三价铬硬铬电镀的影响因素
2016-09-22李家柱李艳景田孝华赵新邹玲孙宁侯蔚李文刚
李家柱*,李艳景,田孝华,赵新,邹玲,孙宁,侯蔚,李文刚
(1.北京蓝丽佳美化工科技中心,北京 100096;2.武汉迪赛环保新材料股份有限公司,湖北 武汉 430074;3.中国兵器工业新技术推广研究所,北京 100089;4.内蒙第一机械集团有限公司,内蒙古 包头 014030)
三价铬硬铬电镀的影响因素
李家柱1,*,李艳景2,田孝华2,赵新2,邹玲2,孙宁3,侯蔚3,李文刚4
(1.北京蓝丽佳美化工科技中心,北京 100096;2.武汉迪赛环保新材料股份有限公司,湖北 武汉 430074;3.中国兵器工业新技术推广研究所,北京 100089;4.内蒙第一机械集团有限公司,内蒙古 包头 014030)
采用赫尔槽试验、化学分析等方法研究了影响BSC12型三价铬镀硬铬工艺的阴极电流效率、沉积速率、走位能力以及覆盖能力的因素。结果表明,镀液pH为2.0左右时走位效果最好,工作温度为30 ~ 50 °C之间可以获得30%以上的电流效率。该工艺的沉积速率一般在1 μm
/min以上。
三价铬电镀;硬铬;电流效率;沉积速率;分散能力;覆盖能力
First-author's address: Beijing Blue Chemicals Centre, Beijing 100096, China
硬铬电镀是装备制造业关键的表面技术,广泛应用在机械制造工业上,如造船、汽车制造(例如减震器)、重型机床、各种模具、钢/铝轧机轧辊、液压支架、印刷轧辊、石油钻杆等[1-5]。可以说,没有硬铬工艺配套,许多装备无法生产,也无法使用。但是,硬铬电镀一直使用严重污染环境的六价铬溶液,研究人员为了取代六价铬进行了大量的研究,始终没有取得显著的进展[5-12]。笔者之前的研究[1]表明,BSC12型三价铬硬铬电镀在硬度、结合力、厚度、电流效率、沉积速率等技术指标方面已经取得了明显的进展,而且已经在车辆部件上得到了应用。本文将主要探讨影响镀液的走位能力、阴极电流效率和沉积速率的因素。
1 实验
1. 1 镀液
北京蓝丽佳美化工科技中心生产的BSC12型三价铬硬铬工作液:三价铬28 g/L,复合配位剂35 g/L,缓冲剂120 g/L,催化剂20 g/L左右,温度40 °C)[13]。
标准六价铬硬铬镀液[2]:铬酸酐250 g/L,硫酸2.5 g/L,温度55 ~ 60 °C。
1. 2 测试方法
赫尔槽试验采用广东佛山鹰科电源设备有限公司的YK3050整流器和267 mL的标准赫尔槽,阳极为低析氧电位的铱钽涂覆钛阳极,阴极为0.5 mm厚的H60黄铜抛光板。
