1 000 MW汽轮机中压主汽门和中压调门螺栓断裂原因分析
2016-09-09张守文余化文汤少辉李培宇
张守文,余化文,熊 伟,雷 鹏,汤少辉,李培宇
(华能玉环电厂,浙江 玉环 317604)
1 000 MW汽轮机中压主汽门和中压调门螺栓断裂原因分析
张守文,余化文,熊伟,雷鹏,汤少辉,李培宇
(华能玉环电厂,浙江 玉环317604)
汽轮机中压主汽门和中压调门阀盖螺栓断裂严重威胁机组安全运行。针对1 000 MW超超临界百万汽轮机中压主汽门和中压调门螺栓断裂问题,从宏观检查、化学成分分析、金相检验和紧固工艺等方面,对华能玉环电厂#4机组中压主汽门和中压调门螺栓断裂进行了分析,并提出了相关的解决办法和应对措施,有效地预防了汽轮机中压主汽门和中压调门螺栓大面积断裂的可能,为机组的安全稳定运行保驾护航。
1 000 MW;超超临界;汽轮机;中压主汽门;中压调门;螺栓断裂;原因分析
华能玉环电厂是国内首台建设百万千瓦超超临界机组,装机容量4×1 000 MW,汽轮机由上汽——西门子联合设计制造的一次中间再热、单轴、四缸四排汽、双背压、凝汽式汽轮机,型号为N1000-26.25/600/600,锅炉由哈尔滨锅炉厂有限责任公司设计的超超临界变压运行直流锅炉,型号为HG-2953/27.46-YM1,主要运行方式为纯滑压运行。
汽轮机额定工况下中压主汽门前温度600℃,压力5.443 MPa。汽轮机中压主汽门垂直安装,中压调门水平安装。一个中压主汽门和一个中压调门为一个阀组,两个中压汽门阀组对称布置在汽轮机中压缸两侧。汽轮机正常运行时,中压主汽门及中压调门维持全开。中压主汽门和中压调门均非自密封结构,阀门端盖的密封是通过螺栓紧固力来保证汽门端盖密封[1]。
1 螺栓断裂原因分析
2015年5月华能玉环电厂4号汽轮机中压主汽门和中压调门解体检修时发现螺栓有断裂情况。
1.1汽门螺栓缺陷情况
