基于W inCC的装配机械手监控设计
2016-09-10王守峰
王守峰
(桂林理工大学南宁分校,广西南宁530001)
基于W inCC的装配机械手监控设计
王守峰
(桂林理工大学南宁分校,广西南宁530001)
介绍了一种装配流水线上机械手控制系统,系统采用西门子PLC-200作为控制器,并由W inCC组态软件来设计监控界面,以实时对机械手进行监测和控制。
W inCC;PLC-200;PC Access;控制
机械手是一种能够模仿人手及手臂动作的自动化操作装置,可以用来抓取、搬运工件或操作工具。它极大的提高了工作效率,降低了劳动成本和作业危险系数,是工业生产自动化中必不可少的一种工具。本文采用了西门子PLC-200来控制装配流水线中使用的一种机械手,并利用WinCC组态软件设计监控界面,通过监控界面的使用,对机械手的操作过程进行监测和控制,实时了解其运行状态信息,为及时处理故障提供了可行性。
1 机械手控制过程
流水线装配区机械手的主要任务是将工件从传送带A点搬运到传送带B点。具体控制要求如下:按下启动按钮后,当光电开关检测到有工件时,传送带A停止工作,同时机械手下降;下降到一定位置(由限位开关控制)后机械手夹紧工件,3 s后开始上升,期间保持夹紧状态;上升到位后右移,右移到位后下降,下降到位后机械手松开,3s后机械手上升。上升到位后,传送带B开始运行,同时机械手左移,左移到位后,传送带B停止运行,此时机械手恢复到原位,当光电开关再次检测到工件时,传送带A才停止工作,以此往复进行周期性循环。为保证机械手动作精准,在机械手上需要加限位开关,依次为上升限位开关、下降限位开关、右移限位开关和左移限位开关,机械手到达指定位置后发出信号,以控制机械手的动作[1]。
2 系统设计
2.1硬件设计
可编程控制器PLC是专为在工业环境中应用而设计的,是一种数字运算操作系统,具有很强的抗干扰能力和可靠性,广泛应用到工业加工控制领域。为满足机械手控制要求,系统采用西门子S7-200系列中的CPU 224 CN,该型号集成14输入/10输出共24个数字量I/O点,具有1个RS485通讯/编程口,支持PPI通讯协议、MPI通讯协议和自由方式通讯。在本系统中采用PC/PPI(USB)通信编程电缆将PLC和计算机进行连接,软件编程采用STEP7-Mincro/WIN32,按照要求配置硬件和软件,确保PLC和PC能够正常通信。上位机监控采用WinCC进行组态设计,WinCC是西门子在自动化领域中的先进技术和Microsoft的强大功能相结合的产物[2]。它集成了SCADA、组态、脚本(Script)语言和OPC等先进技术,为用户提供了Windows操作系统环境下使用各种通用软件的功能,也为操作者提供了图文并茂、形象直观的操作环境,不仅缩短了软件设计周期,而且提高了工作效率。由于WinCC内部没有PPI驱动,不能直接与S7-200进行通信,但是WinCC有OPC服务器或客户端的驱动,通过OPC可以实现PLC和WinCC之间的数据交换[3]。
西门子推出的PC Access软件是专门用于S7-200 PLC的OPC服务器(Server)软件,可以与任何标准的OPC客户端(Client)通信并提供数据信息。PC Access软件自带OPC客户机测试端,用户可以方便的检测其项目的通信质量及配置的正确性[4]。PC Access可与Micro/WIN共享通信路径,因此凡是Micro/WIN能够访问的通信方式,PC Access都支持。故当PC连通PLC之后无需额外接线,在安装PC Access之后,为了和PLC进行接通,在设置通信路径时(Set PG/PC Interface),只需要设置Micro/WIN的路径,如图1所示。

图1 PC Access设置PG/PC接口
2.2软件设计
根据机械手控制过程的要求,PLC-200的I/O分配表如表1所示。
