余容错能力的自动化系统,可用于复杂的工程设计。其最主要的特点有:极高的处理速度、强大的通讯性能以及硬件资源冗余系统。包括电源、CPU、通讯等模块。S7-400 PLC的实物图如图2所示,控制系统是由PROFIBUSDP和工业以太网组成其通讯控制网络,通过西门子的过程控制系统软件PCS7设计本锅炉系统并使其满足要求。以下是所需要用到的PCS7的功能部分。
1)SIMATIC manager:可用于打开和完善PCS7设计的压缩文件,它是PCS7非常重要的组成部分,也用于创建项目、工程;
2)CFC:用于编制系统压力和流量回路程序;
3)SFC:用于数据处理、锅炉从冷态开车的组态;
4)SCL:一种用于撰写代码的计算机语言,代码撰写无误后下载生成功能块,然后在库里生成。模糊控制器模块是使用这种语言来撰写下载。

图2 S7-400 PLC
1.3 工业流程介绍

图3 锅炉工艺流程图
锅炉工艺流程如图3所示。软化水经过水泵P1101的加压后,会分成两路,一路通过阀门FV1103后去到减温器,与过热蒸汽进行热交换,再与另一路混合通过阀门FV1102流入省煤器。热蒸汽是从上而下通过减温器,以充分地与减温器的水接触,进行充分的热交换,减温器的作用主要对过热蒸汽的温度进行微调和对软化水进行预先的加热。流过减温器的水再与FV1102的水汇合,再一起流入省煤器。省煤器的作用是与软化水进行热交换。燃烧后的烟气温度较高,可以给流过省煤器的水加热,达到节能的目的,故称为省煤器。流过了省煤器之后,水进入到汽包P1103,再从汽包中流入炉膛内水冷壁,并进行热交换不断升温,变成了汽水混合物进入到汽包的内部,随后经过分离器进行汽水分离,重新进入到炉膛内壁继续吸收热量变成了过热蒸汽,流入减温器进行温度的微调,最后经过阀门FV1105产出符合工业温度和压力要求的出口蒸汽。燃料则是经过燃料泵P1102进入到炉膛,变频的鼓风机S1101根据燃烧情况来给风,使燃料达到最佳的燃烧状态。
2 控制算法设计
目前的工业过程控制中,大多数被控对象都具有强耦合、非线性、大滞后等特性,用普通的PID控制器效果很难达到理想效果。传统的PID控制器的抗干扰能力相对较弱,超调量较大。模糊控制可根据人的经验和常识来控制,有较强的抗干扰能力、鲁棒性好、适应性强等特点,它的局限性就是只能按照预先设置好的几种不同的情况来处理,是一种非线性的控制,存在较大的静态误差。将采用模糊-PID控制器[6-8]来控制出口蒸汽压力和流量,基本原理是:根据误差e以及误差变化率ec和比例系数、积分时间常数、微分时间常数三个者之间的模糊关系,不断检测系统运行时的e和ec来实时修改控制器的参数。如图4所示。
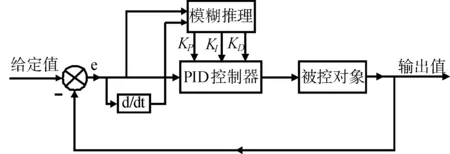
图4 模糊-PID控制原理图
模糊控制器的组成步骤,包括模糊化、模糊逻辑推理和解模糊[9-10]。利用结构化控制语言SCL撰写代码再下载即可在PCS7中生成相应的模糊PID功能块。


图5 模糊PID控制器

图6 导入模糊参数E和EC隶属函数
2)模糊推理:数据库内部有模糊化需要用到的量化因子和解模糊要用到的比例因子;准则库有大量的模糊控制准则,即“如果…然后…”的形式。根据锅炉压力-流量控制系统特性和专家实际操作得到模糊控制器的KP、KI和KD的控制准则表如表1~3所示。

