机床主轴热误差的累积法建模研究*
2016-09-08周成一邱自学沈亚峰邵建新
袁 江,周成一,邱自学,沈亚峰, 邵建新
(南通大学 机械工程学院,江苏 南通 226019)
机床主轴热误差的累积法建模研究*
袁江,周成一,邱自学,沈亚峰, 邵建新
(南通大学 机械工程学院,江苏 南通226019)
为实现数控机床热误差的快速精确建模,提出一种基于累积法的机床热误差建模新方法。对一台立式加工中心,利用温度传感器与非接触式激光位移传感器同步测量主轴温度变化及热变形值,对获取的模型数据进行累积算子求和,构建累积矩阵及热误差正规方程来估计模型中的参数以实现热误差建模。利用该方法构建的热误差模型分别与最小二乘法(LS)、最小二乘支持向量机(LS-SVM)模型进行对比,结果表明:累积法的建模精度要高于最小二乘法,且建模时间比最小二乘支持向量机法要少。
累积法;主轴;热误差;建模
0 引言
随着机床制造水平的迅猛发展,温升引起的热误差已成为影响机床加工精度的主要问题[1-2]。由于机床热误差具有非线性、交互性和耦合性等特点,传统的基于最小二乘原理的建模方法虽建模简单,但模型鲁棒性差,难以实现数控机床热误差高精度补偿[3-4];近年来,国内外学者提出了神经网络、灰色理论、最小二乘支持向量机等多种热误差建模方法,但也存在一定的局限性,例如神经网络以及最小二乘支持向量机等建模方法虽可以将补偿精度提高数倍,但需大量的样本进行训练、建模复杂,且神经网络还易产生过学习或欠学习等问题;灰色理论预测等则对建模误差数据光滑性有严格要求,模型适应性不好[5-8],因此还需要寻求快速、高精度的建模方法。
累积法是1778年由意大利数学家马尔奇西提出,但直至我国曹定爱教授在1985年创造性地提出累积算子的各阶通式,才从本质上简化了累积法的计算,使其在工程投资预算、建筑材料参数估计、弹道测量数据处理等方面得到了广泛应用[9]。累积法最大的特点是不直接处理误差项,用有规可循的累积和来估计模型参数,具有简单、直观、便于计算机实现等突出优点。本文将其运用到机床热误差建模领域,并与最小二乘法和最小二乘支持向量机两种建模方法进行了对比分析。
1 累积法建模
1.1累积和

(1)
(2)
x2+x3)+…+[x1+(x1+x2)+(x1+x2+x3)+…+(x1+
(3)
…………
以此类推,对k≥1,样本的k阶累积和为:
(4)
其中定义:

1.2累积回归方程构建
设测试样本(Xj1,Xj2,…Xjn;Yj),j=1,2,…,m的回归模型为:
Yj=β0+β1Xj1+β2Xj2+…+βnXjn
(5)
根据累积样本数据对该模型进行累积算子求和得:
(6)
(7)

1.3参数估计
由样本的k阶累积和及累积广义均值将正规方程转换为矩阵形式:
(8)
若系数矩阵记为:
(9)
而由于
(10)
类似地,有
(11)
(12)

2 热误差实验建模及对比
2.1热误差实验
选取一台VMC1060数控机床为被测对象,经过前期研究,采用热敏区域黄金分割法对机床主轴测温点进行优化,并得出最佳测温区域为[54mm,84mm],考虑到传感器直径及现场布置,在此区域内布置两个测点,并将激光位移传感器安装于主轴端面轴中心延长线上,以监测主轴轴向热位移的变化[11]。
其中,温度传感器采集的温度信息通过无线发送器发送给接收器,接收器再将信号通过RS232-USB转接口传输给上位机,实现无线信号的采集与处理,避免了传统有线测试方法的布线难、维护困难等问题;而激光位移传感器则通过专用的控制器连接上位机,实现热位移信息的采集传输;上位机对温度传感器及激光位移传感器同步发送命令,并将接收的温度、热位移信息实时显示存储。

