高密度聚乙烯滚塑皮划艇变形的解决方案
2016-09-12温原陈郭伟杜章外陆国峰邓正勇陈海垠浙江瑞堂塑料科技有限公司浙江宁波3533杭州温妮皮划艇制造有限公司杭州37
温原,陈郭伟,杜章外,陆国峰,邓正勇,陈海垠(.浙江瑞堂塑料科技有限公司,浙江宁波 3533; .杭州温妮皮划艇制造有限公司,杭州 37)
高密度聚乙烯滚塑皮划艇变形的解决方案
温原1,陈郭伟2,杜章外2,陆国峰2,邓正勇1,陈海垠1
(1.浙江瑞堂塑料科技有限公司,浙江宁波 315323; 2.杭州温妮皮划艇制造有限公司,杭州 311227)
针对高密度聚乙烯滚塑皮划艇的变形问题,对皮划艇的滚塑工艺进行了研究,发现壁厚均匀度差、壁内存在大量气孔和模内温度不均匀是造成皮划艇变形的重要因素。首先通过增加预热程序以及延长摇摆停留时间来提高壁厚的均匀度;然后通过预热及提高加热室温度来调节模内温度,达到消除壁内气孔的目的;最后,通过采用自然冷却并在冷却阶段再次加热等手段,进一步平衡模内温度。经过上述工艺的调整和改进,最终解决了皮划艇的变形问题,获得了合格的皮划艇产品。
滚塑;高密度聚乙烯;皮划艇;变形;工艺
皮划艇运动在国外涉海国家被广泛接受,国内在近几年也逐步兴起。作为休闲运动和极限运动用品,皮划艇要求轻便、刚度好,抗冲击和高耐候。使用滚塑工艺一体成型制作休闲皮划艇是行业内被大范围使用的加工工艺[1],目前国内使用的材料主要为线型低密度聚乙烯(PE-LLD),这也是目前国内滚塑行业使用最多的聚乙烯材料[2-4],但从表1国内外一些制造商生产的滚塑皮划艇用PE-LLD和高密度聚乙烯(PE-HD)材料的性能看,总体上PE-HD 比PE-LLD具有更加优异的强度、刚度和韧性,在同等强度和刚度的要求下,使用PE-HD可以在减轻质量的情况下达到制品的要求,从而节约了原材料,可以制造更加轻便的产品,因此使用PE-HD制造皮划艇成为该行业的发展方向。
使用滚塑工艺加工皮划艇,均使用烘箱式摇摆滚塑机,皮划艇模具在烘箱内沿水平轴转动,同时进行上下摇摆,模具内粉末在重力的作用下均匀分布、粘附在模具内表面并形成空腔后将模具从烘箱内取出,进行冷却定型,最后进行脱模形成皮划艇产品。
由于PE-HD结晶度高,结晶速度快,对温度的不均匀性更加敏感,和PE-LLD相比,其在冷却过程中更容易产生不均匀的内应力诱导产品变形,最终造成产品报废。如图1所示,使用PE-HD HD228P材料生产5.0 m长的皮划艇时,在初始工艺下,出现了5个部位的严重变形。
