滤棒成型参数优化及分切前后的压降变化规律研究
2016-09-08王强春徐俊延张适洲
罗 军,王强春,徐俊延,张适洲,宋 豪*
(1.贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700;2.贵州中烟工业有限责任公司技术中心,贵州贵阳 550000)
滤棒成型参数优化及分切前后的压降变化规律研究
罗 军1,王强春1,徐俊延1,张适洲2,宋 豪1*
(1.贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700;2.贵州中烟工业有限责任公司技术中心,贵州贵阳 550000)
[目的]优化KDF-2滤棒成型机加工工艺参数,提高滤棒成型质量的稳定性。[方法]以对滤棒加工质量有重要影响的工艺参数:辊速比、辊压力、喷嘴空气压力、增塑剂施加量为试验因子,采用4因素3水平正交试验,并对滤棒分切前后的压降变化进行了研究。[结果] 滤棒成型的最佳工艺参数组合为:增塑剂施加量9%、喷嘴空气压力0.40 MPa、辊速比1∶1.28、辊压力0.20、0.20、0.050 MPa,对滤棒质量影响最大的指标为增塑剂施加量。 将滤棒分切至目标长度后,切前压降比切后4支短支总和平均低44 Pa,并且切后4支滤嘴压降差异较大,极差平均为80 Pa。 [结论]研究可为优化滤棒成型工艺参数、提高滤棒质量提供参考。
卷烟;滤棒;参数优化;滤棒分切;压降
随着烟草行业对降焦、控焦重要性的认识不断加深,对卷烟辅料特别是滤棒的研究也不断深入,其中对丝束原料[1-2]、滤棒添加剂[3]、复合滤棒[4-5]的研究较多。此外,对滤棒成型加工工艺参数及其对滤棒质量指标的影响和围绕提高滤棒质量及降低原辅料的使用方面,国内外卷烟企业也进行了大量的理论和应用研究[6-14]。影响滤棒成型质量稳定性的因素很多,除丝束、成型纸等材料外,成型过程中的辊速比、辊压力、空气喷嘴压力、稳定辊压力、增塑剂施加量和设备运行速度等工艺参数是影响滤棒质量稳定性的主要因素[11]。KDF-2滤棒成型机是目前国内较为普及的滤棒成型设备,为提高滤棒质量稳定性,笔者选取辊速比、辊压力、喷嘴空气压力、增塑剂施加量等参数对KDF-2型滤棒成型进行了正交试验,并对滤棒分切到目标长度前后压降的变化规律进行了初步研究分析,旨在为提高滤棒成型质量稳定性及滤棒的使用提供一定的参考。
