基于STM32F407与PM1158的焦炉煤气氧含量在线分析仪设计
2016-10-13王梦佳王晓荣龚飞孔德鸿
王梦佳,王晓荣,龚飞,孔德鸿
(南京工业大学电气工程与控制科学学院,南京211816)
基于STM32F407与PM1158的焦炉煤气氧含量在线分析仪设计
王梦佳,王晓荣*,龚飞,孔德鸿
(南京工业大学电气工程与控制科学学院,南京211816)
设计了一种基于STM32F407的焦炉煤气氧含量在线分析仪。该分析仪采用数字型磁力机械式氧传感器PM1158进行氧含量的测量,它不仅能够测量常量氧,而且也能够用于微量氧的检测,测量精度高、响应速度快。传感器输出的信号经过信号采集电路及调理电路送入微处理器STM32F407中进行后续处理。实验结果表明,研制的焦炉煤气氧含量在线分析仪抗干扰能力强、稳定性好,完全符合工业现场的需求。
在线分析仪;焦炉煤气氧含量;STM32F407;磁力机械式氧传感器
在炼焦领域,焦炉煤气回收系统中氧气含量的多少直接决定了整个生产流程是否能够安全运行[1]。焦炉煤气中含有大量的可燃性气体,所以必须时刻监测助燃物氧气的含量,保证其稳定在安全范围内[2]。为了保证焦煤气回收系统的安全运行,设计了一款具有防爆功能的,且可以在线实时监测焦煤气回收系统中氧气含量的分析仪。
1 系统总体方案设计
1.1总体结构
分析仪的总体结构设计如图1所示,主要由气体预处理模块、氧浓度检测模块、信号分析及处理模块3部分组成[3]。
其工作流程为:采样探头将被检测气体引入预处理系统,经过一系列的去杂处理,气体以稳定的流速流入传感器。然后传感器将采集到的信号传送给MCU中央处理单元,处理器将接收到的信号进行处理。最终信号将以多种方式传输出去,如4 mA~20 mA工业标准电流,485远程通讯,液晶显示等。如果检测到的氧气浓度超出了规定范围,则通过DCS关闭电捕焦油器。为了保证传感器精确地检测焦炉煤气中的氧含量,还提供了控温模块及压力补偿模块。由于该分析仪工作在有爆炸性危险的区域,所以必须将整个分析装置置于防爆箱中,通过触摸按键对其操控。