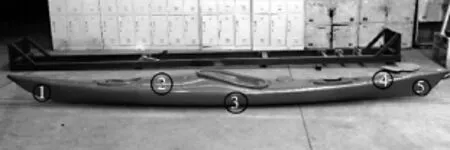
图1 PE-HD滚塑皮划艇变形情况
目前业内对滚塑制品变形情况的研究较少,仅有少量文献指出滚塑制品变形原理[5-6],部分研究人员从制品结构设计、材料等角度进行了变形研究[7-9],至今为止国内尚未从工艺角度给出具体的解决案例。
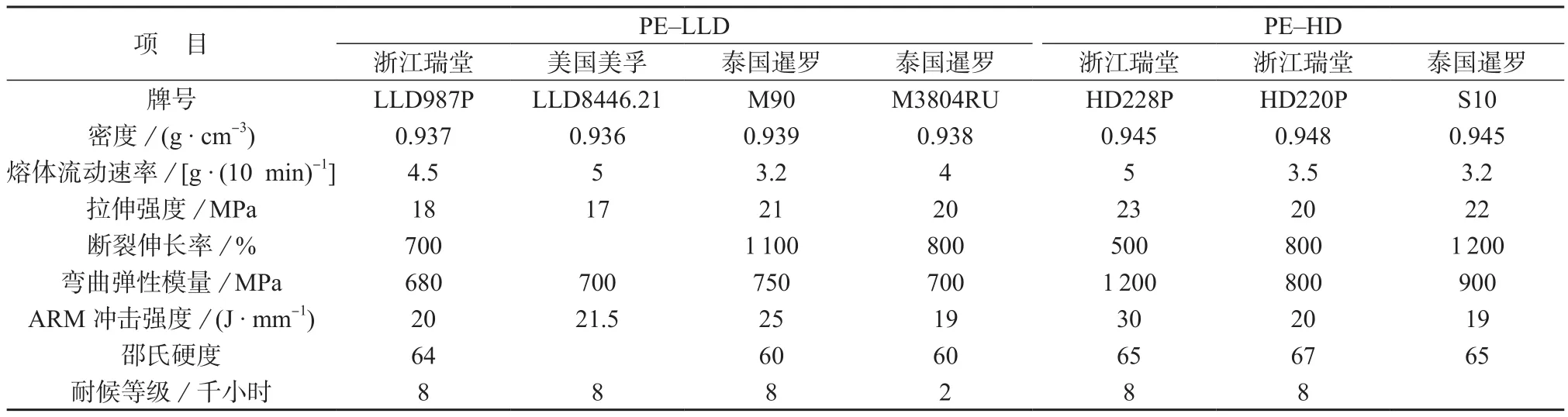
表1 国内外制造商生产的滚塑皮划艇用PE-LLD和PE-HD材料的性能
通过实验,笔者对皮划艇的滚塑加工过程进行了监控,发现了该产品形状和现有滚塑设备、模具不能完美匹配。图2为现有的皮划艇滚塑设备与模具示意图。如图2所示,由于模具和设备型腔的距离是渐变的,而燃烧机火焰加热是直线加热,造成在加热过程中,A点的温度最高,B点次之,C点最低。而在冷却过程中,A点处模具截面积最大,储热最多,同时冷却空间最小,造成A点冷却慢,B点次之,C点冷却最快,引发工艺缺陷,为此对工艺进行相应调整,以求解决PE-HD滚塑皮划艇产品的变形问题,为同类产品的滚塑成型工艺设计提供参考。

图2 皮划艇滚塑设备与模具示意图
1 实验部分
1.1主要原材料
滚塑级PE-HD粉末:HD228P,浙江瑞堂塑料科技有限公司。
1.2主要设备及仪器
烘箱式摇摆滚塑机:6000型,杭州温妮皮划艇制造有限公司;
模内测温仪:iBOO-4型,苏州奇兵电子科技有限公司;
ARM冲击试验机:LC-300B型,承德精密仪器制造有限公司。
1.3试样制备
将滚塑级PE-HD粉末按预定质量投入皮划艇模具中,在皮划艇模具内部的前部、中部、后部分别安置模内测温仪探头以测量模内空气温度,在模具外部的中部安置测温仪探头以测量烘箱炉体温度,按表2的滚塑工艺进行生产,表2中的工艺1为初始工艺参数,工艺2和工艺3为调整后的工艺参数。
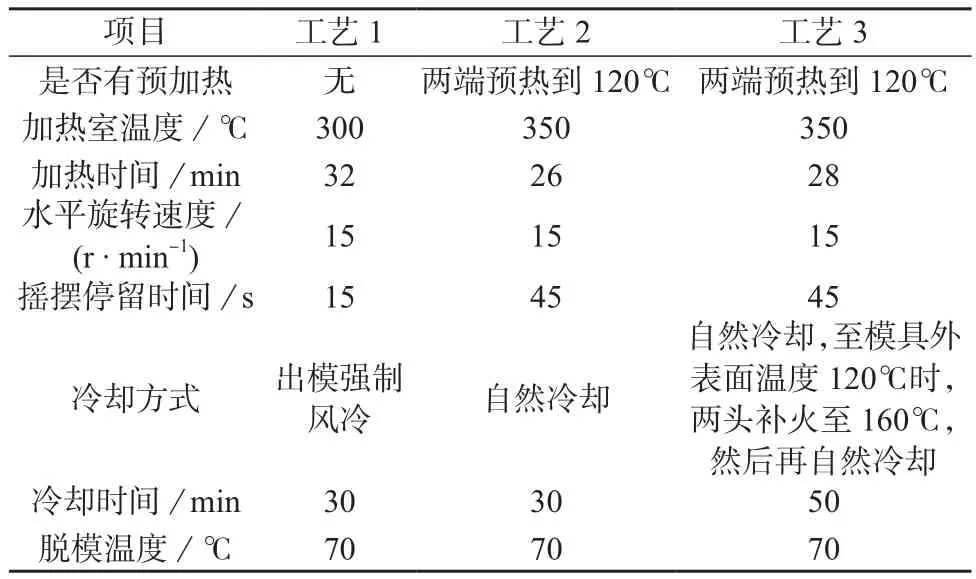
表2 皮划艇滚塑加工工艺参数
1.4测试与表征
壁厚测试:将皮划艇沿水平面切开,使用分度值为0.02 mm的游标卡尺测量其壁厚;
皮划艇冲击强度测试:在皮划艇不同部位截取12.7 mm×12.7 mm的样片,按照ARMI Version 4.0 -July 2003 《滚塑成型低温冲击试验》标准,在室温下进行冲击测试。
2 结果及其讨论
2.1壁厚的调整