1 材料与方法
1.1材料3.0Y/35000醋纤丝束;KDF-2型滤棒成型机组,沈阳飞机制造公司;DT综合测试台,美国BORGWALDT KC公司;QTM-7硬度仪,英国FILTRONA公司。
1.2方法运用正交试验的方法,将对滤棒加工质量有重要影响的工艺参数辊速比、辊压力、喷嘴空气压力、增塑剂施加量设置为试验因子,每个因子确定3个水平,根据正交试验设计原理,在不考虑交互作用的前提下,设计4因素3水平正交试验方案L9(34)[15],正交试验因素水平设计见表1。每次试验按方案进行参数调整,待设备正常运行15 min后,每隔5 min取样1次,共3次,每次取样200支,在环境温度(22±2)℃,相对湿度(60±5)%的实验室放置30 min后,用综合测试台测定滤棒单重、长度 、圆周、圆度、压降,用硬度仪检测硬度,并运用综合平衡法评分,每组样品测定30支,平行测试3次。通过数据分析,找出3.0Y/35000醋纤丝束在KDF-2滤棒成型机上生产的最佳工艺参数组合,并按照优选出的最佳工艺参数组合进行验证试验。
表1滤棒加工质量正交试验因素水平设计
Table 1Design of factors and levels of orthogonal test on filter rod processing quality
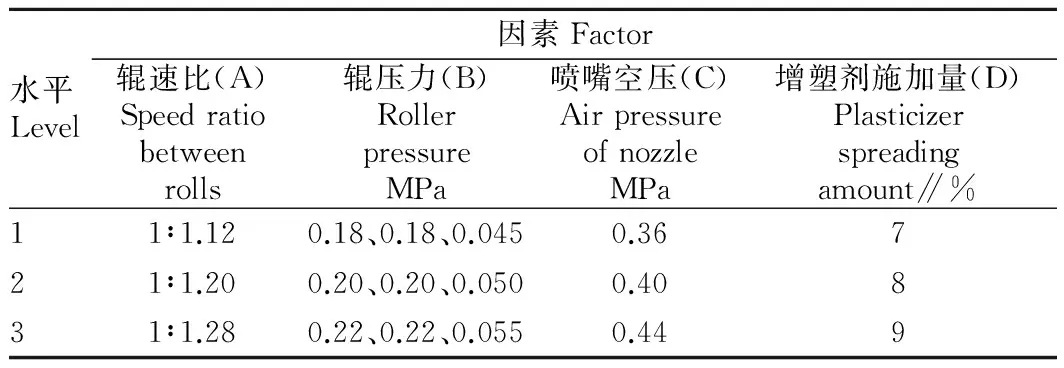
水平Level因素Factor辊速比(A)Speedratiobetweenrolls辊压力(B)RollerpressureMPa喷嘴空压(C)AirpressureofnozzleMPa增塑剂施加量(D)Plasticizerspreadingamount∥%11∶1.120.18、0.18、0.0450.36721∶1.200.20、0.20、0.0500.40831∶1.280.22、0.22、0.0550.449