表1 KP控制准则

表2 KI控制准则
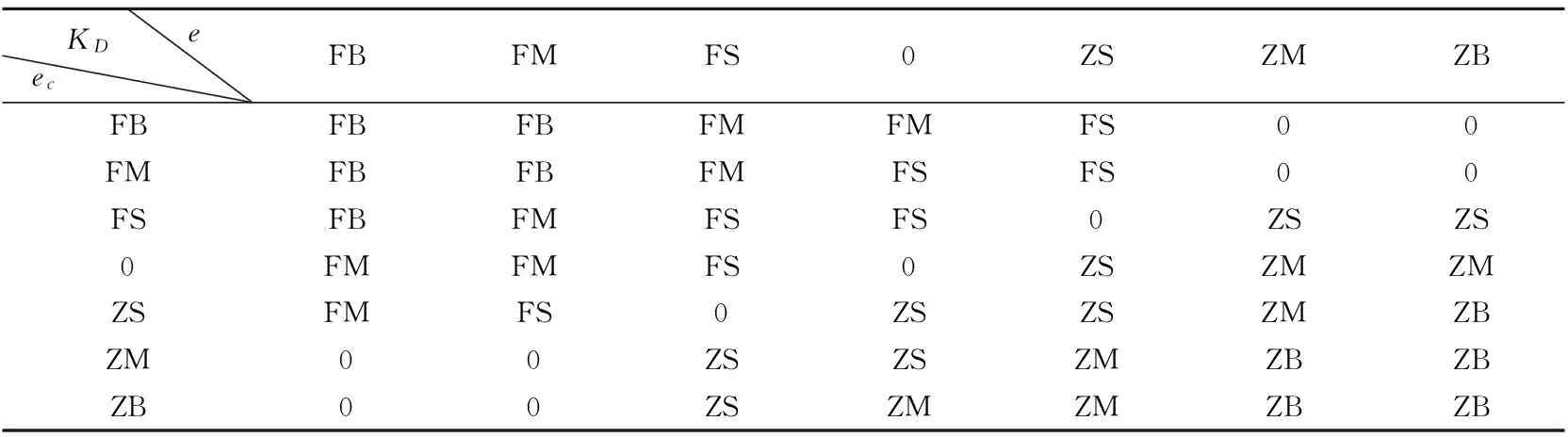
表3 KD控制准则表
结合控制准则表1~3和第一步所求的隶属函数并使用MATALAB模糊控制工具箱编辑如图7所示的49条控制规则语句。
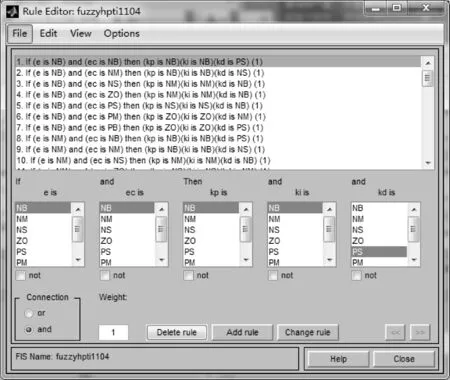
图7 控制规则
3)解模糊:模糊量要转为精确输出量才能让执行器正常工作。将模糊量变为精确量的这一步叫做解模糊,常用的方法是重心法,它是一种加权法,其表达式可表示为:

