大口径超薄壁钛焊管的研制
2016-09-24罗求能吴芝华李建飞
谢 祎,罗求能,吴芝华,李建飞
(湖南湘投金天新材料有限公司,湖南 益阳 413000)
大口径超薄壁钛焊管的研制
谢祎,罗求能,吴芝华,李建飞
(湖南湘投金天新材料有限公司,湖南益阳413000)
大口径超薄壁钛焊管在加工过程中存在成形和外径控制困难、切割易变形等问题,为此,对大口径超薄壁钛焊管成形辊进行了优化,并研制了在线切割夹持工装,试制了牌号为Gr.2、规格为φ50.8 mm×0.5 mm的大口径超薄壁钛焊管产品,并对其化学成分、力学性能、硬度、显微组织进行表征。结果表明:试制的大口径超薄壁钛焊管化学成分、力学性能均能满足ASTM B338—2014标准;焊缝、热影响区与母材硬度相差不大;焊缝和热影响区组织无异常,焊缝无气孔、夹杂等缺陷,焊接质量良好。
钛焊管;大口径;超薄壁;力学性能;硬度;显微组织
0 引 言
钛及钛合金具有密度小、比强度高、耐海水腐蚀和综合性能优异等特点[1-2]。国外已经大量使用薄壁钛管代替传统铜合金管用于海水淡化、舰船、海上石油工程、电站等用的热交换器和冷凝器装置,这不仅可以显著提高热交换效率,还可以提高使用寿命,降低设备维修维护成本,经济效益显著。
与钛无缝管相比,钛焊管具有壁厚尺寸均匀、同心度好、内外表面光洁度高、材料利用率和生产效率高等优势。且钛焊管可以做到壁厚0.5 mm及以下,而通过轧制和拉拔工艺要获得壁厚≤1 mm的钛管很难。
我国目前已经具备了小口径薄壁钛焊管的生产能力,且工艺比较成熟。但对于直径大于38.1 mm、壁径比<2%的钛焊管,国内的相关研究仍属空白。随着我国海洋工程战略的启动和海洋工程装备制造水平的提升,对海洋工程用大口径超薄壁钛焊管的研制要求十分迫切。为此,对大口径薄壁钛焊管生产中存在的成形和外径控制难度大、切割易变形等问题进行研究,希望能够优化生产工艺,制备出符合标准要求的φ50.8 mm×0.5 mm钛焊管产品。
1 大口径超薄壁钛焊管的研制
1.1原料及设备
原料为真空退火后的冷轧钛带卷,牌号为Gr.2,规格为0.5 mm×160 mm×L,杂质元素含量如表1所示。焊接设备采用JT50连续自动化钛焊管生产线,成形轧辊采用铜合金轧辊,孔型设计适用于超薄壁管冷弯成形,焊接采用钨极氩弧焊+高纯氩气保护,热处理工艺为在线感应消除应力退火。
1.2研制过程
相较于普通焊管的成形,大口径超薄壁钛焊管的成形尤其困难。因为钛的韧性好,成形过程中的带边回弹较不锈钢等材质大,又由于壁厚薄,带边在不均匀受力的情况下非常容易产生变形,当变形程度超过弹性极限时,很容易产生鼓包、波浪形边等,导致无法焊接。另外由于直径较大,圆度控制也是一个大的难题,最后的成品管外径大小以及椭圆度很容易超标。在实验过程中,对成形段、焊接段以及定径段的轧辊弧形进行了多次优化,以克服研制过程中出现的带边鼓包、圆度不够、焊接打孔等实际问题。以第一对成形辊为例,该对辊是W弧形,是钛管成形的关键,在首次研制的时候,因为带边受力不均,出现了带边鼓包等现象,通过对W弧形的优化,鼓包现象得以消除。弧形优化效果如图1所示。

图1 第一对成形辊弧形的优化Fig.1 Optimization of the first pair of forming roller arc
大口径超薄壁钛焊管由于口径大、壁厚薄,在线切割时极易变形。研制时,对超薄壁钛焊管切割夹持基体进行了特殊设计,在基体的端头镶嵌了4块聚氨酯扇形夹块,其目的是为了实现夹具受到拉力合拢时能够对钛管进行夹持和定位。在夹具基体端头镶嵌聚氨酯扇形块,解决了夹具夹持时钛管变形或表面损伤的问题,提高了薄壁管定位精度,为切割创造了有利条件[3]。
1.3成品检测
在研制的大口径超薄壁钛焊管上切取8个试样,分别进行化学成分、拉伸性能和工艺性能检测以及硬度和显微组织分析。其中,拉伸和压扁试样各2个。样品取样位置及尺寸见图2。