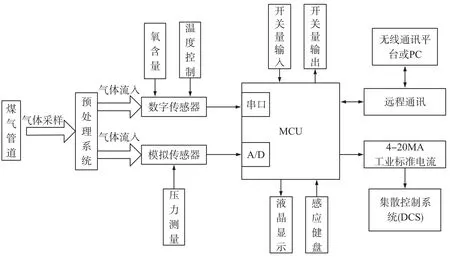
图1 氧分析仪总体结构框图
1.2预处理系统设计
由于焦煤气的回收都是伴随着高温、水蒸气、焦油、灰尘颗粒等复杂的情况,而这些情况都会影响到磁力机械式氧传感器的检测精度及使用寿命。高温会使得被检测气体的体积磁化率降低,从而会使得检测到的氧气的浓度偏高;水蒸气会溶解样气中易溶于水的气体,进入测量气室后附在其壁上腐蚀测量池,同时水蒸气是逆磁性物质,也会影响传感器的测量精度;焦油及灰尘颗粒会堵塞传感器的进气口[4-5]。所以设计可靠性高的预处理系统是很有必要的,它可以保证氧含量在线分析仪长时间在线检测的精度及可靠性。针对焦煤气回收工业设计的预处理装置如图2所示。
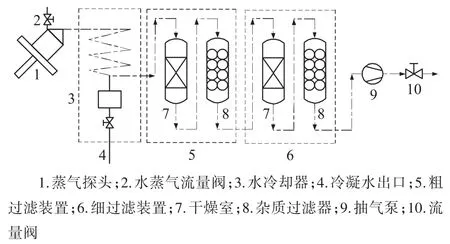
图2 焦煤气预处理装置结构
2 硬件电路设计
根据总体方案,设计了模拟传感器信号调理电路及数字传感器信号调理电路,从而能够采集到更精确可靠的信号。还设计了液晶显示模块、工业标准电流输出模块、485通讯模块,使得处理后的信号能够以多种方式向外传输。因为要在有爆炸性危险的区域对其进行准确的操作,设计了触摸按键输入模块。除此之外,设计了用来计时的实时时钟模块和用来存储数据的外部存储模块。同时为进行标定、报警等一系列的操作,设计了开关量输入输出模块。为了上述电路能够在复杂的有爆炸性危险的区域正常工作,设计了可靠的供电模块。焦煤气氧含量在线分析平台硬件电路结构如图3所示。
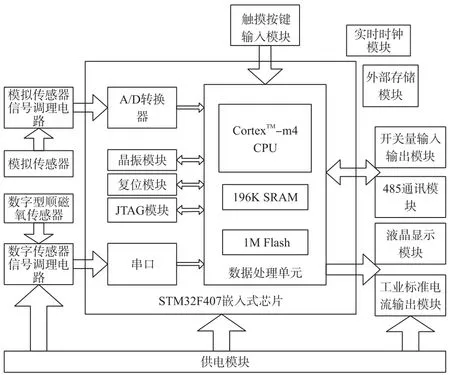
图3 分析平台硬件电路总体结构
2.1氧传感器电路
分析仪采用由英国SERVOMEX(仕富梅)公司生产的数字型磁力机械式氧传感器PM1158。数字型机械顺磁式氧传感器是依据氧的强顺磁性来测量氧气的含量,其采用4脚接口模式通讯,引脚定义如表1所示。
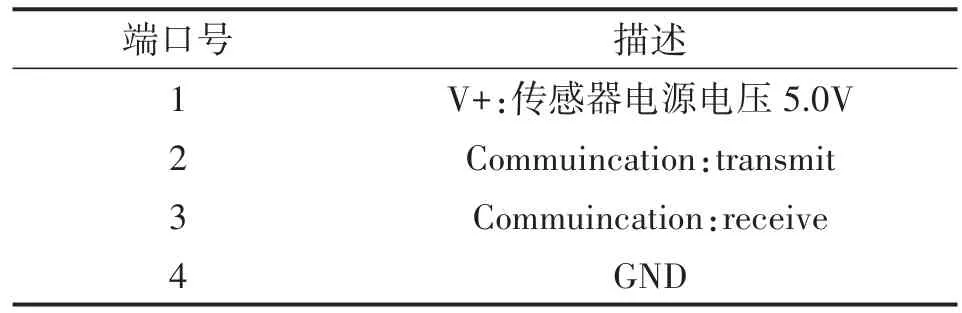
表1 传感器通讯接口引脚定义
