长钢9号高炉无冷区侵蚀分析及处理
2016-10-10李迎辉马永芳
李迎辉, 王 凯, 马永芳
(首钢长治钢铁有限公司, 山西 长治 046031)
长钢9号高炉无冷区侵蚀分析及处理
李迎辉,王凯,马永芳
(首钢长治钢铁有限公司, 山西长治046031)
对长钢9号高炉上部无冷区侵蚀严重原因进行分析总结,并提出相应的解决措施,包括采取空料线局部喷补措施、快速恢复炉况等。实践表明:采取措施后,高炉经济指标明显改善。
上部无冷区喷补造衬开炉经济指标
长钢九号高炉有效容积1 080 m3,20个风口,2个铁口,于2009年6月开产。2013年10月份,高炉炉身上部无冷区段温度开始呈上升趋势,东南和正南方向上升至130℃。2014年7月2日,在检修观察料面时发现无冷区黏土砖大面积侵蚀,侵蚀深度约为100~300mm。测量该区域炉壳温度最高达160℃,于是对圆周方向约1/2进行了炉壳喷水,以维持生产。8月下旬,西南方向温度上升至160℃,因此将喷水范围扩展至圆周方向2/3。
1 无冷区侵蚀原因和危害

1)开炉前期,冶炼强度高,开炉前四年内9号高炉利用系数都在3.0以上。如此高的风量加剧了煤气对炉衬的冲刷侵蚀,使得该部位开始出现局部侵蚀。
2)近年来,9号高炉原燃料强度差,粉末多,矿石品种、化学成分波动大,导致在2011年和2012年炉墙结厚两次,炉况顺行度变差,高炉不接受风量,压量关系偏紧;料线偏尺,经常出现滑尺、钻锤现象;炉顶四点温度分布不均匀,分叉严重;炉身23.5 m正东及东南热电偶温度降至100~150℃,炉皮温度不到40℃。通过对装料制度的调整,气流以发展边缘为主,加强原燃料管理,保证筛分效果,严格执行《原燃料管理考核办法》,中部炉身9—10段和11—13段压水,降低冷却强度,逐步消除结厚。这样长期发展边缘,加快了炉身上部的侵蚀。
3)由于无冷区正好是碱金属和锌蒸汽侵蚀严重部位,而近年来逐步提高9号高炉入炉锌负荷(见表1),因此加剧了锌在炉内的循环富集,加剧了对该部位黏土砖的侵蚀。
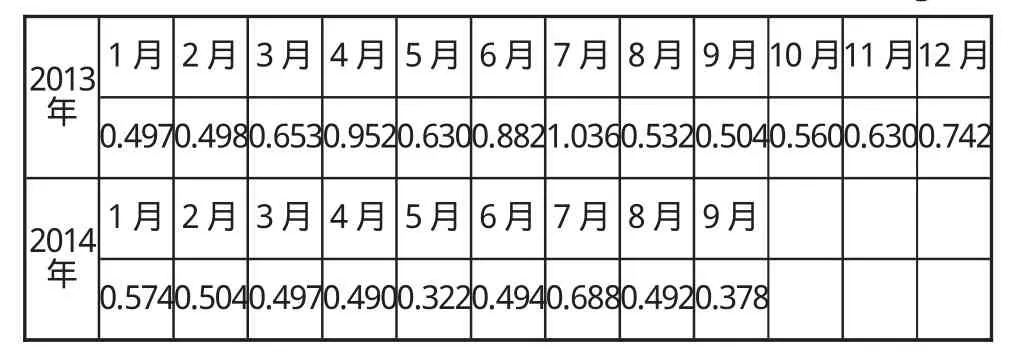
表1 长钢9号高炉喷补前入炉Zn负荷统计表 kg/t