汽轮机中压主汽门螺栓材质为Alloy783,规格为M90×6×385 mm,单侧汽门阀盖螺栓在装数量为24套。中压调门螺栓材质为Alloy783,规格为M72×6×330 mm,单侧汽门阀盖螺栓在装数量为20套。
A侧中压主汽门螺栓A1~A24,宏观检查未发现缺陷或异常,超声检测未发现缺陷反射信号。B侧中压主汽门螺栓B1~B24,编号为B19的1根螺栓存在缺陷反射信号。其他螺栓宏观检查未发现缺陷或异常,超声检测未发现缺陷反射信号。
A侧中压调门螺栓A1~A20,宏观和超声检测发现A1、A4、A5、A12、A13、A14、A15、A17、A20螺栓头或根部螺纹共有9根断裂或者开裂。B侧中压调门螺栓B1~B20,共计20根,宏观和超声检测B12、B13、B14、B15、B16、B18螺栓头部或根部螺纹处共有6根螺栓断裂。
1.2螺栓断裂宏观形貌
图2螺栓断口颜色相对暗灰,无明显塑性变形,呈现出疲劳断裂的性质,疲劳源为沿内壁多处,隐约可见贝壳纹,瞬断区为沿贝壳纹方向(如图2中箭头所示),断口呈脆性断裂与疲劳断裂混合特征。

图1 螺栓断裂宏观形貌
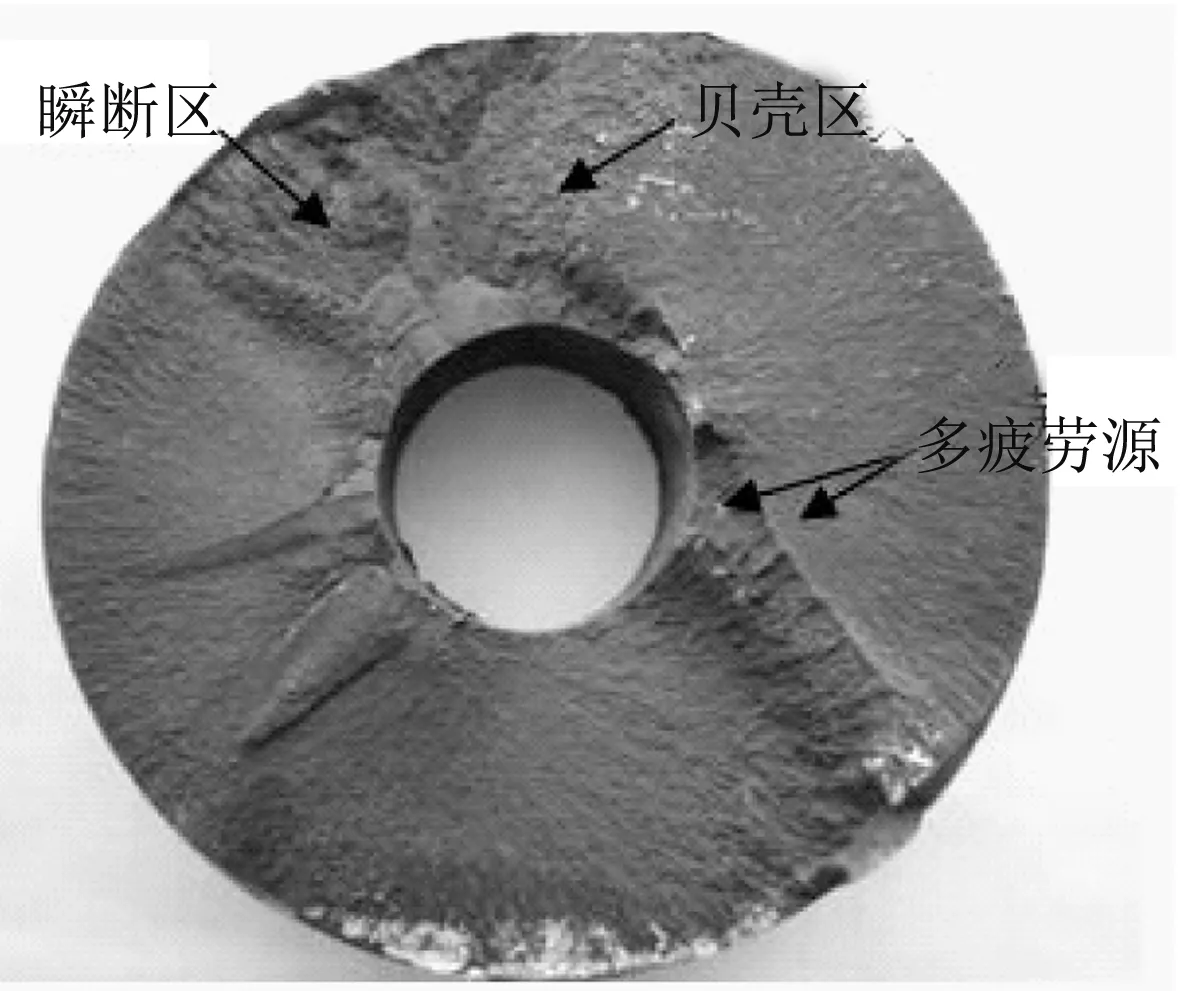
图2 螺栓断口宏观形貌
电烧蚀坑放大形貌如图3所示,螺栓电烧蚀宏观形貌如图5所示。通过图3和图4可见,螺纹下方的烧蚀处呈小坑状且烧蚀坑较深,烧损面积不大,金属液体飞溅严重,出现“卷边”的形貌特征。烧蚀坑边缘,有烧蚀坑尖端处存在微裂纹存在,呈放射状向螺栓上部蔓延。

图3 电烧蚀坑放大形貌
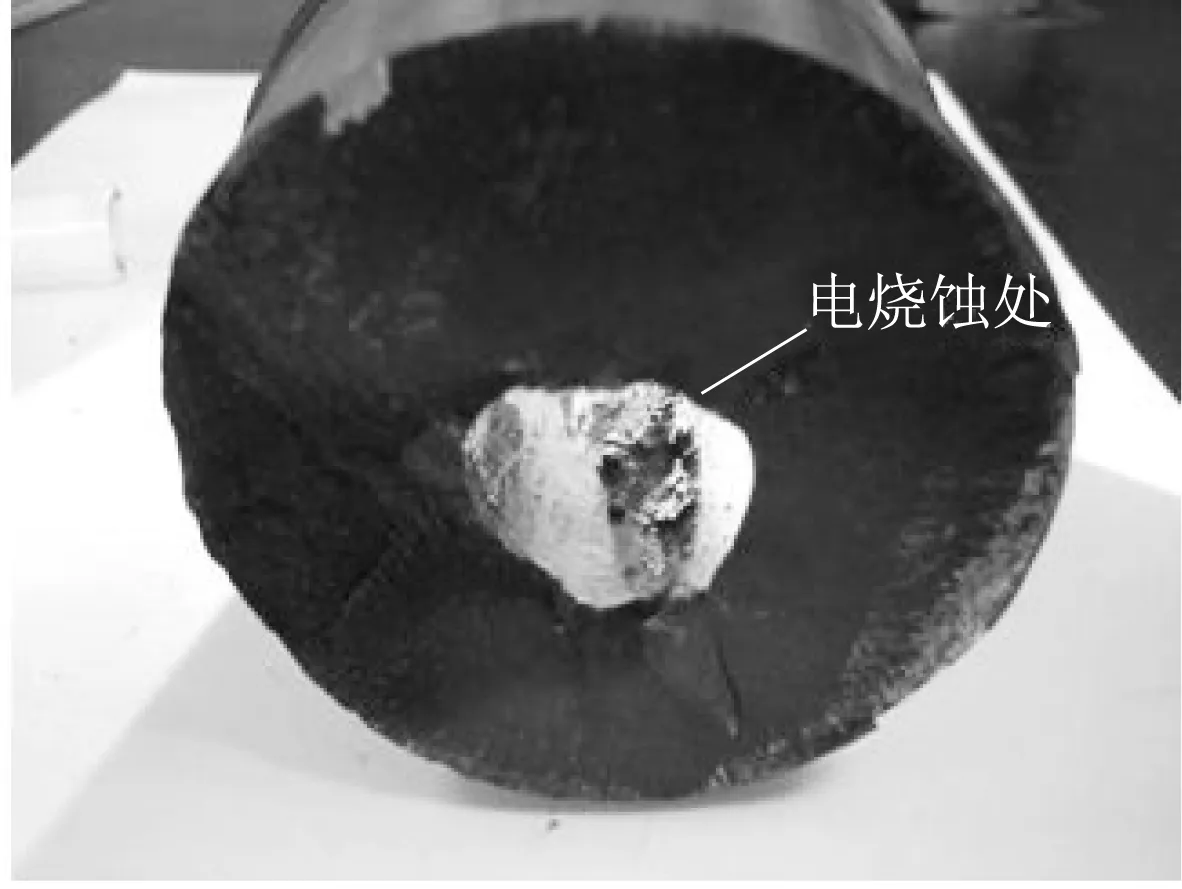
图4 螺栓电烧蚀宏观形貌
1.3汽门螺栓化学成分
华能玉环电厂1、2号机组汽轮机中主汽门、调门螺栓为原装进口,3、4号机组螺栓为国产螺栓。经现场光谱复查,机组断裂螺栓光谱均符合制造厂材料技术要求(见表1)。表1中,单位是质量百分比。

表1 螺栓材料化学成分
1.4汽门螺栓硬度测量
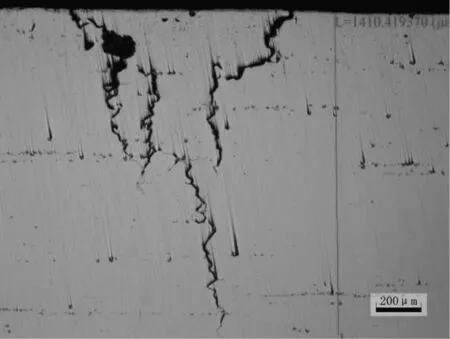