图2 样品取样位置及尺寸Fig.2 Sampling position and sample size
钛焊管化学成分分析、压扁试验、反向压扁试验、扩口试验按ASTM B338—2014标准要求进行检验[4],其中化学成分分析设备为LECO氧氮氢联测仪和红外碳硫测定仪,压扁试验、反向压扁试验及扩口试验检测设备为CDT1305电子压力试验机。关于拉伸试验,因为管径大,根据ISO 6892-1:2009 标准,将研制的焊管焊缝部位和非焊接部位取样做圆弧形拉伸试样[5],拉伸设备为100 kN万能试验机。
2 研制结果分析
2.1化学成分
钛的化学性质非常活泼,高温下与氮、氢、氧亲和性高[6],焊接过程若保护不当,极易导致焊缝氧化,并发生吸氢、吸氧、吸氮等情况,导致焊缝强度较低。研制过程焊接时采用密闭焊合室,充纯度99.99%以上的氩气进行保护,焊接效果比较理想。随机抽取样品对钛焊管成品杂质元素含量进行检测,结果见表2[4],满足ASTM B338—2014标准要求。
表2 钛焊管杂质元素含量(w/%)
2.2力学性能
钛因屈强比高,弹性模量小,屈服极限与弹性模量的比值大,在成形过程中回弹大,另因大口径超薄壁钛焊管壁厚薄、直径大,成形过程中易变形,加大了成形难度,通过特定的孔型设计和机组排布,研制了成形稳定、高速低缺陷的大口径超薄壁钛焊管,其性能测试结果见表3。
由表3可以看出,研制的大口径超薄壁Gr.2钛管的各项力学性能均能满足ASTM B338—2014标准要求。

表3 钛焊管力学性能
图3为拉伸试验后钛焊管试样的外观照片。从图3中拉伸试样的断口位置来看,焊缝与母材断口位置基本相同,结合表3结果可知,焊缝强度稍高于母材强度。由于焊缝、熔合区和热影响区域(HAZ)受到焊接热输入影响,组织晶粒粗大,且存在不规则组织,通过去应力退火,使得焊缝强度与母材相近。

图3 拉伸试验后试样Fig.3 Specimens after tensile test
图4、图5、图6分别为钛焊管扩口、压扁、反向压扁试验后试样的照片。试验后对试样进行了渗透检测(PT),在焊缝部位未发现裂纹等缺陷,可以说明焊缝强度高。

图4 扩口试验后试样Fig.4 Specimens after flaring test
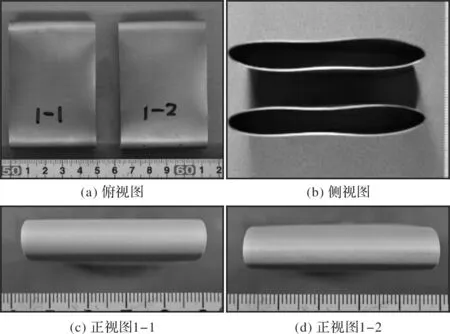
图5 压扁试验后试样Fig.5 Specimens after flattening test
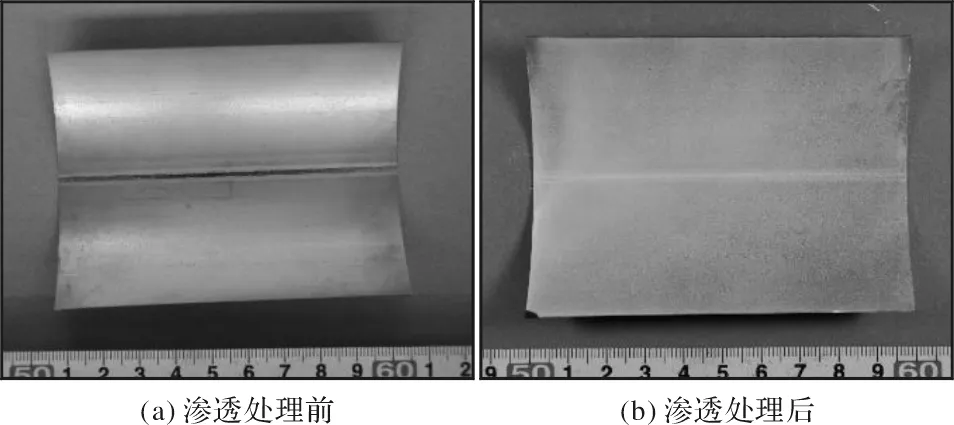
图6 反向压扁试验后试样Fig.6 Specimens after reverse flattening test
2.3硬度
图7为钛焊管轴向端面硬度的测量结果,其中图7a为非焊接部位轴向端面硬度,范围在1 343~1 509 MPa之间,平均值为1 421 MPa;图7b为焊接部位轴向端面硬度,焊缝硬度为1 529~1 686 MPa,平均值为1 607 MPa;HAZ区的硬度为1 470~1 568 MPa,平均值为1 509 MPa;近母材部位硬度为1 294~1 558 MPa,平均值为1 441 MPa。由图7可见,钛焊管焊缝区和HAZ区的硬度稍高于母材硬度,但差异不是很大,这说明通过600 ℃在线去应力退火有效地解决了钛焊管各部位的硬度差。

