旋耕机机架焊接工装设计
2016-09-28一拖洛阳中成机械有限公司贾利温荣
一拖(洛阳)中成机械有限公司 贾利 温荣
旋耕机机架焊接工装设计
一拖(洛阳)中成机械有限公司贾利温荣
主要论述了旋耕机机架焊接工装的设计与制造,针对现有旋耕机机架在焊接制造过程中的变形与校正提出解决方案。本文重点论述如何正确设计工装及制定相关工艺参数,以杜绝或减小旋耕机机架焊接后的变形量。
旋耕机;机架;工装;焊接变形
1 引言
旋耕机的机架是旋耕机的重要组成部分,其焊接精度决定了后续装配的难易程度,及整机的工作性能。由于旋耕机机架为框架式整体焊接件,类似于汽车车身,所以工装的设计与后续焊接工艺的制定至关重要。
2 机架的构成描述

图1 旋耕机总成图
我公司现有旋耕机机架为刚性机架,整个机架全部由焊接完成,不存在铆接和螺栓连接,较传统机型更加结实耐用,使用寿命更长,但对焊接质量和焊接精度提出了更高的要求。
3 机架焊接工装的设计理念
旋耕机机架焊接是旋耕机制造的核心之一,其焊接质量直接关系到能否顺利完成装配及整机的工作性能。由于机架为纯焊接件,不牵扯任何机加工工序,所以焊接工装的设计及焊接参数的选用至关重要。
工装的功能设计和造型设计必须从人机工程学(human-machine engineering)的观点,考虑人的各种因素(生理的和心理的),来确定适合人体结构特点的设备系统。焊接工装的设计必须考虑实用性、经济性、可靠性、艺术性[1]。
经过多年的设计制造及验证,现将本产品的相关设计理念介绍如下。
首先,参考图1确认旋耕机机架的关键尺寸:①两侧板间距离L;②箱体座板相对于L的对称度;③两侧板上轴承座孔的同轴度。
其次,根据关键尺寸制定工艺流程为:底架点焊→底架满焊→侧板、座板点焊→整机满焊。
根据以上分析,旋耕机机架的焊合要用两套工装对应才能满足其关键尺寸,即底架点焊工装和侧板、座板点焊工装。

图2 底架点焊工装
底架点焊工装相对简单,只要能满足图纸要求即可,需要考虑的关键在于工装的集成,即在一块平面上实现同一机型不同幅宽底架的点焊,图2的方案就可以满足四种幅宽底架的点焊。

图3-a

图3-b
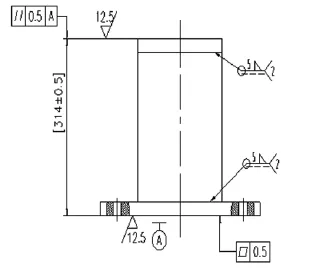
图4 座板焊合

图5 侧板座焊合
侧板、座板点焊工装是保证旋耕机机架最终质量的关键。在本方设计案中,也做到了工装的集成。设计方案介绍如下:
(1)底板焊合为一块30mm厚的钢板,焊接完刨平面,加工后平面度要求为0.5mm。
(2)底架定位柱起支撑底架焊合的作用,用合适尺寸的矩形管铣两端即可。
(3)座板焊合及侧板座焊合全部要求焊后加工,这两个模块是保证机架尺寸的关键。
(4)工装中各个模块儿间的定位全部由定位销实现,保证整个工装的精确。
(5)刀轴轴承座的同轴度靠两侧板的圆弧定位保证。
(6)机架焊合的关键在于处理焊接变形,本套工装的设计充分利用了反变形的原理,选择合适的反变形量,对应合适的焊接参数,最终得到准确的焊接尺寸。
4 焊接参数的选用
旋耕机机架的材料全部为16Mn。16Mn钢属于碳锰钢,碳当量为0.345%~0.491%,屈服点等于343MPa(强度级别属于343MPa级)。16Mn钢的合金含量较少,焊接性良好,焊前一般不必预热[2]。
我厂旋耕机的焊接全部由CO2气体保护焊完成,二保焊作为一种传统的、高效的焊接方法,其焊接特点如下[3]:
(1)CO2电弧的穿透力强,焊丝熔化率高,生产率可比手工焊高1~3倍。
(2)CO2气体保护焊的成本只有埋弧焊和手工焊的40%~50%。
(3)抗锈蚀能力较强,焊缝含氢量低。
对于一般板材的焊接,二保焊焊接工艺参数如表1所示。
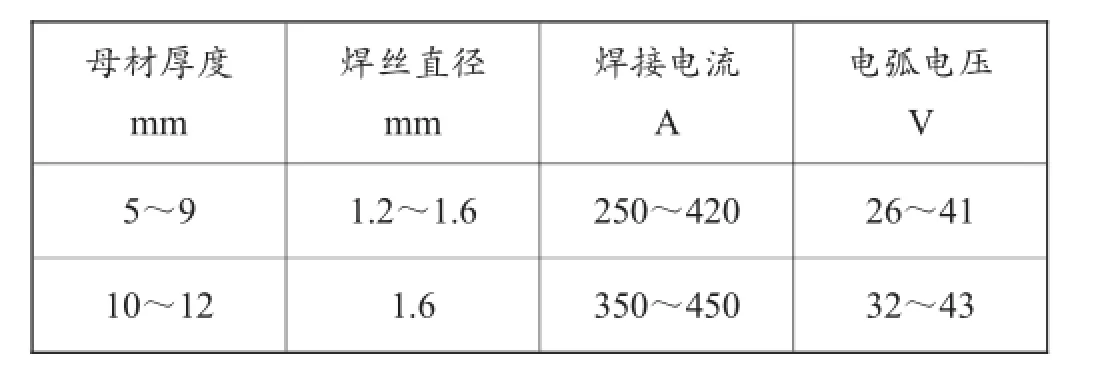
表1 二保焊焊接工艺参数
结合我厂旋耕机的实际情况,经过大量的工艺验证,最终确定出最为适合现状的工装方案和工艺参数。
点焊:涉及焊后变形的尺寸为两侧板间距离L(图1所示),首先在侧板座焊合(图5)所预留的两个M16螺纹孔加3mm厚模块,最终得到点焊后机架尺寸为L+6mm。
满焊:侧板选材为12mm厚16Mn钢板,选用Φ1.2mm焊丝,焊接电流选择280~320A,焊接电压选择28~32V,角焊缝焊高8mm,满焊后自然冷却释放应力,即可得到机架尺寸L。
5 结论
机架作为旋耕机的重要组成部分,其加工制作精度直接影响到整机装配的难易程度,以及后续的整机性能,对耕整地的效果影响至深。经过批量实验,本套工装的设计制造以及相关工艺参数的选用可以满足现有旋耕机机架焊接的需求,焊接后可以做到无须机械校正就能满足相关设计尺寸需求,从而有效地解决了焊接变形的难题,提高了生产效率,节省制造成本。
[1]陈焕明.焊接工装设计基础.航空工业出版社,2004.1.
[2]高宗仁.常用钢材选用手册.山西科学技术出版社,2003.1.
[3]柳云龙.焊工技师手册.机械工业出版社.