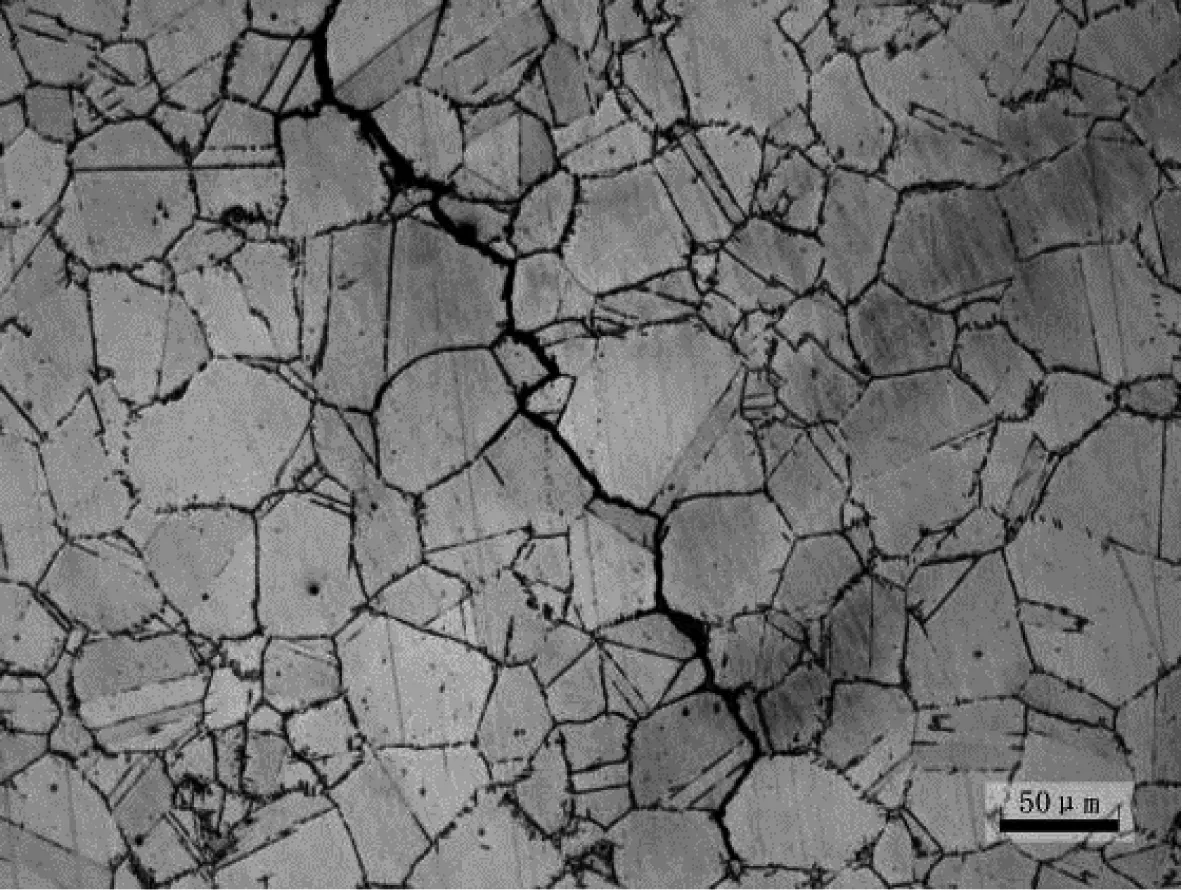
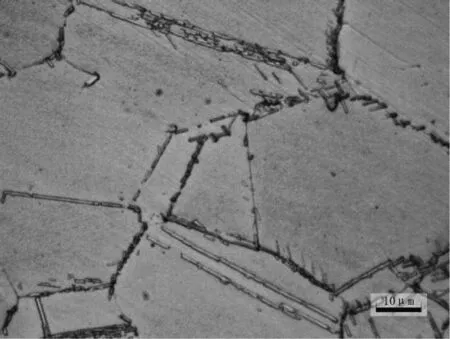
制造厂给出的Alloy783螺栓硬度合格范围为:27 表2 A侧中压主汽门螺栓硬度测量结果 表3 B侧中压主汽门螺栓硬度测量结果 表4 A侧中压调门螺栓硬度测量结果 表5 B侧中压调门螺栓硬度测量结果 1.5汽门螺栓金相组织 沿螺栓烧蚀处横截面取样进行金相组织观察,如图5、图6、图7所示。图5明显可见裂纹沿螺栓内壁烧蚀处向外壁扩展。采用王水腐蚀后,可见螺栓为奥氏体组织,晶粒没有发生明显的塑性变形,同时发现两根螺栓均存在沿晶裂纹,贯穿整个视场(见图6)。在更高倍数下观察晶界,印证了裂纹走向为沿晶,局部裂纹呈龟裂状,还可见在奥氏体基体上有鸠灰色棒状碳化物析出,特别是三叉晶界上此类棒状碳化物富集较为严重,晶内则分布着点状析出物(见图7)。 图5 螺栓裂纹(未腐蚀) 图6 螺栓金相组织 图7 螺栓晶界析出 2014年2月,玉环电厂第一次发现2号机组中压主汽门Alloy783螺栓断裂1根,运行近8年。2015年5月,玉环电厂4号机组Alloy783螺栓检查发现有大量断裂,运行近8年。2015年6月,玉环1号机组Alloy783螺栓检查发现有大量断裂,运行近9年。 螺栓断裂产生原因有以下几种情况:(1)螺栓安装预紧力过大,导致螺栓提前失效;(2)材料Alloy783生产工艺较为复杂,需要多次热处理,生产制作厂可能存在工艺不到位情况;(3)汽机启、停过程中螺栓承受较大应力,当螺栓剩余承载面积不足以抵抗应力时螺栓发生断裂;(4)螺栓热紧时电加热棒破损,击穿空气介质后烧蚀螺栓内壁,形成烧蚀坑,烧蚀坑诱发了裂纹的萌生及扩展。在高温、高应力状态、高震动频率的工作环境下,造成螺栓缺口敏感脆性和疲劳综合作用引起的沿晶脆晶断裂。 (1) 严格按照制造厂新提供的螺栓紧固方案执行。