塑料制品壁厚不均匀,会造成局部收缩率不一致,导致变形[10]。将使用工艺1加工成型的皮划艇切开进行壁厚测量,发现壁厚严重不均匀,中间厚(A点),两边薄(C点)。这和实际观察到的变形部位相吻合。
皮划艇这一壁厚不均现象,分析认为是由于在加热过程中,A点温度高,上料多,C点温度低,上料少导致的。因此使用了工艺2对其进行重新加工。和工艺1相比,工艺2增加了对皮划艇模具两端进行预加热的程序,以增加上料量,同时延长了摇摆停留时间,使材料更多地在两端停留,以增加上料几率。
表3为工艺调整前后皮划艇壁厚的变化以及不同部位的变形情况,其中部位1,2,3,4,5分别为图1中标注的5个部位,下同。如表3所示,由工艺2生产的皮划艇壁厚较为均一,产品的变形也有所缓解。由于皮划艇中部需坐人承重,中部厚度应适当大一些,因此未再对厚度作进一步的调整。
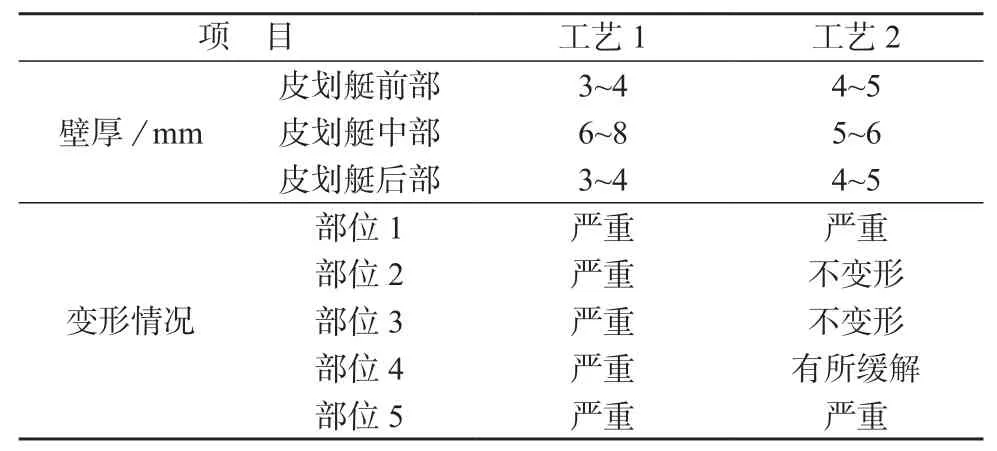
表3 工艺调整前后皮划艇壁厚的变化以及不同部位的变形情况
2.2模内温度的调整
滚塑加工中,如果温度偏低,皮划艇产品中会残留大量气泡,进而影响其内部材料的密度和收缩。有气泡的区域和无气泡的区域冷却过程会有差异,从而产生不均匀的收缩率,诱导产生变形。同时壁内气孔也会造成产品冲击强度的下降,引起皮划艇抗冲击能力的不足。
在原工艺1的条件下,经过实验发现,皮划艇中部模内温度比两端温度高20℃左右,在模内温度达到200℃后,产品中部壁内无气孔,但其两边温度低,壁内有很多气孔。经冲击试验,也证明了这个问题。
使用工艺2,主要通过提高加热室温度并增加预热程序来使调整模内温度趋于一致,由于将加热温度由300℃提升至350℃,加热时间可以相应缩短。在工艺2下,由测温软件导出的皮划艇不同部位模内温度测量曲线图如图3所示。

图3 工艺2下皮划艇不同部位的模内温度测量曲线图
由图3可以看出,皮划艇前部、中部和后部的模内温度相差不大,基本趋于一致。对工艺调整前后皮划艇前、中、后部的气孔进行检测,并对中部和前部进行冲击测试,结果如表4所示。由表4可以看出,将加热室温度由300℃提升至350℃并增加预热程序后,不同部位的气孔基本消失,中前部的冲击强度有所提升,且之间的差异减少。

表4 温度和预热对气孔和冲击强度的影响
2.3冷却工艺的调整
实验发现,在工艺1的条件下,冷却过程中模内温度在不同部位有很大差异,皮划艇前后部的温度远远低于中部的温度,温差可达到40~50℃,从而引起皮划艇前后部位先结晶凝固,中部后结晶凝固,这是造成变形的重要因素。