酸度测量采用上海科特环境监测有限公司的PH8578型pH/ORP计。
显微硬度测量采用上海产的HT1000M型显微硬度测量仪。
镀层厚度测量采用南通费希尔测试仪器有限公司提供的MPO型便携式磁感应测厚仪。
按式(1)通过镀铬层实际沉积质量与理论沉积质量之比来表征镀液的电流效率。

式中Δm为铜棒电镀前后的质量差,即镀层的质量(g);0.647为金属铬的电化当量,其单位为g/(A·h);I为电镀时整流器上所显示的电流(A);t为电镀时间(h)。
电镀时采用上海翼昇电子科技有限公司的YS900-3020整流器。阴极为铜棒,直径0.8 cm,上下两端用瓶盖屏蔽,浸入镀液的长度为8 cm,施镀面积为0.2 dm2。
将2块阴极平行放置在电镀液中,相距10 mm,中间放一块阳极板,电镀1 min后测量阴极板背面的镀层面积来评定镀液的覆盖能力。阴极为铜片,40 mm × 50 mm,上端打孔,实际电镀面积40 mm × 40 mm,经碱性脱脂(pH = 12.5,时间1 ~ 3 min)和活化(10%稀硫酸,时间3 ~ 5 s)。
2 结果与讨论
2. 1 赫尔槽试验
2. 1. 1 三价铬工作液
测试条件:电压24 V,电流10 A,温度38 °C,pH 1.45,时间5 min。所得试片如图1所示。从图1可见,光亮区至高电流密度端的距离为0.80 ~ 6.50 cm,对应的光亮区电流密度范围为8.99 ~ 59.91 A/dm2。
2. 1. 2 六价铬工作液
测试条件:电压24 V,电流10 A,温度50 °C,pH 1.45,时间5 min。所得试片如图2所示。从图2可见,光亮区至高电流密度端的距离为0.80 ~ 6.78 cm,对应的光亮区电流密度范围为7.97 ~ 59.91 A/dm2。

图1 三价铬镀硬铬溶液的赫尔槽试片外观示意图Figure 1 Schematic diagram showing the appearance of the Hull cell test coupon for trivalent hard chromium plating bath

图2 六价铬镀硬铬溶液的赫尔槽试片外观示意图Figure 2 Schematic diagram showing the appearance of the Hull cell test coupon for hexavalent hard chromium plating bath
2. 2 镀液的走位能力
2. 2. 1 温度对走位能力的影响