在测量方法上要求以热紧时参考弧长,即螺栓按规定力矩冷紧后进行加热,螺栓紧过的弧度不能超过伸长量折算后的弧度(伸长0.1 mm约转过9°)。为使测量更加准确,制造厂对新螺栓测量孔底部进行了改进,由原来的锥形更改为平面底,最大程度上减少了测量误差。中压主汽门端盖螺栓伸长量降低至0.29~0.34 mm,中压调门端盖螺栓伸长量降低至0.24~0.29 mm,并明确要求螺栓热紧时加热棒温度不超过700℃。 (2) 制定汽门螺栓检查滚动计划,对于检查发现存在硬度超标的螺栓或者存在缺陷的螺栓采取更换处理,并做好详细检测、更换台账,以备追溯分析。 (3) 建议螺栓热紧时采用涡流感应加热器加热,如仍使用电加热棒加热,则应每过一段时间对电加热棒进行一次全面的检查,防止加热棒在使用过程中爆裂。 随着国内1 000 MW机组运行年限的增多,热力系统承压部件和螺栓断裂失效的事件会越来越多,如果能及时有效的对失效部位进行细致、认真的检查和分析,并制定有效的措施进行预防,可有效的防止不安全事件的发生,以确保机组长周期安全稳定运行。 [1]郭建亭.高温合金材料学(上册)[M].北京:科学出版社,2008. (本文编辑:赵艳粉) Bolt Fracture Cause Analysis for MV Main Throttle Valve and Control Valve of 1000 MW Steam Turbine ZHANG Shou-wen, YU Hua-wen, XIONG Wei, LEI Peng, TANG Shao-hui, LI Pei-yu (Huaneng Yuhuan Power Plant, Yuhuan, 317604, China) The bolt fracture of steam turbine MV main throttle valve and control valve poses a serious threat to the safe