由表1可知,1号端口用于接+5V直流电,4号端口接地线,2号与3号端口分别为串口通讯的发送与接收端,所以这两个端口的电气可靠性尤为重要。图4为氧传感器串口通讯接口电路。选用TLP181(光电耦合器)将传感器的发送与接收端与主芯片的接收和发送端电气隔离开,保证了单片机与传感器之间的信号互相不会干扰,同时还抑制了共模信号,从而保证传感器与单片机之间能够可靠的通讯[6]。由于传感器串口通讯的波特率为192 00 bit/s,为保证其可靠的通讯,这里采用日本东芝半导体公司所推出的中速光耦TLP181,它的工作温度范围为-55℃~100℃,完全可以满足焦化工业中数据传输的需求。
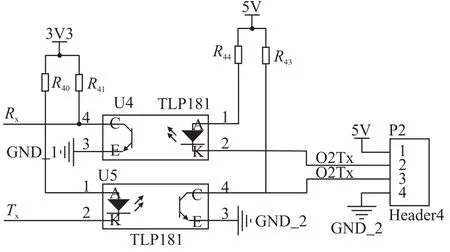
图4 数字传感器串口通讯接口电路
2.2传感器调理电路
由于氧气体积磁化率是温度与压力的函数,所以温度的变化会给测量的结果带来巨大的影响,为此设计了控温电路,从而可以保证在测量过程中传感器温度的恒定[7]。控温电路包括测温模块与加热模块,如图5所示。
测温电路选用由德国ISTAG公司推出的数字型温度传感器TSic-306作为整个测温电路的核心,在使用时将该温度传感器紧贴在氧传感器的表面,从而可以实时监测氧传感器表面的温度,并将检测到的温度值传给主芯片。
为了达到控温的目的,加热电路也是必不可少的。将温度传感器传给主芯片的温度值与设定好的温度值做出比较,如果检测到的温度值小于设定的温度值,那么就需要对传感器加热,如果大于设定值就停止加热。于是,在加热电阻与加热电源之间接上一个固态继电器,通过主芯片输出的PWM波来控制继电器的导通时间,从而控制加热电阻的加热时间,进而达到控温的目的。当主芯片输出的PWM波为低电平时,三极管Q4导通,同时开启了固态继电器HFS32D_DC输入端的发光二极管,从而触发了输出端的光敏三极管,24 V电源开始给加热电阻供电,为了能够直观的感知到加热电阻是否在工作,还在电路中设计了发光二极管D18,当加热电阻工作时,D18就会发光。这里选用的加热电阻是由CADDOCK公司推出的无感电阻MP930,在使用时将M930通过导线接在XS1端,同时将M930紧贴在氧传感器表面。