这一问题的产生,主要是由皮划艇中部空腔大、储热能力大、冷却较慢,前后部位空腔小、储热能力小、冷却较快造成的。同时模具和设备内壁之间的空隙,中间最小、散热慢,两边大、散热快,这也加重了冷却不均一的现象。
从图3可看到,采用工艺2,使用自然冷却的方式,皮划艇不同部位的温差减少到30℃左右,变形有所缓解,但尚不能完全消除变形,尚需对冷却工艺进行进一步的调整,以进一步平衡模内温度,从而消除变形。
采用工艺3中的冷却方式,当模具前后部位的外部温度冷却到120℃时(此时模内温度约在140℃,材料进入凝固期),对模具两端进行补火(再加热),当加热到超出中部温度20~30℃后再进行自然冷却。另外,为了更好地消除气孔,提高制品的冲击强度,将加热时间延长到28 min,由于冷却阶段进行了补火,冷却速度变慢,因此冷却时间从30 min延长到50 min,以保证脱模温度的一致性。
图4为工艺3下由测温软件导出的皮划艇不同部位模内温度测量曲线图。由图4可以看出,在工艺3下,皮划艇不同部位的模内温度曲线基本趋于一致,相比于图3,其模内空气温度由200℃提升到了218℃。在工艺3下,成型的皮划艇基本没有变形,达到了A级合格产品的要求。
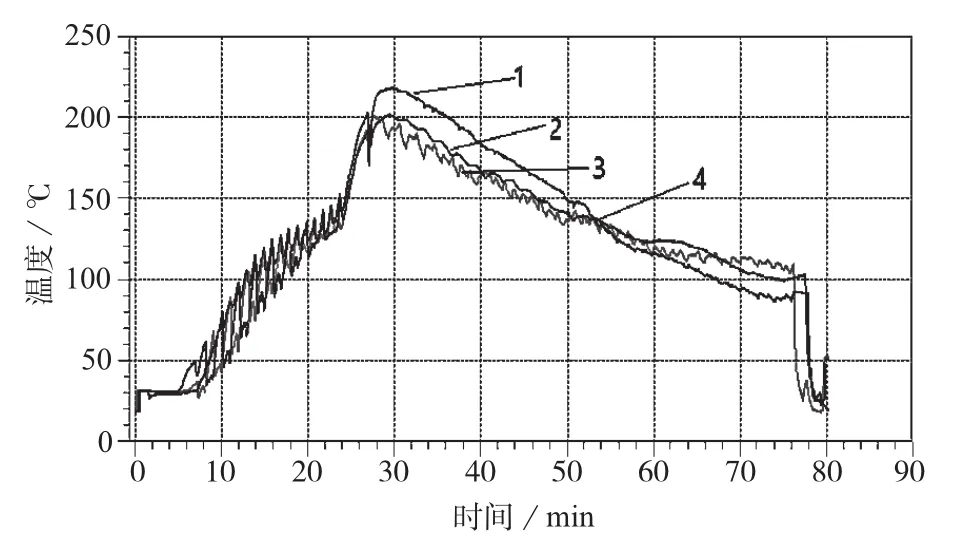
图4 工艺3下皮划艇不同部位的模内温度测量曲线图
3 结论
(1)壁厚不均、壁内存在大量气孔和模内温度不均是造成PE-HD滚塑皮划艇变形的主要因素,首先应通过增加预热程序以及延长摇摆停留时间来提高壁厚的均匀度,然后通过预热和提升加热温度来调节模内温度,从而达到消除壁内气孔的目的。
(2)应充分考虑冷却过程的控制,在冷却过程中,由于模内温度不均匀,产品不同部位的温度存在较大差异,是产生变形的主要因素。保持温度均一下降,是缓解变形的控制要点,在这一过程中,不能采用可能扩大温差的手段,如全面强制风冷、水冷等,而应根据模具外部的实际温度情况,采用局部风冷、局部再次加热等手段。
[1] 严淑芬.滚塑制品用高性能LLDPE[J].现代塑料加工应用,2014,26(1):51. Yan ShuFen. High performance LLDPE used for rotational molding products[J]. Modern Plastics Processing and Applications,2014,26(1):51.
