Cell line模式在生产中的选择和应用
2016-10-11吴静
吴静

【摘 要】现代消费电子产品市场竞争激烈,客户需求呈现多样化发展,生产商需要根据不同机种的特点在皮带线模式和Cell line模式之间进行人力,设备,产能的评估并做出合理的选择和应用,从而可以在利润率不断下降的市场上稳定收益。
【关键词】Cell line;皮带线;线平衡
1 皮带线与Cell line的比较
传统制造厂采用的是皮带线生产模式,这是一种工位细化,多工序间高度协作的连续流水作业方式。其优点在于每个工位的动作简单易学,作业员熟练程度的提高可以大幅度提升产线的效率,适用于订单量大、品种比较单一的产品。其缺点在于人力占用量较大,一旦换线或前端某一工序出现问题后面所有工序都会处于停滞等待状态。
Cell line是一种小型的、弹性很大的模组化生产方式,其优点在于产线建立更容易,生产计划的调整更灵活,不同订单间的切换时间更短等,极大程度上减少了产能和人员的浪费。这种模式更适合于订单数量少,品种较多的产品。另外,Cell line的不良可以更早地被发现处理,减少了处理不良品的时间和材料的浪费。
2 皮带线和Cell line在工厂的实际应用比较
2.1 人力占用和产线Cycle Time
皮带线工位细化程度较高,每个OP只执行较单一的动作,所以人力占用较多而线速较快。以某笔记本生产为例Sub-line 加上Final assemble Line 总共需要的人数是55人,由于瓶颈站别的存在Cycle time 设定是90秒;而Cell line整条产线按照模块化需求划分为6大站别(如附图1),加上QC人员一共仅需要7人,由于每个OP执行的是较为复杂的组装测试动作,所以线速较慢,Cycle time是400秒。
2.2 设备和场地的占用
Cell line由于每条线都是独立作业,所以对设备和治具的需求数量较多。一般是每条线有独立的一套设备,设备利用率较低。考虑到成本我们实际应用中是在两条线体中间设立自动锁螺丝机,压合机等设备以提高设备的稼动率(图2)。Cell line的设备最好是搬运方便,适合多品种切换的小型设备。相比于皮带线来说,Cell line对皮带线大型设备的投入较少,产线的设立更为简单便捷,几张标准工作台拼接就可以快速组织生产,对场地的占用也比较灵活,不需要规划大面积的区域来设立长线。本案例中皮带线(图1)需要87米的线长,而Cell line只需要10米。如果按照月最大订单需求量2w台计算,用皮带线的话需要1.5条实际上也就是要准备2条皮带线。而换成Cell line的话最多只需要6条Cell line。 而且采用Cell line的情况下可以随订单的需求随时增减Cell line,或者调整生产机型,不会出现产线和人员闲置的情况。
2.3 人员发展及企业培训管理能力的要求
使用皮带线时对作业员来没有特殊技能的要求,一般的入职培训和考核后即可上岗。但是由于动作单一枯燥,人员容易疲劳分神,所以作业员积极性一般,不利于员工的技能发展,人员流失率较高。而改为Cell line后对作业员的要求更多地向多能工技能型人才发展,不仅对作业员本身的质量要求有所提高,更多的是考验企业的培训管理能力,必须保证有完善的培训选拔机制以及员工激励机制,才能更好的发挥Cell line的效用。在本案例中我们Cell line作业员都是从QC人员和修护人员中选取专注力、技能和素质较高的人员,采用的是团队合作模式,如果Cell line的产出和质量达标,整个团队有相应的现金奖励。这种模式下作业员的主动性较高,自检能力较强,对工作的成就感较强,有利于个人的技能发展,人员流失率可以有效降低。所以cell line设立前要保证充分的培训时间来培养多能工。
2.4 物料供应系统和换线灵活性
皮带线生产模式下材料按大工单整批上线,对物料供应的及时性要求不高,但是换线时间较长,换线过程中整个产线的作业员都处于等待状态,对产能是极大的浪费。
切换为Cell line后由于都是小工单作业,上料的及时性上有更高的要求,所以必须有JIT的物料供应系统支持。Cell line换线时体现出极大的灵活性,每条线之间,甚至同条线站与站之间都没有影响,可以实现最少的延误和等待。
2.5 半成品库存及不良品数量
皮带线模式下线体拉得过长,一旦后段发现问题反馈到前端处理时整条线上待处理的WIP已经堆积太多,会造成很大的浪费。
而在Cell line模式下每条Cell line都是独立存在的个体,线与线之间没有相互影响,一条线出现问题其他线也可以继续生产,而且由于Cell line线程短,半成品数量较少,作业员自检程度高,不良可以及时发现并处理,减少了维修和报废的成本。
2.6 减少无价值动作上的浪费
传统流水线一个人仅操作一个或几个动作,作业员要频繁地拿取物料,存在大量的重复性动作和等待时间。而Cell line模式下一人多工,材料都在一步范围之内,对取放动作的浪费减少。据统计本案例中流水线对机器部件的取放次数多达92次,而变为Cell line后取放降到18次,达到80%的减少。机器离线次数也由4次变为2次,有50%的减少,这样不仅减少了无效动作的浪费同时也降低了造成碰刮伤的风险。
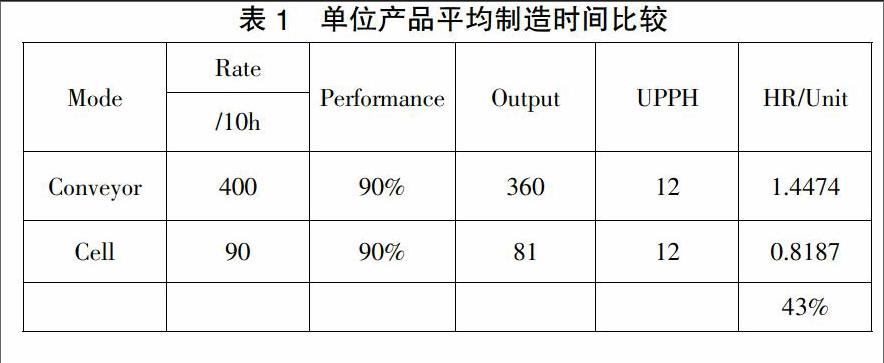
2.7 产能
皮带线是一种以固定节奏运行并有较高连续性的生产,当遇到大批量标准化订单时, 产线可以保证持续不断的材料流。由于作业员专业化程度高,可以快速掌握作业技巧,再加上IE持续不断改善线平衡,整个效率提升很快。但是在本案例中该机种属于小批量订单,而且作业难度较大,瓶颈站别会造成产线不平衡,频繁的换线也会最终导致无效等待的浪费。下面的表格详细介绍了本案例两种模式下工厂在单位产品总制造时间上的不同,最终得出Cell line相比于传统皮带线减少了43%的时间。
3 总结和展望
当今的消费电子市场正在向品种多样化和需求少量化方向发展,客户对于交货时间的要求也越来越严格,我们应该以客户需求为导向,以最快的速度和最经济的制造成本将高品质的产品送达每一位用户。对于生产模式我们也应该打破传统思维,将更多的创新引入到现代制造业。
【参考文献】
[1]柴春锋.笔记本外壳装配线平衡分析与改善[J].太原科技大学学报,2010,6,31(3).
[责任编辑:田吉捷]