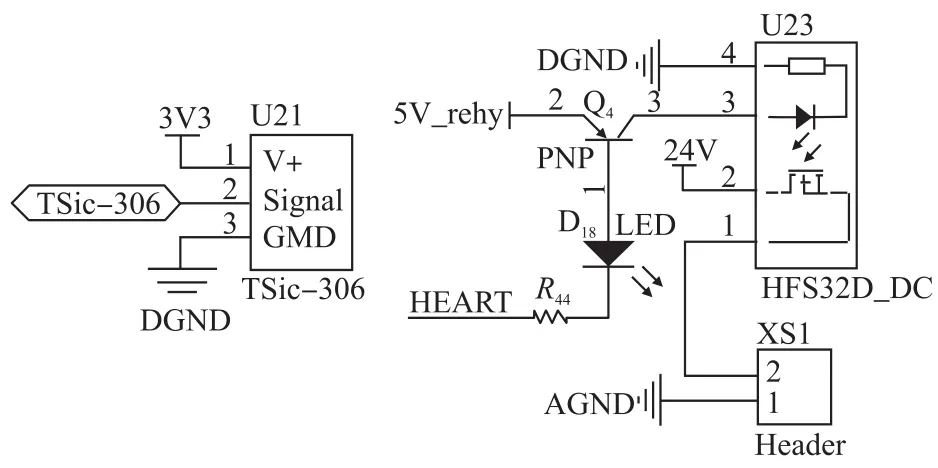
图5 控温测温模块
压力是影响数字型磁力机械式氧传感器检测精度的另一个重要因素,所以采用压力补偿的方法来减少测量误差是很有必要的。具体思想是,采用压力传感器来检测样气的压力,从而可以得到在不同压力下氧气的浓度,再根据非线性拟合的方法得到压力与氧气浓度的关系,进而完成压力补偿。选用由摩托罗拉公司推出的压力传感器MPXH6250A_SOP8实时检测压力。压力补偿电路如图6所示,压力传感器输出电压经R28与C35组成的RC滤波后,送入电压跟随器,然后通过电压跟随器送入主芯片。
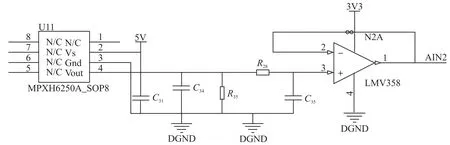
图6 压力补偿电路
3 系统软件设计
根据系统整体方案,软件系统的总体架构设计如图7所示。系统上电后,PM1158氧传感器立刻开始工作,但由于此时检测环境的温度不在其工作范围内,氧传感器采集的浓度值并不准确。因此需要一个预热的过程,加热器不断工作,主芯片不断采集当前温度并通过PID算法控制加热的功率,当温度达到工作设定温度值,加热占空比将置0停止加热[8]。此时,需对分析仪器进行两点标定。AD不断采集压力值送入PM1158作为环境压强补偿。液晶模块将实时的显示浓度、温度、压强、量程等数据,供用户查看;并且可以通过按键在液晶上进行两点标定、设置报警值、设置通讯参数等操作。
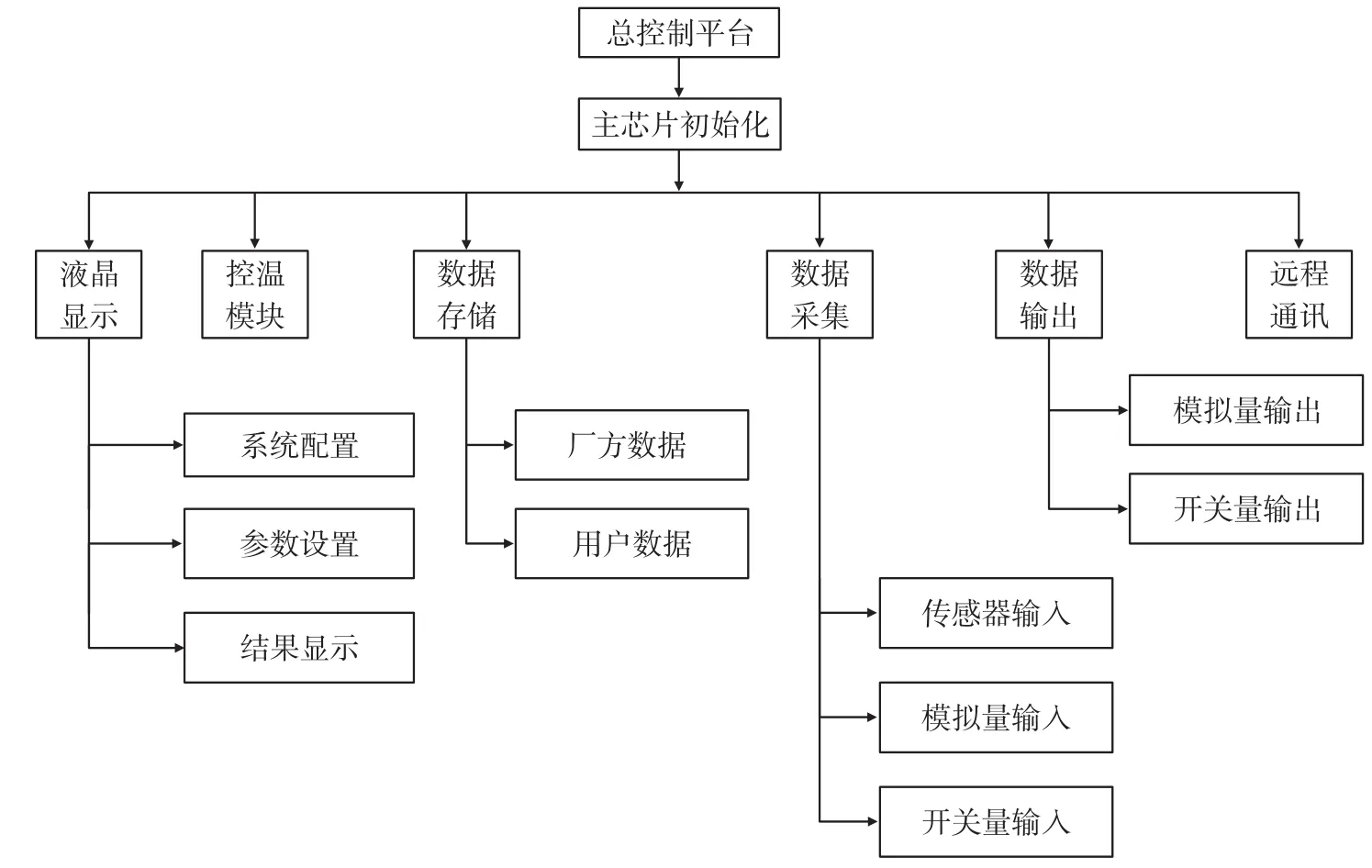
图7 软件系统总体架构
4 氧分析仪整体性能测试
氧分析仪的整体性能可以归纳为:准确性、重复性、稳定性。下面分别对这3种性能进行测试实验,实验时的具体参数为:(1)室内温度为20℃;(2)气压为标准大气压;(3)标准样气流量控制在60 mL/min;(4)传感器工作温度控制在(60±0.1)℃。