图7 钛焊管的硬度分布测量结果Fig.7 Hardness distribution of titanium welded tube
2.4断面显微组织
图8为钛焊管轴向断面的显微组织。从图8中可以看出,焊缝没有发现气孔、夹杂等缺陷,焊管焊缝质量好。焊缝区、熔合区和HAZ区存在不规则组织,尽管包含等轴α相,但粗大的板条状α相以及针状α相伴随一些原始β晶粒的轮廓出现。而母材为均匀的等轴α组织,晶粒细小。

图8 钛焊管轴向断面的显微组织Fig.8 Microstructures of the titanium welded tube axial section
3 结 论
(1)大口径超薄壁钛焊管化学成分、力学性能等指标满足ASTM B338—2014标准要求,焊缝强度并不低于母材强度,采用本工艺生产的大口径超薄壁钛焊管质量满足使用要求。
(2)钛焊管热影响区、焊缝、母材的硬度相差不大,热处理工艺有效地解决了焊接各部位的硬度差。
(3)从钛焊管轴向的焊缝断面显微组织结构来看,焊缝没有发现气孔、夹杂等缺陷,焊管焊缝质量好。
[1] 黄晓艳,刘波,李雪. 钛合金在舰船上的应用[J]. 南方金属,2005(6):10-11.
[2] 陈祝年. 焊接工程师手册[M].北京: 机械工业出版社,2002.
[3] 湖南湘投金天新材料有限公司.超薄壁钛焊管在线切割用夹具:ZL201520471963.X[P].2015-12-09.
[4] American Society of Testing Materials.Standard Specification for Seamless and Welded Titanium and Titanium Alloy Tubes for Condensers and Heat Exchangers:ASTM B338—2014[S]. American:ASTM International,2014.
[5] International Organization for Standardization. MetallicMaterials-Tensile Testing-Part1:Method of Test at Ambient Temperature:ISO 6892-1:2009[S]. Switzerland:ISO,2009.
[6] 曹斌,王迎君,汤传健. 工业纯钛的焊接[J]. 电焊机,2001,31(11):21-24.
Development of Large Diameter Ultra Thin-walled Titanium Welded Tubes
Xie Yi,Luo Qiuneng,Wu Zhihua,Li Jianfei
(Hunan Xiangtou Goldsky New Materials Co., Ltd., Yiyang 413000, China)
Large diameter ultra thin-walled titanium welded tube is hard to form, difficult to control outer diameter and easy to deform during cutting process. Therefore, large diameter thin-walled titanium welded tube forming rolls were optimized and then online cutting gripping tool was developed. Then Gr.2φ50.8 mm×0.5 mm large diameter thin-walled titanium welded tubes were produced. The chemical composition, mechanical properties, hardness and microstructure were analyzed. The result shows that chemical composition and mechanical properties of the tubes can meet the ASTM B338—2014 standard. The hardness of weld seam and heat affected zone have little difference with the base material. From the axial view of the section microstructure of the titanium tube, weld seam and heat affected zone structure show no abnormalities without defects such as pores and inclusions, and the weld quality is good.
titanium welded tube; large diameter; ultra thin wall; mechanical properties; hardness; microstructure
2015-12-08
湖南省战略性新兴产业科技攻关类项目(2014GK1009)
谢祎(1984—),男,国际焊接工程师。
TG146.2+3
A
1009-9964(2016)02-0025-04