固定电流10 A、pH 1.27和电镀时间1 min,走位能力可以通过赫尔槽试片上光亮区的长度L来判定,L越大,走位性能越好。通过赫尔槽试验测定不同温度条件铜片上镀层的走位能力,结果如图3所示。由图3可知,镀层的走位能力随温度的升高而逐渐降低。
2. 2. 2 pH对走位能力的影响
固定电流10 A,镀液温度40 °C,电镀时间1 min,通过赫尔槽试验测定不同pH(通过1∶1硫酸及饱和碳酸钠溶液调节)的条件下铜片上镀层的走位能力,结果如图4所示。由图4可知,镀层的走位长度L随pH的提高而逐渐增加,在pH = 2.0时达到最大,此后再增加pH,L增长得不明显。
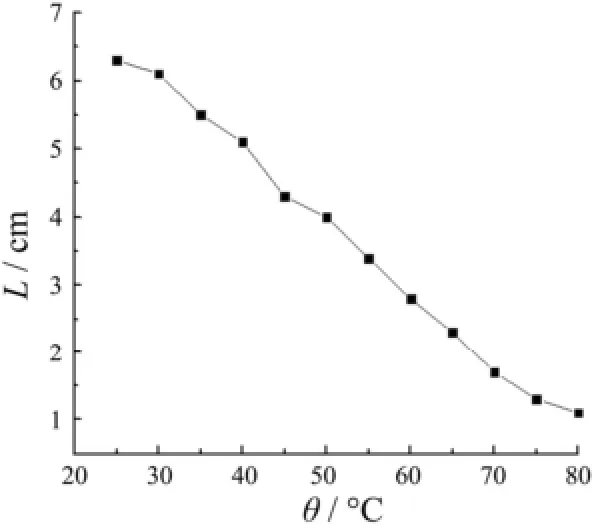
图3 温度与走位能力之间的关系Figure 3 Relationship between throwing power and temperature
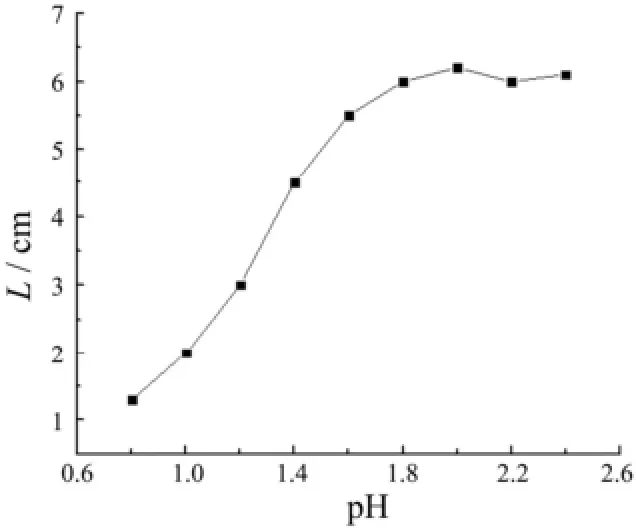
图4 镀液pH与走位能力之间的关系Figure 4 Relationship between throwing power and bath pH
2. 3 镀液的覆盖能力
BSC12三价铬硬铬镀液和标准六价铬镀液的覆盖能力测试结果见表1。从中可以看出,BSC12三价铬硬铬镀液的覆盖能力并不太好。

表1 三价铬硬铬镀液的覆盖能力试验结果Table 1 Result of covering power test for trivalent hard chromium plating bath
2. 4 工艺参数对电流效率和沉积速率的影响
2. 4. 1 电流密度
固定温度40 °C,pH = 1.27,电镀时间10 min,通过改变电流密度测定其相应的阴极电流效率,并计算相应的镀层平均沉积速率,结果如图3所示。
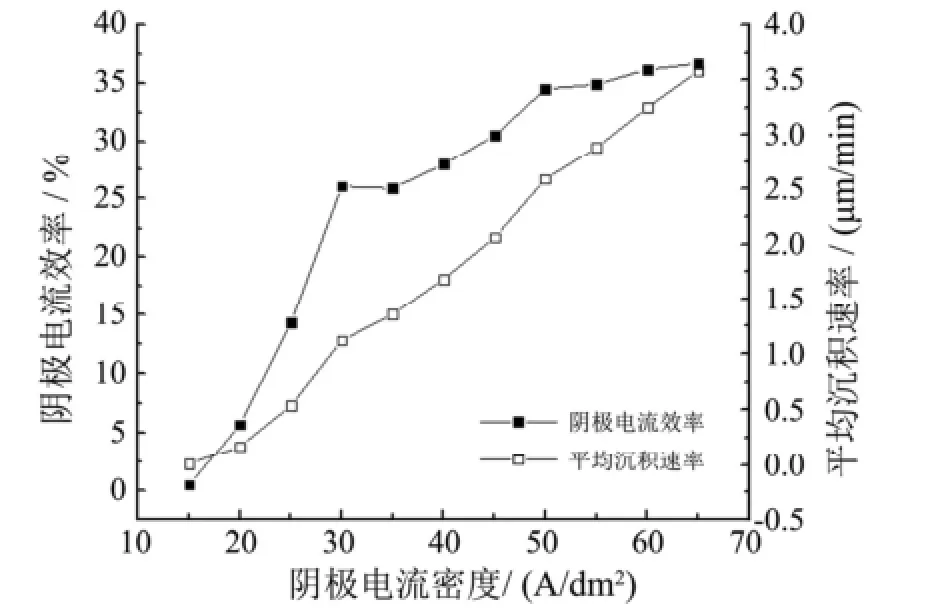
图5 阴极电流效率及平均沉积速率与电流密度的关系Figure 5 Dependence of cathodic current efficiency and average deposition rate on current density
从图5可知,阴极电流效率随电流密度的增加而增加,电流密度增至50 A/dm2后,阴极电流效率趋于平稳,继续增加电流密度,阴极电流效率略有增加,但增加幅度不大。另外,当电流密度为60 ~ 65 A/dm2时,镀层有毛刺,且表面呈粉状,最大电流密度不应大于55 A/dm2。 镀层平均沉积速率则随着电流密度的增大而平稳升高。