炉身上部侵蚀严重,操作炉型改变,给9号高炉的稳定顺行和安全生产带来了严重影响。

无冷区炉皮温度升高,炉壳温度最高达160℃,如果控制不当,极易导致炉皮烧红、开裂,甚至烧穿。此时以炉皮喷水维持生产,给9号高炉的安全生产造成很大影响。

炉身上部侵蚀严重,操作炉型不规则,导致中心气流不稳定,边缘气流分布不均匀。从炉顶摄像仪来看,东南方向气流翻吹严重,西北方向无气流。边缘气流的发展导致:煤气利用率降低,燃料比升高;料线走势变差,滑尺钻锤现象增多;炉体温度波动频繁,渣皮不稳。

上部侵蚀严重后影响到高炉布料和煤气分布。边缘气流不稳导致渣皮脱落频繁,冷却壁温度波动较大,风口上部烧损比例增加。喷补前,上部侵蚀严重部位所对应方向的13号、17号风口频繁烧漏。喷补前后炉身上部无冷区示意图如下页图1所示。

图1 炉身上部无冷区喷补前后示意图
2 处理措施


目前,高炉喷涂造衬通常采取控料线至风口部位进行喷涂,喷涂完毕后能清除反弹料,高炉恢复2~3d时间可实现正常指标。考虑到保护无冷区以下部位砖衬,且局部喷涂可降低一部分费用,因此选择了仅对该部位进行局部喷补。
经计算,控料线至10.5m处可满足喷涂施工条件[1]。2014年9月11日,采用空料线打水的方法降料面,雷达料线显示料线为10.68m时进行高炉休风[1]。

停风后打开炉喉人孔,炉顶自然点火。为了实现快速作业,降低顶温,炉顶布水渣约30 t,布料角度18°,并用水渣袋覆盖中心料面,顶温由330℃降至230℃。将卷好的铁皮筒扔入炉内,使其均匀平铺炉料表面,防止喷涂反弹料结壳,利于快速回复炉况。设备安装完毕后利用氮气对炉衬进行清洗,除掉附着物。

本次喷补由大连摩根公司负责实施,喷涂料为160高强喷涂料,采用半干法喷涂工艺,升降设备采用四台环链式电动葫芦。四点吊挂控制喷补机械手在炉内平稳升降及吊入吊出。喷补作业用时约7 h,共用喷涂料50 t,无冷区喷涂厚度约为150~200 mm,反弹料约有4t,反弹率约为8%。

此次喷补针对东北方向的深坑进行了填补,无冷区圆周方向喷涂厚度约为150~200 mm,厚度均匀,表面平滑,炉喉钢砖下沿向下平滑过渡,利于煤气流平稳上升,形成了较好的炉型。
9号高炉本次休风时间为30 h,空料线至10 m。考虑到上部冷料较多,休风后料面覆盖30 t水渣(压火降温)以及喷涂后约4 t的反弹料,会给炉况恢复带来困难,所以本次复风较以往复风格外谨慎。
本次装料采用不带风装料,喷补部位经计算总体积约为198.3m3,装料体积应大于200m3,实际装料体积约250m3,雷达探尺显示料线为4m。为防止布料破坏喷补部位,布料角度为18°。反弹料含Al2O3较高,在反弹料上覆盖2t萤石,以保证渣铁流动性。

9月13日9:28,开风。送风初期,炉身上部冷料较多,高炉透气性差,顶温偏低,高炉接受风量能力差。经两次放风坐料,料线至7.2 m,透气性改善,高炉开始接受风量。随着炉前出铁好转,料线松动,透气性改善,开始下料,逐步加风,提高风温水平。
本次复风,开1号、2号、5号、6号、10号、11号、14号、15号、16号、17号、19号、20号共12个风口送风,进风面积为0.1386m2。为了避免炉料偏行,均匀开圆周方向的风口,两个铁口上方各开4个风口,有利于及时将熔化的渣铁从铁口排出去。
综合考虑风量、风压、炉温和出铁情况,逐步捅开风口,增加风量。严格控制好风速和鼓风动能,防止开风口速度过快而造成炉况波动,保证开炉炉况顺行。开风口加风进程如表2所示。