zi是模糊导出论域值,Ki(zi)是zi的隶属度;利用重心法对模糊量进行解模糊处理并使用MATALAB模糊控制工具箱设计模糊控制器,得到模糊量KP、KI、KD三个查询如表4~6所示。
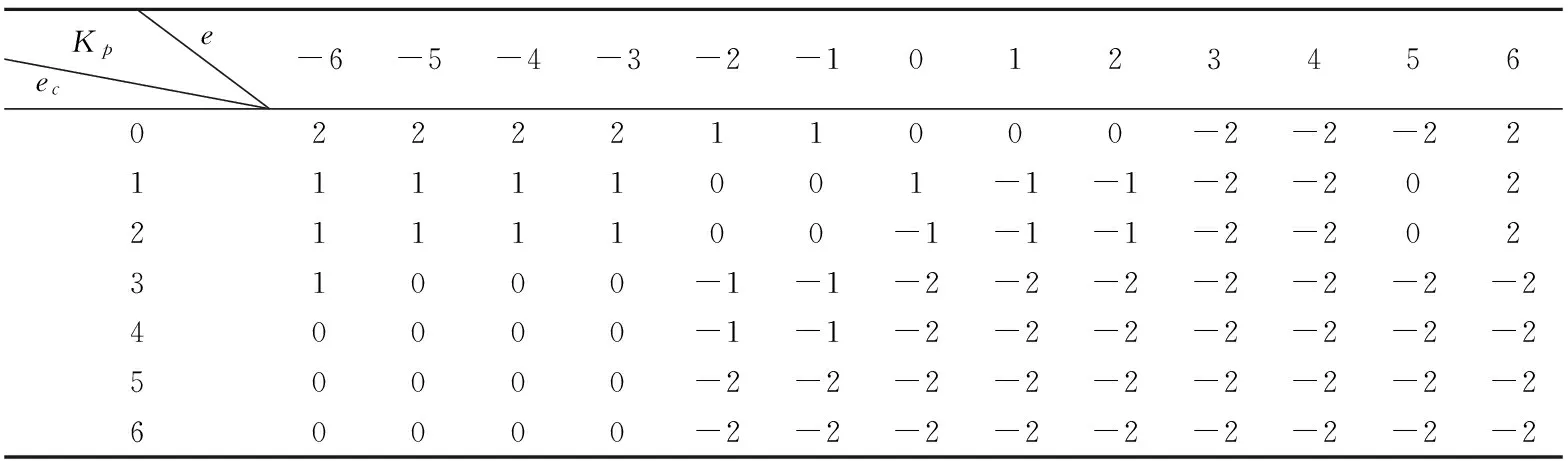
表4 KP模糊查询
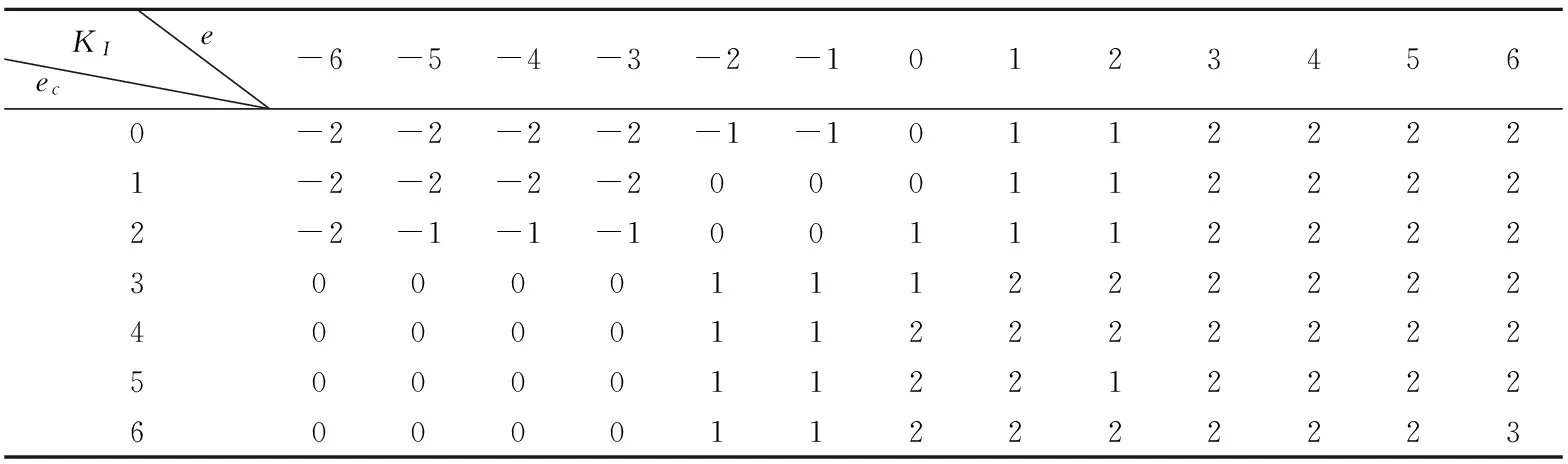
表5 KI模糊查询