正交试验评价指标“滤棒得分”,采用综合平衡法,对滤棒压降、硬度、圆周、长度、圆度等指标的测量结果的偏差和标准偏差进行评分,总分为100分,长度指标只检不判,不参与研究评分,评分规则见表2。同时,将在最佳工艺参数条件下生产的滤棒(100 mm)在PROTOS70卷烟机上分切到目标长度(25 mm),分别测试分切前后滤棒的压降,分析分切到目标长度前后滤棒压降的变化规律。

表2 正交试验滤棒质量评价指标评分规则
2 结果与分析
2.1参数优化

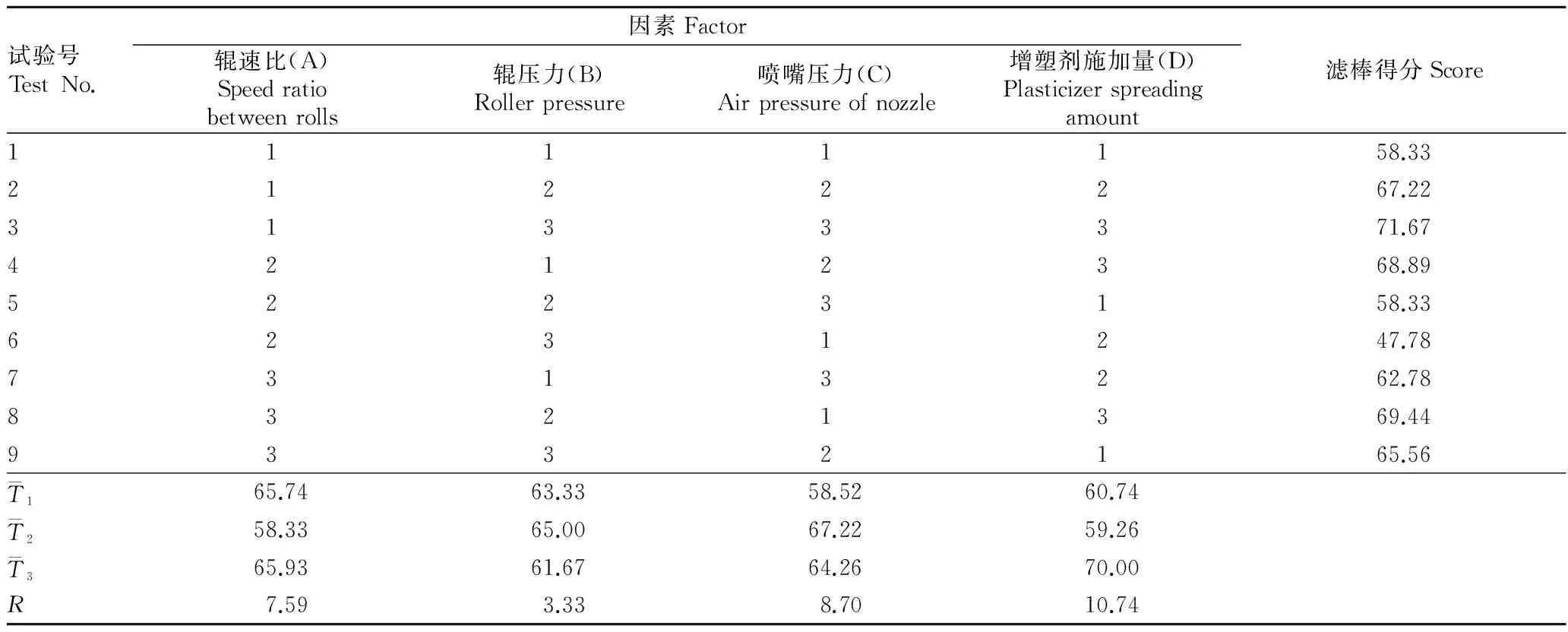
表3 滤棒加工质量正交试验结果
正交试验设计的极差分析精度较差,并没有定量地分析因素对试验的影响,并且不能区分因素各水平间对应的试验结果的差异究竟是由于因素水平不同引起的,还是由于试验误差引起的,无法估计试验误差的大小,因此需要进一步利用方差分析进行显著性检验。
由表3可知,辊压力(B)对滤棒得分影响最小,因此以辊压力作为误差项测定F值。通过方差分析得出,增塑剂的施加量对滤棒质量的影响达到显著水平,其他因素对滤棒质量的影响均不显著。
当试验指标不符从正态分布时,进行方差分析的依据就不充分,此时可以通过比较各个因素的“贡献率”(P)来衡量各因素作用的大小。由表4可知,因素D(增塑剂施加量)的贡献率最大,它的水平变化引起的数据波动在总的平方和中占了41.47%,其次是因素A(辊速比)和C(喷嘴空气压力),贡献率分别为21.31%和22.41%。
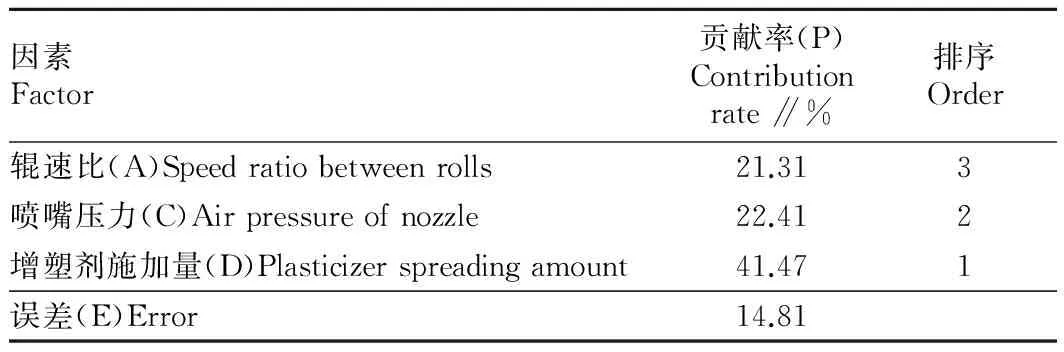
表4 各影响因素贡献率比较
2.1.2滤棒成型工艺参数优化验证试验。按照优选出的最佳工艺参数组合进行试验,随机取样3组样品,分别记为1#、2#、3#,每组30支,并对样品质量指标进行测试,按照试验评价指标进行评分。验证试验样品得分如表5所示。将表5数据与正交试验每次试验的滤棒质量综合得分(表3)进行对比可以看出,在优化后的工艺参数条件下制得的滤棒质量得分均大于正交试验的滤棒得分,并且分数均在80分以上,说明参数优化后滤棒质量较为稳定,同时验证了最优工艺参数组合的可靠性。