进行氧分析仪准确性测试的实验步骤:首先上电预热5 min左右,接着将分析仪的量程设为0~5%,然后用浓度为99.99%的氮气及氧浓度为5%的标准气对其进行两点标定,最后在上述指标的基础上对5种不同氧浓度的标准气进行检测,测试结果如表2所示,其中绝对误差小于0.02%,相对误差小于1%,表明该分析仪有较好的准确度且达到了2级表的要求。
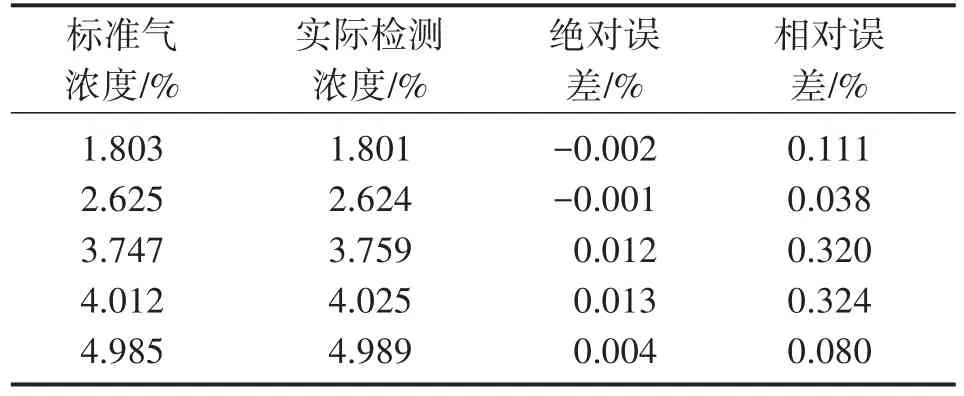
表2 氧分析仪准确性测试数据
在焦化工业中,氧分析仪的稳定性往往比测量的准确度还要重要。实验时选取5种不同氧浓度的标准气,每隔4 h测试一下这5组标准气的氧浓度,测得的具体数据如表3所示,然后通过公式:

计算出以不同氧浓度标准气为参照时的稳定性偏差,式中Xmax表示测得的最大值,Xmin表示测得的最小值,Xb表示标准气的浓度。计算结果如表3所示,稳定性偏差皆小于1%,证明该分析仪具有较好的稳定性,符合工业标准。
重复性的测量可以判定氧分析仪在短时间内测得氧浓度是否一致。实验时,选取5种不同氧浓度的标准气,然后对每种标准气进行连续5次的测量,实验数据如表4所示。衡量重复性的计算公式为
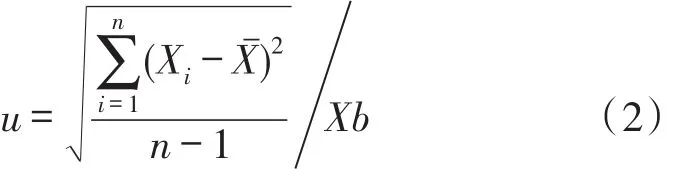
其中n表示测量次数,Xi表示单次测得的氧浓度值,Xˉ表示n次氧浓度的平均值,Xb表示标准气的浓度值,则通过式(2)就可以计算出氧分析仪以5种不同标准气为参照时的不确定度,结果如表4所示,不确定度皆小于0.2%,从而表明氧分析仪有很好的重复性。
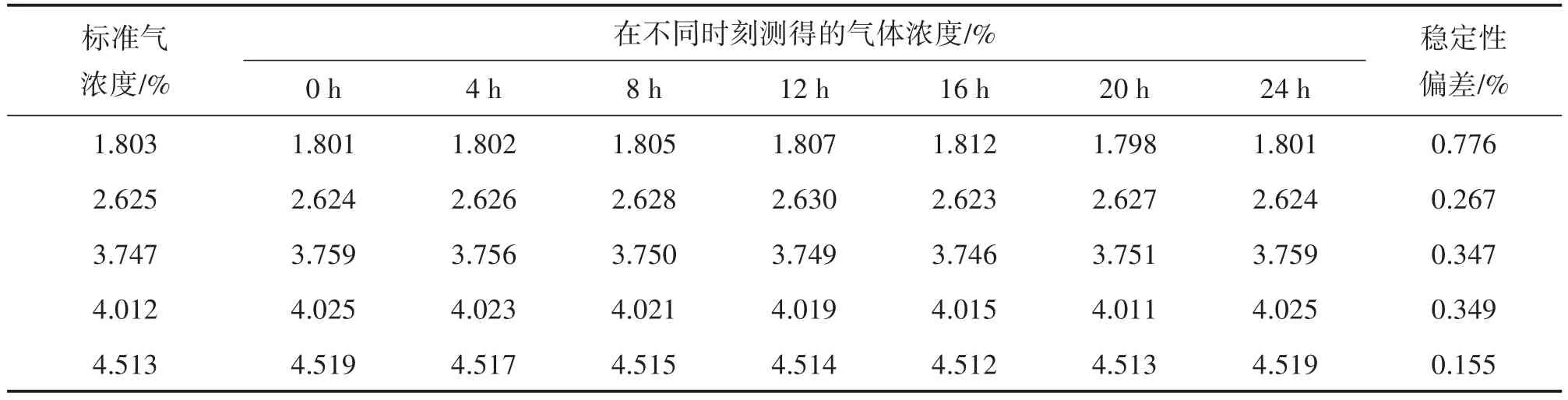
表3 氧分析仪稳定性测试数据
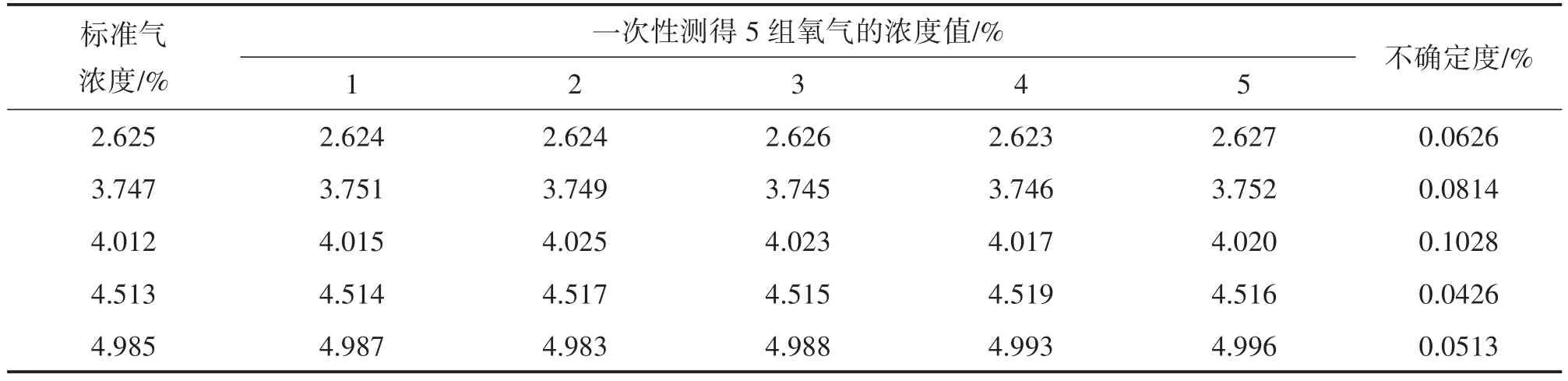
表4 氧分析仪重复性测试数据
5 结束语
本套系统是一款针对焦炉煤气回收系统中氧气含量的监控提出的用于工业爆炸环境中在线实时氧气含量监测的气体分析仪器。其以低功耗、稳定性强的工业级芯片STM32F407作为数据处理核心,主要采用数字磁力机械式氧传感器作为监测手段,结合RS485和工业毫安电流输出作为输出手段,实现了数字化、智能化、模块化的分析平台设计。