[2] 陈学连.功能型滚塑用聚乙烯材料的研究进展[J].中国塑料,2015,29(12):8-13. Chen Xuelian. Research in progress in functional polyethylene rotational molding[J]. China Plastics,2015,29(12):8-13.
[3] 温原,国朝聘,郭强,等.滚塑级PE-LLD和化学溶液的相容性测试[J].工程塑料应用,2014,42(11):85-88. Wen Yuan,Guo Chaopin,Guo Qiang,et al. Compatibility test of rotomolding grade PE-LLD and chemical solutions[J]. Engineering Plastics Application,2014,42(11):85-88.
[4] 陈枫.聚乙烯滚塑专用料的现状及发展[J].现代塑料加工应用,2009,21(1):60-63. Chen Feng. Present situation and development of polyethylene rotational special resin[J]. Modern Plastics Processing and Applications,2009,21(1):60-63.
[5] 徐洪波,许迎军,何杰,等.塑料滚塑制品缺陷分析及解决方案[J].工程塑料应用,2007,35(10):40-44. Xu Hongbo,Xu Yingjun,He Jie,et al. Investigation and solution of defects on plastic products by rotational molding processing[J]. Engineering Plastics Application,2007,35(10):40-44.
[6] 孙筱.滚塑成型的关键技术[J].模具技术,2012(6):31-33. Sun Xiao. Key technology of rotational molding[J]. Die and Mould Technology,2012(6):31-33.
[7] 蒋晨,丁玉梅,谢鹏程,等.大型汽车水箱滚塑成型的变形分析[J].塑料,2013,42(3):83-85. Jiang Chen,Ding Yumei,Xie Pengcheng,et al. Deformation analysis of rotational molding large-scale automotive radiator grille[J]. Plastics,2013,42(3):83-85.
[8] 李实,张立光,陈耀灵,等.一种新型滚塑用塑料EPA的研究报告[J].广东化工,2013,40(20):101-102. Li Shi,Zhang Liguang,Chen Yaoling,et al. Research report on a new kind of rotational moulding plastic EPA[J]. Guangdong Chemical Industry,2013,40(20):101-102.
[9] 裴小静,张超,刘少成,等.助剂对滚塑专用茂金属聚乙烯树脂MPE6性能的影响[J].合成树脂及塑料,2014,31(6):11-14. Pei Xiaojing,Zhang Chao,Liu Shaocheng,et al. Effects of additives on properties of special metallocene polyethylene resin MPE6 for rotational molding[J]. China Synthetic Resin and Plastics,2014,31(6):11-14.
[10] 吕红萍.整体成型电动汽车车身轻量化技术研究[D].杭州:浙江工业大学,2013. Lyu HongPing. Research on integral forming of lightweight electric vehicle car body technology[D]. Hangzhou:Zhejiang University of Technology,2013.
Solution on Deformation of High Density Polyethylene Kayak/Canoe Prepared by Rotational Molding
Wen Yuan1, Chen Guowei2, Du Zhangwai2, Lu Guofeng2, Deng Zhengyong1, Chen Haiyin1
(1. Zhejiang Rotoun Plastic Technology Co. Ltd., Ningbo 315323, China; 2. Hangzhou Winner Kayak Manufacturing Co. Ltd., Hangzhou 311227, China)
According to the deformation problems of high density polyethylene kayak/canoe product prepared by rotational molding,the rotational molding process of the product was studied,it is found that the bad evenness of the product wall thickness,a large number of pores in the product wall and the nonuniform temperature in mould are the key factors which cause the product deformation. Firstly,the evenness of the wall thickness is improved through adding the preheating procedure and extending the swing residence time. Then,the temperature in mould is adjusted by preheating and improving the heating chamber temperature for achieving the purpose of eliminating the pores in wall. Lastly,the temperature in mould is balanced further with using natural cooling and heating once more in the cooling stage etc.. Through the adjustment and improvement of the rotational molding process mentioned above,the deformation problems of kayak/canoe were solved finally and the qualified kayak/canoe products were gained.
rotational molding;high density polyethylene;kayak/canoe;deformation;technology
TQ325.1
A
1001-3539(2016)08-0065-04
10.3969/j.issn.1001-3539.2016.08.014
联系人:温原,高级工程师,主要从事滚塑专用料的研究
2016-05-24