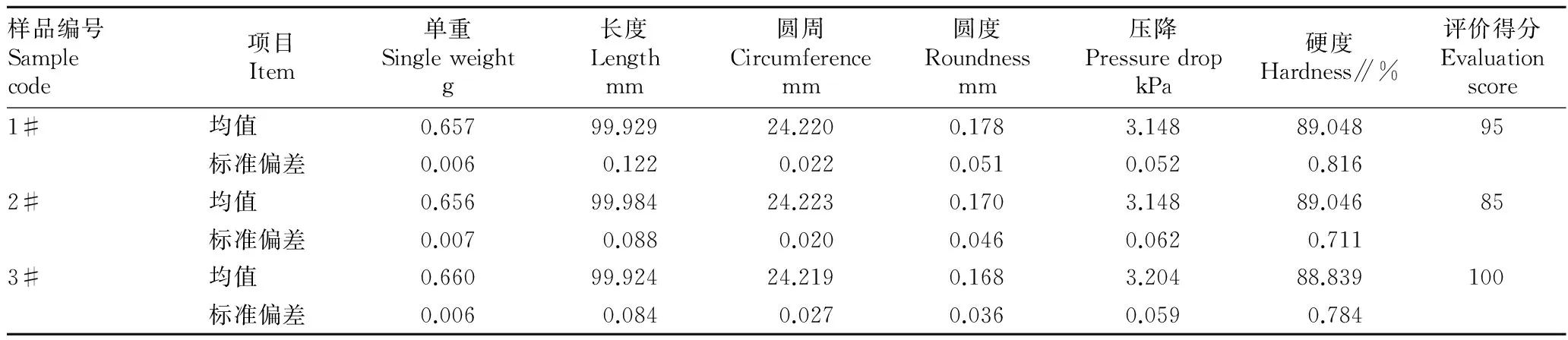
表5 验证试验数据分析
2.2滤棒分切到目标长度前后压降的变化规律分别对分切到目标长度前后的滤棒压降进行测试,结果如表6所示。通过对滤棒分切到目标长度前后压降的分析得出切后4支短支滤嘴压降总和接近切前滤棒压降,切前压降比切后4支短支总和平均低44 Pa,即滤棒实际分切均值均比理论分切均值大;并且切后4支滤嘴压降差异较大,极差平均为80 Pa。

表6 滤棒分切前后压降对比
3 结论与讨论
从该研究分析结果来看,在试验范围内,所研究4个影响因素对滤棒综合质量的影响大小依次为增塑剂施加量、辊速比、喷嘴空气压力和辊压力,其中增塑剂施加量对滤棒综合质量有显著影响。通过对正交试验结果进行数据分析,找出了KDF-2型滤棒成型机使用3.0Y/35000醋纤丝束的较优工艺参数组合,即增塑剂施加量9%、喷嘴空气压力0.40 MPa、选择辊速比1∶1.28、辊压力0.20、0.20、0.050 MPa,在该工艺条件下的滤棒综合质量较好且稳定性较高。该部分结果与常纪恒等研究结果不尽相同[8-14],这可能与试验所用的丝束规格、增塑剂固化效率及评价方法等的不完全相同所致,各加工单位应立足本厂实际进行分析及设置,以达到切实有效提高滤棒加工质量的目的。
另外,通过对分切滤棒到目标长度后的压降变化规律的研究可知,滤棒实际分切均值均比理论分切均值大,并且切后4支滤嘴压降差异较大,极差平均为80 Pa,这容易使整支卷烟压降产生较大波动,从而使烟支吸阻超标,影响卷烟内在品质。分切滤棒后压降产生差异的原因还不明确,亦无公开发表的相关研究,将进一步对该项内容进行深入研究分析,找出影响滤棒在分切后压降差异的原因,并进一步对提高分切后滤棒压降稳定性的控制方法进行探索研究,以准确指导生产,稳定卷烟质量,达到精益生产的目标要求。
[1] 赵乐,邓永,谢复炜,等.醋纤和丙纤滤嘴对烟气挥发性、半挥发性成分释放量的影响[J].烟草科技,2010(5):42-45.