operation of the unit. For this problem in 1 000 MW ultra-supercritical turbines, this paper analyzes this bolt fracture problem of No. 2 Unit in Huaneng Yuhuan Power Plant from the perspective of macroscopic inspection, chemical composition analysis, metallographic examination and fastening technology, etc., and puts forward some relevant solutions and measures. This research can effectively prevent the large-scale bolt fracture of steam turbine MV main throttle valve and control valve, and protect the safe and stable operation of the unit. 1000 MW;ultra-supercritical; steam turbine; MV main throttle valve; MV control valve; bolt fracture; cause analysis 10.11973/dlyny201604016 张守文(1982),男,工程师,汽机点检,从事电厂汽机工作。 TK263.5 A 2095-1256(2016)04-0483-04 2016-03-17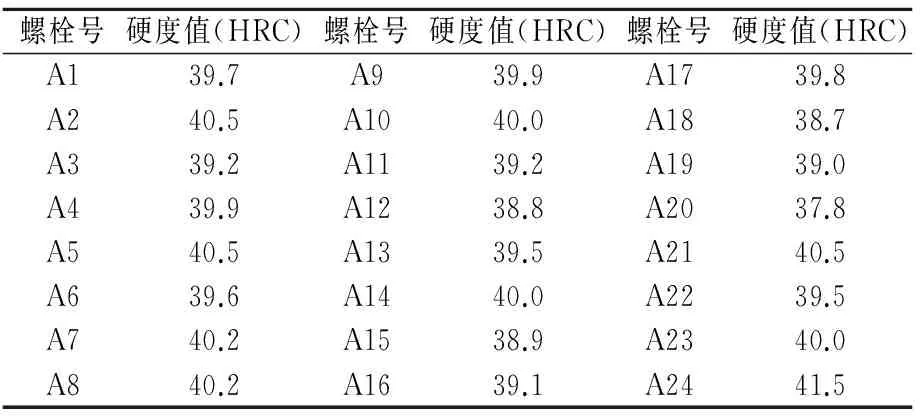



2 螺栓断裂原因分析
3 解决办法及对应措施
4 结语