2. 4. 2 温度
固定电流9 A、电流密度45 A/dm2、pH = 1.27和电镀时间10 min,在不同温度下测定电镀铬的阴极电流效率,并计算相应的镀层平均沉积速率,结果如图5所示,从中可见沉积速率与阴极电流效率随温度的变化一致。在55 °C之前,电流效率和沉积速率随温度变化不明显,但温度超过60 °C后,电流效率和沉积速率均明显下降。六价铬液的阴极电流效率实测是14%,市场上不加添加剂的时候也都为8% ~ 16%,加了添加剂能达到20%以上,但仍然不是很高,而BSC12三价铬硬铬镀液的电流效率达到了30%以上,可以在很大程度上减少用电。
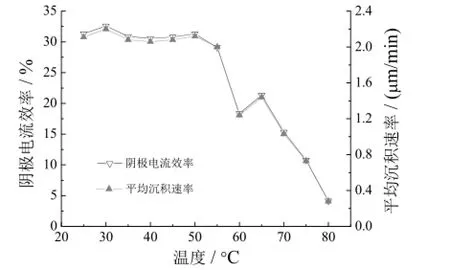
图6 阴极电流效率及平均沉积速率与温度的关系Figure 6 Dependence of cathodic current efficiency and average deposition rate on temperature
2. 4. 3 施镀时间
六价铬体系电镀硬铬时,随着电镀时间的延长,沉积速率会不断下降。为了判定三价铬镀硬铬有没有这种现象,进行了如下试验。
固定电流密度45 A/dm2、pH = 1.62和温度40 °C,改变电镀时间来测定三价铬硬铬电镀液的电流效率和平均沉积速率的变化,结果如表2所示。
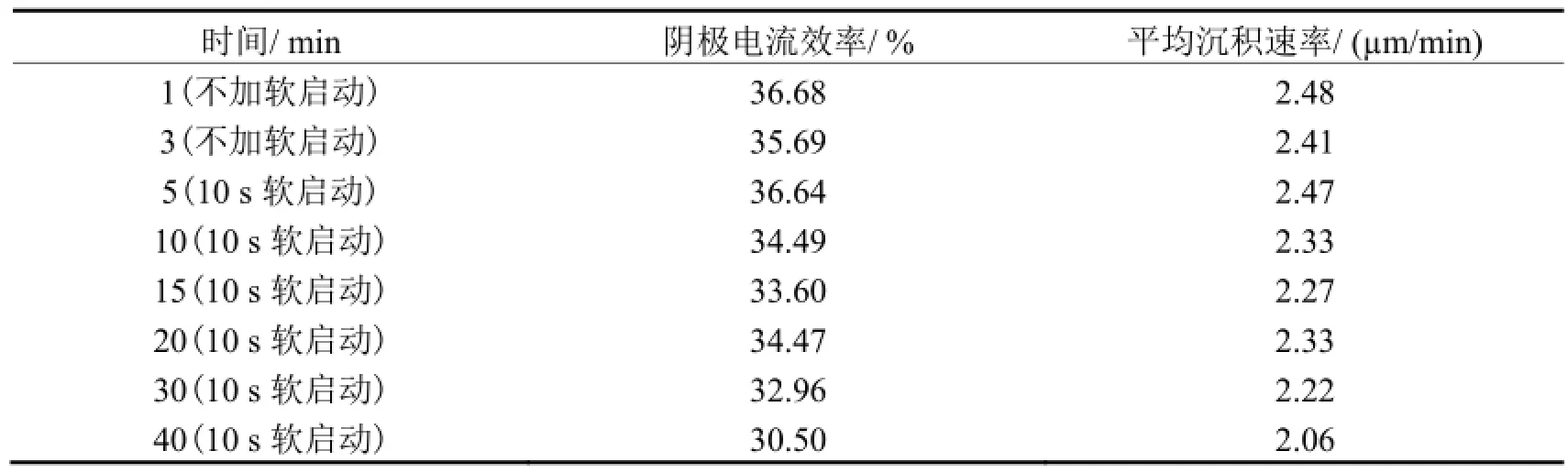
表2 阴极电流效率及平均沉积速率与电镀时间的关系Table 2 Dependence of cathodic current efficiency and average deposition rate on plating time
从表2可知,20 min内阴极电流效率和平均沉积速率随时间的延长变化都不大,20 min后虽下降较明显,但整体而言,在40 min内随时间的变化不大。由于三价铬的沉积速率远大于六价铬的沉积速率(至少是3倍以上),因此这种下降是可以接受的。
3 结论
BSC12型三价铬硬铬电镀工作液的pH为2.0时可以获得最大的走位效果。其工作温度为30 ~ 50 °C之间可以获得30%以上的电流效率,高于六价铬硬铬电镀的电流效率。三价铬镀硬铬的沉积速率一般达到1 ~ 2 μm/min甚至更高,比传统六价铬硬铬电镀快2倍以上。
[1] 李家柱, 李艳景, 田孝华, 等. 三价铬硬铬电镀及镀层性能表征[J]. 电镀与涂饰, 2016, 35 (7): 362-365.