[2] 盛培秀,王月江,黄小雷,等.含有醋酸纤维素的纤维纸及滤棒的开发与性能研究[J].烟草科技,2014(1):5-11.
[3] 兰中于,张峻松,彭忠,等.醋纤滤嘴中添加丙二醇对卷烟品质的影响及应用研究[J].轻工科技,2013(6):147-148.
[4] 王建民,王晓斌,苏东赢,等.沟槽滤嘴对卷烟感官品质及风格的影响[J].烟草科技,2015(7):70-74.
[5] 贾伟萍,常纪恒,王宏生.活性炭孔结构对卷烟烟气过滤效率的影响[J].当代化工,2010,39(5):596-599.
[6] 徐晔,盛培秀,常建勇.环境湿度计滤棒成型工艺参数对醋纤丝束飞花量的影响[J].烟草科技,2011(2):5-8.
[7] 黄晓飞,刘会杰,莫自柳,等.KDF2滤棒成型机组开松速比对吸阻的影响[J].河南科技,2012(17):77.
[8] 常纪恒,赵荣,余振华,等.滤棒成型工艺参数与质量稳定性的关系[J].烟草科技,2007(1):5-9.
[9] 魏步建,李清华,常纪恒,等.滤棒成型工艺参数优化研究[J].烟草科技,2007(10):14-17.
[10] 赵红霞.KDF2成型机设备参数对滤棒质量的影响[J].科技创新导报,2013(28):47-49.
[11] 邢建基.滤棒成型加工参数分析与优化[J].中国科技纵横,2013(4):98.
[12] 魏瑞广,张小杭,廖艳培.KDF2滤棒成型机设备参数研究[J].装备制造技术,2013(6):168-170.
[13] 徐培刚,李焕威,何艳明,等.KDF2滤棒成型的应用研究[J].广东化工,2014,41(15):70-71.
[14] 吴伟超.KDF2滤棒成型机加工参数的优化研究[J].轻工科技,2015(3):97-98.
[15] 刘文卿.实验设计[M].北京:清华大学出版社,2005:64-71.
Parameter Optimization in Filter Rod Making and the Change Law of Pressure Drop after Cutting
LUO Jun1, WANG Qiang-chun1, XU Jun-yan1, SONG Hao1*et al
(1. Bijie Cigarette Factory, China Tobacco Guizhou Industrial Co., Ltd., Bijie, Guizhou 551700; 2. Technology Center of China Tobacco Guizhou Industrial Co., Ltd., Guiyang,Guizhou 550000)
[Objective] To improve the quality stability of KDF-2 filter rod making, to optimize the process parameters of filter rod making. [Method] Using orthogonal experiment, the 4 key parameters were adopted, including speed ratio between rolls, roller pressure, air pressure and plasticizer spreading amount. L9(34) orthogonal test adopted. Changes of pressure drop after cutting were also discussed. [Result] The optimal technologies were 9% plasticizer spreading amount, 0.40 MPa air pressure of nozzle, 1∶1.28 speed ratio between rolls and (0.20, 0.20, 0.050 MPa) roller pressure. The most important factor was plasticizer spreading amount. When the filter rod was divided into four equal length sections, the total pressure drop of the filter rod was 44 Pa larger than before cutting on average, and the values of the divided filter rods pressure drop had a great difference and the mean range was 80 Pa. [Conclusion] This research provides references for the optimization of filter rod making parameters and the enhancement of filter rod quality stability.
Cigarette; Filter rod; Parameter optimization; Filter rod cutting; Pressure drop
罗军(1968- ),男,贵州毕节人,工程师,从事烟叶原料相关管理、卷烟加工技术研究。*通讯作者,助理工程师,硕士,从事卷烟工艺质量管控及研究。
2016-03-30
S 509.2
A
0517-6611(2016)20-101-04