从上述整体性能测试可以得知,研制的焦炉煤气氧含量在线分析仪测量精度高、抗干扰能力强、稳定性好,完全符合工业现场的需求。
[1]万成略,汪莉.可燃性气体含氧量安全限值的探讨[J].中国安全科学学报,1999(1):48-52.
[2]张翠花,宋泉山.发展机焦煤气利用提高经济环境综合效益[J].山西焦煤科技,2006(7):9-11.
[3]符青灵,王森.在线分析仪表工工作手册[M].北京:化学工业出版社,2013:87-124.
[4]刘爽.煤气分析仪预处理系统新设计方案[J].科技风,2013 (9):75-75.
[5]翁小平.磁力机械式氧分析仪预处理系统的改进[J].自动化仪表,2006,27(12):46-48.
[6]朱吉江,牛轶霞,于春战.光电隔离器的工作原理和应用[J].微电子技术,2001(5):55-57.
[7]欧振兴.顺磁式氧分析仪的检测原理和应用[J].广东化工,2013,40(14):158-158.
[8]王蕾,文忠.PID控制[J].自动化仪表,2004,25(4):1-5.

王梦佳(1990-),女,汉族,江苏无锡人,南京工业大学硕士研究生,研究方向为嵌入式系统,wangmengjia90@163.com;

王晓荣(1972-),男,汉族,江苏阜宁人,南京工业大学电气工程与控制科学学院副教授,研究方向为分析仪器设计、嵌入式系统设计、机电系统综合控制,wangxiaorong@njtech.edu.cn。
The Design of a Coke Oven Gas Oxygen Content Analyzer Based on STM32F407 and PM1158
WANG Mengjia,WANG Xiaorong*,GONG Fei,KONG Dehong
(College of Electrical Engineering and Control Science,Nanjing University of Technology,Nanjing 211816,China)
The online analyzer based on STM32F407 for oxygen content in coke oven gas is designed.The analyzer measures oxygen content with digital magnetic and mechanical type oxygen sensor PM1158.It can be used not only to measure the constant oxygen,but also to detect trace oxygen with the characteristics of high measurement accura⁃cy and fast response speed.The output sensor signal,passing through signal acquisition circuit and conditioning cir⁃cuit is sent to microprocessor STM32F407 for subsequent processing.The experimental results show that the coke oven gas oxygen content on-line analyzer can fully meet the needs of industrial field with strong anti-interference ability and good stability.
on-line analyzer;oxygen content in coke oven gas;STM32F407;magnetic mechanical type oxygen sensor
TH89
A
1005-9490(2016)02-0459-05
EEACC:7230U10.3969/j.issn.1005-9490.2016.02.042
2015-06-05修改日期:2015-08-06