[2] 张允诚, 胡如南, 向荣. 电镀手册(上册)[M]. 2版. 北京: 国防工业出版社, 1997: 366, 373.
[3] 李家柱, 毛祖国, 孙宁. 功能三价铬镀铬的研究进展[J]. 电镀与精饰, 2012, 34 (11): 13-16.
[4] 李家柱, 毛祖国, 丁运虎, 等. 三价铬电镀铬的研究[J]. 电镀与精饰, 2012, 34 (12): 14-17.
[5] 李家柱, 林安. 取代重污染六价铬电镀的三价铬电镀研究进展[C] 2002北京电镀行业清洁生产研讨会论文集. [S.l.: s.n.], 2002: 121-126.
[6] 李家柱, 林安. 三价铬电镀研究进展[J]. 材料保护, 2003, 36 (3): 8-11.
[7] 李家柱. 镀铬工业清洁生产的要求[J]. 电镀与涂饰, 2004, 23 (2): 32-35.
[8] 李家柱. 电镀工业清洁生产的发展趋势[C] 2004年北京推动电镀与精饰清洁生产技术论坛论文集. [S.l.: s.n.], 2004: 184-189.
[9] 张亮, 李保松, 林安, 等. 硫酸盐体系三价铬电沉积工艺的研究[C] 第六届全国表面工程学术会议暨首届青年表面工程学术论坛论文集. [S.l.: s.n.],2006: 265-269.
[10] 李家柱, 林安, 甘复兴. 取代重污染六价铬电镀的技术及应用[J]. 电镀与涂饰, 2004, 23 (5): 30-33.
[11] 杨哲龙, 屠振密, 张景双, 等. 三价铬电镀的新进展[J]. 电镀与环保, 2001, 21 (2): 1-4.
[12] 屠振密. 三价铬镀铬的国内外研究和发展[J]. 哈尔滨工业大学学报, 1980 (1): 109-122.
[13] 武汉材料保护研究所, 北京蓝丽佳美化工科技中心, 中国兵器工业新技术推广研究所. 三价铬硬铬电镀方法: 201210210952.7 [P]. 2014-01-15.
[ 编辑:温靖邦 ]
Factors affecting trivalent hard chromium plating
LI Jia-zhu*, LI Yan-jing, TIAN Xiao-hua, ZHAO Xin, ZOU Ling,SUN Ning, HOU Wei, LI Wen-gang
The factors affecting the cathodic current efficiency, deposition rate, throwing power and covering power of BSC12-type trivalent hard chromium plating bath were studied by Hull cell test and chemical analysis methods. The results showed that the bath has the best throwing power at pH ca.2.0. The current efficiency is at least 30% when plating at 30-50 °C. The chromium deposition rate is generally higher than 1 μm/min.
trivalent chromium plating; hard chromium; current efficiency; deposition rate; throwing power; covering power
TQ153.11
A
1004 - 227X (2016) 08 - 0398 - 04
2015-07-01
2016-04-01
李家柱(1949-),男,湖南人,硕士,教授级高级工程师,武汉大学兼职教授,从事金属电沉积研究。
作者联系方式:(E-mail) bluechem@126.com。