表2 9号高炉开风口加风进程

开风后选定北铁口出铁,考虑到初期炉温低、风量小、炉缸不活跃、渣铁流动性差以及反弹料高(Al2O3)对渣铁流动性的影响,在出铁组织上,复风后90min就打开铁口,增加铁次,力争及时把凉的渣铁排放出来。反弹料和水渣到达风口区时,炉渣碱度R2=1.13,流动性较好。在铁水物理热充足、渣铁流动性好的情况下,及时投入南铁口,至此炉前出铁恢复正常。

当反弹料和水渣从炉内排除后,顶温逐步升高,从炉顶摄像仪可观察到明显的中心和边缘气流。为了防止喷涂料因边缘气流过度冲刷,逐渐扩大装料角度,抑制边缘气流、发展中心气流,同时随风量增加逐渐增大矿批,稳定煤气流。将装料角度由同位角22°逐步扩大为26°,矿批由16 t加到23.8 t,焦炭负荷由2.8增加至4.2。根据风量、风压、炉温及出铁情况,逐步捅开风口。高炉料速稳定,后期逐步富氧喷煤,过渡到多环布料。复风后50h,捅开全部风口,风量加至3 000 m3/min,炉内煤气流稳定,炉况顺行,渣铁流动性好,炉况恢复正常。
3 效果

喷涂后,9号高炉燃料比大幅度降低,煤比上升10kg/t,燃料比下降了10~20kg/t。

无冷区炉壳温度下降至正常温度(40~60℃),取消了炉壳喷水,消除了隐患,确保了高炉安全生产。

高炉喷涂后,上部炉型近似于新开炉炉型,煤气三次分布趋于合理,高炉边缘气流容易控制,中心气流稳定。在上部装料制度不变的情况下,高炉四点顶温区间变窄,料线钻锤现象消除。

表3 9号高炉喷涂前后指标对比情况
4 结论
1)由于对高炉上部进行喷涂时喷涂料量少,反弹率低,对高炉恢复不会产生大的影响,可实现快速恢复炉况。
2)喷涂前,加入自制铁皮筒将反弹料隔开,使反弹料不烧结,形成透气层;在开炉料中先集中加入萤石,对反弹料有一定的稀释作用,可改善炉渣流动性,为开炉创造条件。
3)高炉上部局部喷补造衬后,有利于炉况及技术经济指标的改善。
4)今后生产应改善原燃料质量,降低入炉锌负荷,减少高炉入炉粉末,提高炉况顺行度,减少对上部无冷区的侵蚀和破坏。
5)利用中修时机在无冷区加装水箱或增加冷却壁,彻底消除无冷区,延长喷补内衬的使用寿命,确保生产安全。
[1]张贺顺.首钢2号高炉控料线降料面实践[J].炼铁,2007,26 (3):16-18.
(编辑:胡玉香)
Analysis and Processing of ChangGang No.9 BF Non-cooling Zone Erosion
LI Yinghui,WANG Kai,MA Yongfang
(Shougang Changzhi Iron and Steel Co.,Ltd.,Changzhi Shanxi 046031)
This paper analyzes and summarizes the reasons of serious erosion in ChangGang No.9 BF non-cooling zone,and puts forward the corresponding solution measures,including empty stock line partial gunning,fast furnace condition recovery,etc.Practice shows that after the measures are adopted,the economic indicators of blast furnace are improved significantly.
non-cooling zone,gunning lining,blow-in,economic indicators
TF549+.9
A
1672-1152(2016)02-0083-03
10.16525/j.cnki.cn14-1167/tf.2016.02.32
2016-02-17
李迎辉(1976—),男,于长钢炼铁厂九高炉从事炼铁技术管理工作,工程师。