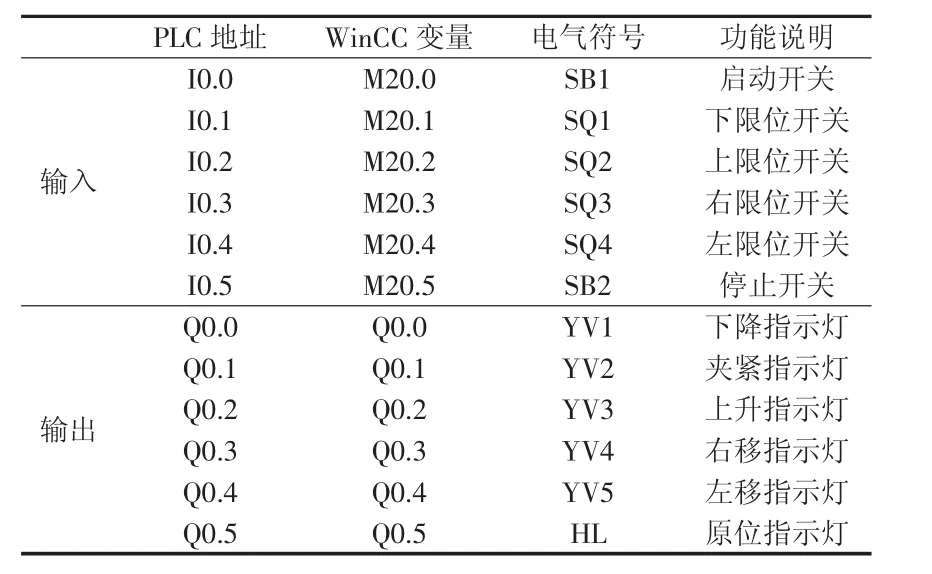
表1 PLC I/O分配表
为了在WinCC监控界面控制实际开关,应将PLC的输入点设为中间继电器M,故系统分别采用了M20.0~5对PLC的输入地址进行重新定义,作为WinCC的外部变量来控制开关动作。WinCC读取PLC变量时,可以借助PC Access快速输入,即将S7-200项目中的变量导入PC Access.所以在建立PLC项目时,要首先建变量符号表。
打开PC Access软件,在文件选项中选择输入符号,找到要导入的PLC项目,系统会自动加载符号表中的变量。为了WinCC读取PLC的变量,需要再将表中的输入地址改成I/O分配表中WinCC定义的变量。将所创建好的变量全部拖拽到PC Access集成客户测试端,点击测试客户机状态按钮。当质量为“好”时,表示通信成功。
WinCC组态项目时,首先建立一个单用户项目,并设置计算机的属性。然后在变量管理中添加OPC驱动,右键OPC驱动程序,选择“系统参数”,在OPC条目管理器中找到“S7200.OPCServer”,并将其中的变量全部添加到WinCC项目中。
最后设计监控界面,新建一个画面,将PLC定义的外部变量和画面中的对象进行组态链接。组态完成之后,运行项目,当按下启动开关之后,对应的启动指示灯点亮,同时在图中还定义了原位、上升、下降、左移、右移和夹紧指示灯,以方便观察机械手的运行状态,当光电开关检测到有效信号时,机械手下降抓取工件,并上升。此时夹紧指示灯和上升指示灯也点亮,如图2所示。
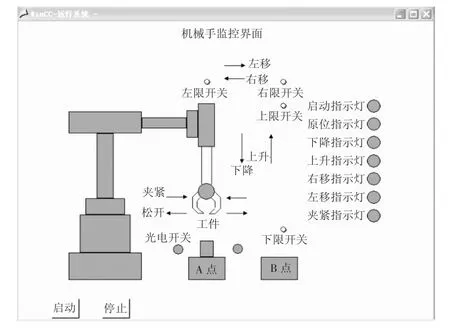
图2 WinCC机械手监控界面
3 结束语
WinCC和PLC可以实时进行数据的交换,通过上位机监控界面,操作员可以远程控制和监视机械手的运行状况,为生产带来了便利,同时也能够及时的进行故障的处理,大大提高了系统的自动化程度。
[1]田淑珍.S7-200 PLC原理及应用[M].北京:机械工业出版社,2014.
[2]郑长山.基于PLC和WinCC的机械手监控系统设计[J].重庆电力高等专科学校学报,2013,18(05):35-39.
[3]崔琦.S7-200 PLC与WINCC监控的通信研究[J].洛阳理工学院学报,2010,20(04):35-38.
[4]Edition.PC Access快速入门[EB/OL].https://support.industry. siemens.com/cs/document/80922996/pc-access%E5%BF% AB%E9%80%9F%E5%85%A5%E9%97%A8?dti=0&lc= zh-CN.2010.
The Design of Assembly Manipulator ControlSystem based on W inCC
WANG Shou-feng
(Nanning Branch,Guilin University of Technology,Nanning Guangxi 530001,China)
This paper introduces an assembly line manipulator control system.The system uses the SIEMENS PLC-200 as the controller,and the monitoring interface is designed by WinCC configuration software in order to monitor and control the robot in real time.
WinCC;PLC-200;PC access;control
TP241.2
B
1672-545X(2016)05-0234-02
2016-02-13
王守峰(1984-),男,山东菏泽人,助教,研究生,研究方向为计算机控制技术。