薄板焊接变形控制问题探究
2016-09-26李忠明欧文连
李忠明,欧文连
(青岛海西船舶柴油机有限公司,山东青岛,266000)
薄板焊接变形控制问题探究
李忠明,欧文连
(青岛海西船舶柴油机有限公司,山东青岛,266000)
本公司在承担华世杰项目过程中涉及到薄板的焊接问题。在作业过程中,薄板产生变形严重影响焊接质量。本文根据实践经验,分析论证了薄板焊接前工艺设计、焊接中控制方法及变形矫正措施,介绍了焊后科学,有效掌握了提高焊接质量的技巧。
焊接;变形;薄板;控制
引言
本文主要阐述了本公司在作业中薄板焊接变形的控制措施,旨在为焊接工艺人提供参考,希望对同行掌握焊接工艺有所帮助。
1 薄板变形影响因素
薄板焊接变形的力学原因主要是在焊接过程中,温度场受到不均匀变化,产生残余应力,致使不同区域的形状和尺寸产生不同的变化。工件受到的残余应力有压应力和拉应力。压应力存在于远离焊缝的区域,拉应力存在于焊缝区,当残余压应力的平均值大于板构件产生变形的临界压力时,就会产生变形[1-3]。
合适的焊接方法在保证生产质量的同时要兼顾生产的效率。焊接的方法、工艺选择不当,会直接影响焊接的质量。在工业生产中利用二氧化碳气体保护焊时,如不注意使用合理的焊接工艺,就有可能在点固焊时产生一定的残余应力,并加大焊接过程中残余应力的作用,严重影响焊接质量。
2 薄板焊接变形控制措施
焊前装配必须在标准的平台上进行,并且保证工件平整,工件的边缘没有切割的熔渣与剪切的毛刺,尽可能减少变形和内应力;对局部间隙不均匀的工件,应经打磨以达到标准。不得使用氧—乙炔切割,以避免产生变形;对装配不合适的工件,不得采用生接硬拽的方式,以避免造成附加应力增大。采用设计合理的工装或夹具将工件固定起来,增加其刚性,可以有效减少焊接时的变形[4]。
焊接过程中,薄板变形控制主要是通过合理的焊接顺序与增加刚性固定[5-6]。焊接时按照WPS规定调节合适的电流、电压,采用“分区分段”的焊接方法。焊接时,在焊缝的两侧增加刚性固定的肋板,点焊固定时,注意对称点焊,首先焊接结构中收缩量大的焊缝或者受力较大的焊缝要加强刚性,为使温度能够均匀分布在整条焊道,采用分段退焊的方式,并且保证每段焊缝长度相等,各对称焊缝分段一致。对称的焊缝必须一次性连续焊完,尽可能保证同一时间和相同的焊接参数。我公司在实际焊接过程中,采用带脉冲的氩弧焊工艺,利用自制的工装夹具和氩弧焊电流小、热输入小的特点来有效减少变形,提高焊接质量。
图1所示是华世杰项目中最常见的变径,该工件由六部分组成,除3#外,其余工件厚度均为2 mm。组焊顺序为1#→2#→4#→5#→6#→3#,即先组装1#、2#、4#、5#、6#,最后组焊3#方法兰。组装时加支撑固定,焊接时用带脉冲的氩弧焊,各参数为:焊丝直径1.2 mm,焊枪为水冷焊枪,保护气为纯氩气,焊工佩戴6号黑色滤光镜片的焊帽,调节脉冲电流最大48 A、最小10 A,控制焊接速度75 mm/ min。为提高效率,可用气保焊,组焊顺序不变,焊接时使用分段退焊,最后焊接方法兰时注意焊接顺序,先在法兰顶部内进行分段跳焊,然后在背面进行满焊,使用小电流快速焊。
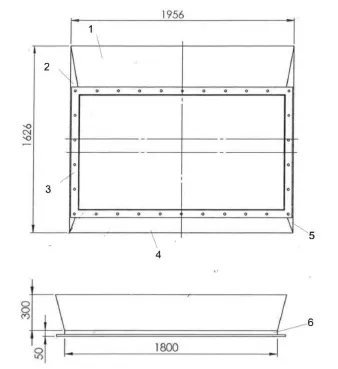
图1 焊接组件示意图
3 变形矫正合理措施
在生产作业中对于薄板结构的矫正,焊前和焊后分别采用机械矫正和火焰矫正。焊接前板材的变形主要是由于钢板的存放不当造成的,在焊前下料时,使用机械矫正法矫正,使用的是平板机矫正,矫正原理是钢板在外力作用下产生与原来变形相反的塑性变形,以消除弯曲、扭曲、表面不平等变形。