表6 KD模糊查询
3 仿真实验
通过PCS7软件CFC编辑器中目录的Library寻找合适的PID控制器,对于该系统的压力和流量均使用FB61PID控制器,分别调用两个驱动模块使输入数据转化为适合的可读的数据格式,最后选择PLC中的IW558作为压力单回路数据输入地址,QW522作为对应的数据输出地址,通过设备上的FV1104燃料管道阀门开度来控制压力,经过不断地调节,最后调出较合适的比例系数为200,积分时间为60能使系统趋于稳定状态。对于流量单回路,选择PLC中的IW522作为数据输入地址,QW526作为对应的数据输出地址,通过设备上的FV1105出口管道调节阀的阀门开度来控制流量,最后调出较合适的比例系数为1,积分时间为1能使系统调负荷结束后进入稳定状态。接下来比较一下模糊PID与普通PID算法的控制效果,采用模糊PID和普通PID控制效果分别如图8和图9所示。

图8 采用模糊PID控制出口蒸汽压力和出口流量轨迹图

图9 采用普通PID控制出口蒸汽压力和出口流量轨迹图
图中蓝色线为出口流量,黑色线为出口蒸汽压力。用模糊PID和普通PID控制流量稳定到30 kg/s时大概为1 200 s;控制压力稳定到3.8 MPa时大约需要620 s,两者控制流量和压力达到稳态时间大致相当。大约在560 s的时候负荷由15 kg/s提升至30 kg/s,采用普通PID控制流量波动较大,而模糊PID控制流量波动较少,用模糊PID控制抗干扰能力强。系统进入稳态后,压力误差保持在±0.5 MPa之内,流量误差保持在±1 kg/s之内,且最小保持时间大于5 min。
4 结语
提出了一种适用于SMPT-1000出口蒸汽流量压力模糊控制策略。结果表明,采用模糊PID控制算法编写的控制器的抗干扰性优于普通PID控制器,并使出口蒸汽压力和流量控制均符合工业要求的范围之内,模糊PID算法获得了较理想的控制效果。
[1]窦艳艳,钱蕾,冯金龙.基于Matlab的模糊PZD控制系统设计及仿真[J].电子科技,2015,28(2):119-122.
[2]杨晓武,李劲松,李干荣,等.基于Matlab的锅炉液位模糊控制系统设计[J].化学工程与设计,2014(1):11-14.
[3]纪超,王晶,于建梅.基于SMPT-1000 实验平台的锅炉控制实验设计[J].实验技术与管理,2011,28(7):47-52.
[4]徐浩文.基于西门子PCS7燃气锅炉监控系统的设计[D]. 广州:华南理工大学,2013.
[5]廖常初. S7-300/400 PLC 应用技术[M].北京:机械工业出版社,2012.
[6]张超.SIEATIC S7在锅炉控制系统中的应用[D].广州:广东工业大学,2007.
[7]李友善,李军.模糊控制理论及其在过程控制中的应用[M].北京:国防工业出版社,1993.
[8]诸静.模糊控制理论与系统原理[M]. 北京:机械工业出版社,2005.
[9]Zadeh L A. Fuzzy Sets[J]. Information and Control, 1965,8:338-353.
[10]李祖欣.MATLAB 在模糊控制系统设计和仿真的应用[J].系统仿真学报,2013,15(1):132-134.
Flow and Pressure Control Strategy Design of SMPT-1000 Boiler Based on S7-400PLC
LIU XueliangYE ZhihengLI Congping
(College of Electronic Engineering, Dongguan University of Technology, Dongguan 523808, China)
This paper uses SMPT-1000 (Super Multifunction Process Control Training System) to simulate the real boiler, and studies the problem of its outlet steam pressure and flow control strategy design. Based on Siemens S7-400 PLC and PCS7 programming software, by using SCL language fuzzy-PID controller, it shows that the outlet steam pressure and flow can be controlled in the scope of industrial requirements.
S7-400PLC;SMPT-1000;fuzzy-PID;flow;pressure
2016-04-08
刘学良(1983—),男,湖南永州人,讲师,博士,主要从事多智能体系系统协调控制等研究。
TP273
A
1009-0312(2016)03-0032-07
