浅谈一种微型挠性陀螺仪马达定子加工工艺改进
2016-10-09向德春
向德春,施 微
(中船重工重庆长平机械有限责任公司,重庆,404047)
浅谈一种微型挠性陀螺仪马达定子加工工艺改进
向德春,施微
(中船重工重庆长平机械有限责任公司,重庆,404047)
本文介绍了一种微型挠性陀螺仪马达定子加工改进工艺。本文作者通过长期的工作实践,摸索总结了一种借助简单的工装夹具和辅材,较为完美的解决了运用传统加工工艺所无法克服的容易导致定子铁芯变形、散片;绕组绝缘破坏、断路等致命技术问题。
挠性陀螺仪;马达定子;加工;变形;绝缘;加固;封闭
首先,我简要介绍一下微型挠性陀螺仪马达定子的加工工序:
(1)加工(冲制或线切)定子铁芯叠片
(2)定子铁芯叠片热处理
(3)叠制定子铁芯
(4)制作绕组、下线、整形
(5)浸漆、烘干
(6)加工定子组件外圆和内孔
由于第一至第五道工序完成起来都没多大难度,所以我们通常都是按传统通用工艺来做。最后一道工序虽然看似简单,但实际操作起来就没那么简单了。在加工定子组件外圆和内孔的时候,我们通常采取磨削加工方式,由粗加工、半精加工和精加工三个工步完成对定子组件外圆和内孔的加工,以达到所需的尺寸和形位要求。
加工定子组件外圆时,通常做法是先将内孔穿一根芯轴,再将芯轴直接装夹在磨床主轴上。校正芯轴,以内孔为基准磨外圆。
加工定子组件内孔时,通常做法是直接装夹校正外圆,以外圆为基准磨内孔。
在加工定子组件外圆和内孔时,为了最大限度地降低由于加工时产生的热量对定子铁芯内孔和外圆尺寸和形位精度的影响,在整个磨削加工过程中,需要不停地用冷却液对定子进行冲淋冷却。由于加工过程中定子绕组一直处于半裸露状态,在冲淋过程中,冷却液很容易将加工过程中不断产生的细小切屑冲入绕组空隙和定子铁芯嵌线槽中,造成绕组绝缘破坏。不仅如此,定子绕组一直处于半裸露状态还会增加其被碰伤造成绕组绝缘破坏和被碰断造成绕组断路的风险。
综上所述,微型挠性陀螺仪马达定子由于外形小、机械强度低、加工精度要求高、绕组线径小绝缘层薄,在加工定子组件外圆和内孔过程中很容易导致定子铁芯变形、散片;绕组绝缘破坏、断路等造成批量报废,合格率极低。这就需要我们采取有效措施改变现状,避免批量报废,提高合格率。
通过长期的工作实践,我摸索总结了一套定子组件外圆和内孔加工工艺。该工艺仅借助简单的工装夹具和辅材,较为完美地解决了运用传统加工工艺所无法克服的致命技术问题。具有很强的实操性。下面就我总结改进的加工工艺介绍如下:
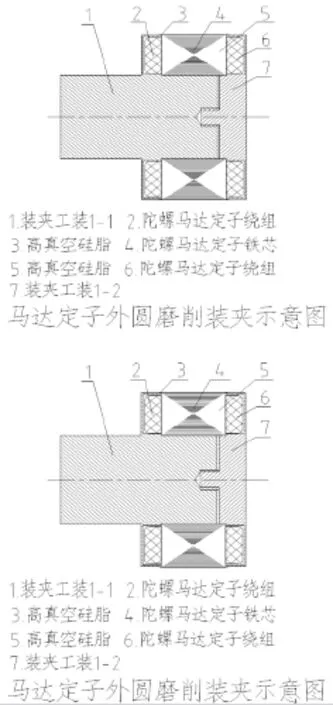
微型挠性陀螺仪马达定子因为外形小,机械强度很低,所以用常规装夹方式很难达到要求。本改进工艺在加工马达定子外圆和内孔时,分别采用了如下图“马达定子外圆磨削装夹示意图”和“马达定子内孔磨削装夹示意图”夹具支撑加固方式。加工马达定子外圆时,磨床主轴直接夹持装夹工装1-1的长柄,以工装环形槽的内外圈和芯轴分别定位定子铁芯端面和内孔。装夹工装1-1和装夹工装1-2通过螺纹连接,螺纹旋向与磨床主轴转向相反。两个工装的环形槽形成密闭空间,将定子绕组及以内的部分保护起来。这样既解决了装夹难题,又大大增加了工件的机械强度,从而避免了定子铁芯变形、散片和由此造成的绕组绝缘破坏、绕组短线等问题。同时使工件加工精度得到了保障。加工马达定子内孔时,磨床主轴夹持“马达定子内孔磨削装夹示意图”中装夹工装2-1 外圆,装夹工装2-1和2-2的作用和连接方式与上述装夹工装1-1和1-2相同。不再赘述。
在加工马达定子外圆和内孔时,由于马达定子两端绕组处于裸露状态,若不采取有效措施,冷却液很容易将加工过程中不断产生的微小切屑冲入绕组空隙中,造成绕组绝缘破坏。基于上述原因,在加工马达定子外圆和内孔时,本改进工艺使用专用夹具的同时,还使用长城YP7501号高真空硅脂(-40—200℃良好热稳定性,电绝缘,密封,润滑)将夹具和定子间的缝隙填塞,使马达定子两端绕组由原来的半裸露状态变成全封闭状态,从而有效地阻止了微小切屑进入绕组空隙中,杜绝了切屑进入绕组破坏绝缘的威胁。如下图“马达定子外圆磨削装夹示意图”和“马达定子内孔磨削装夹示意图”。同时,由于长城YP7501号高真空硅脂良好的热稳定性和导热性能,加工过程中产生的热量能被及时带走,而不会使定子因温升而影响加工精度和绕组绝缘强度。
本改进工艺针对传统加工工艺存在的缺陷和不足,分别采用了简单可行的改进措施,有效地解决了运用传统加工工艺所无法规避的致命技术问题,大大提高了产品合格率。
Improvement of motor stator processing technology of micro flexible gyroscope
Xiang Dechun,Shi Wei
(CSIC Chongqing Changping Machinery CO., LTD.,Chongqing,404047)
This paper introduces a new technology of micro flexible gyroscope motor stator processing. In this paper,the author through long-term practice,searched and summarized a with simple fixture and auxiliary,is perfectly solved by traditional manufacturing process which can not be overcome easily lead to stator core deformation,diffuser;winding insulation destruction,circuit breakers and other deadly technology problem.
flexible gyroscope;motor stator;processing;deformation;insulation;strengthening;sealing