焊后件由于刚性大、结构复杂,不适合机械矫正,因此采用火焰矫正。火焰矫正的原理是利用金属材料热胀冷缩的物理特性。矫正变化过程如下:在钢材的变形部位点状加热,加热处的部位温度升高,受热膨胀,而周围没有加热处温度低,因此膨胀受到阻碍,加热的部位产生了压缩塑性变形。停止加热并冷却后,膨胀处的材料收缩,使钢材产生新的变形。通过控制加热和冷却产生新变形来抵消原来的变形,从而达到矫正的目的。
公司在参与项目的过程中,发现薄板的变形主要分为三类:中间凸起型、波浪型、对角翘起型。具体矫正方法为:① 中间凸起型,采用点状锤击矫正,变形严重时,采用点状加热并锤击矫正,有所不同的是加热锤击的顺序,由四周逐渐向中间,力度由中间重至四周轻;② 波浪型,一般变形集中在一个边上,采用点状或线状加热,必要时在水中加热。先从凸起的两侧处开始,然后向凸起处围拢,加热长度约为板宽的1/3~1/2,加热间距取决于变形的大小,若一次加热不能矫正,可进行二次加热,加热位置与第一次错开;③ 对角翘起型,采用点状锤击矫正,变形严重时,采用点状加热并锤击矫正,方向沿着无翘起的对角线进行,先中间后两侧依次进行。
4 结束语
我公司通过制定一系列的措施,针对控制薄板焊接变形问题,在焊接、焊后的各个过程进行控制,在项目实施过程中明显提高了焊接的质量,为今后相似的项目工程提供了借鉴。
[1]韩国明. 焊接工艺理论与技术[M]. 北京: 机械工业出版社, 2007.
[2]青岛海西船舶柴油机有限公司. WPS焊接技术标准[S]. 2015.
[3]刘云龙. 焊工技师手册[M]. 北京: 机械工业出版社, 1998.
[4]田锡唐. 焊接结构[M]. 北京: 机械工业出版社, 1990.
[5]李洪奇. 薄板焊接变形的控制和技术措施[J]. 黑龙江科技信息,2007(6): 10.
[6]王长生, 薛小怀, 楼松年, 等. 薄板焊接变形的影响因素及控制[J]. 焊接技术, 2005, 34(4): 66-68.

李忠明(1991-),本科学历,毕业于山东科技大学,在青岛海西船舶柴油机有限公司从事船舶柴油机焊接方面研究。
邮箱:1534788476@qq.com
Exploration of Sheets Welding Deformation Control
Zhongming Li, Wenlian Ou(Qingdaohaixi Marine Diesel Co., Ltd., Qingdao, Shandong, 266000, China)
In Hua Shijie project process, our company involves sheets welding tasks. In the operation procedure, sheets are seriously deformed, affecting welding quality. This paper bases on practical experiences, analyzes design of sheets welding, control measure of welding control and deformation correction. Also, we introduce science of after-welding, helping us effectively master skills of improving welding quality.
Welding; Deformation; Sheet; Control
TG404
A
2095-8412 (2016) 04-764-02
工业技术创新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.049