图1 累积法建模流程图
测试时,每隔3min采集一次各测点温度x和热位移y,共采集43组数据。现场测试及结果分别如图2、图3所示。
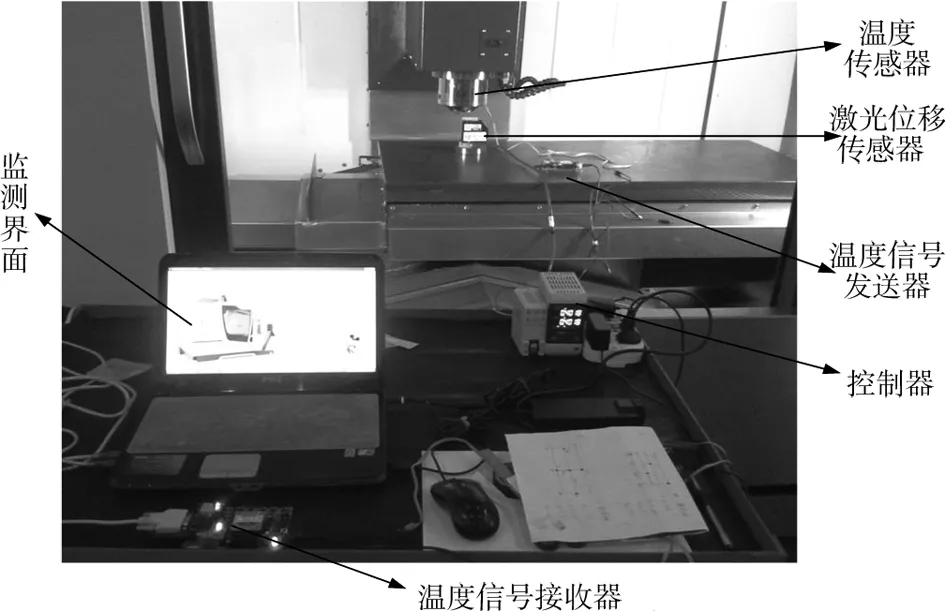
图2 现场测试图
2.2热误差建模
构建热误差回归模型之前需要确定累积矩阵阶数k和热误差样本容量m,由于本热误差实验选取两个热敏测点进行测试,即热误差方程的自变量为温度x1和温度x2,且各含有43组数据,因此有:

图3 热误差测试结果
根据累积法性质矩阵X(k)与X具有相同的秩,得ran(X(k))=ranX,所以取k=2+1=3,m=43。
然后,根据式(1)~式(4),对热误差样本的k阶累积和进行计算以构建出累积矩阵:

图4 累积法建模结果

2.3建模精度对比分析
国内外许多学者虽提出了诸如灰色理论、神经网络、最小二乘支持向量机等多种热误差建模方法,但最小二乘法凭借其建模简便、高效等优点,仍是用于回归分析的一种经典方法;而最小二乘支持向量机(LS-SVM)不仅保持了支持向量机建模精度高、稳健性好的优点,并且经过适当的变换简化了运算算法,降低了运算成本[13]。
本文分别采用累积法、最小二乘法(LS)和最小二乘支持向量机法(LS-SVM)对热误差测量数据进行回归方程预测,并对比分析。各模型预测值与实际值对比效果如图5所示,各模型预测残差如图6所示。此外,采用平均绝对百分比误差(MAPE)及总参差率作为模型精度评价指标,结果如表1所示。其中MAPE和总残差率计算公式分别为:
(13)

(14)


图5 各模型预测值与实际测量值对比效果

图6 各模型残差对比效果
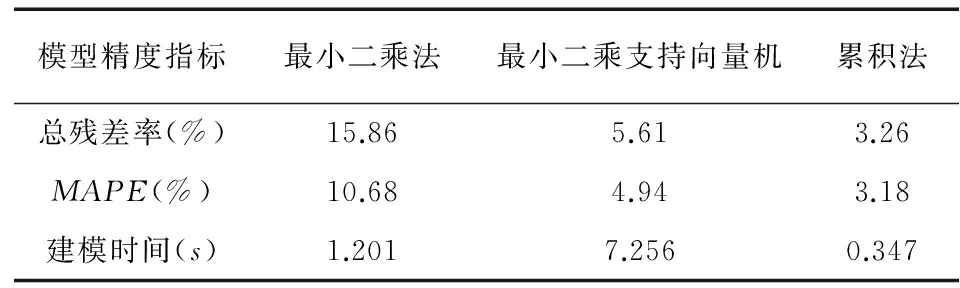
模型精度指标最小二乘法最小二乘支持向量机累积法总残差率(%)15.865.613.26MAPE(%)10.684.943.18建模时间(s)1.2017.2560.347
由上述结果可以看出,累积法与LS-SVM法的总残差率及总百分比误差指标相当,精度均高于最小二乘法,但LS-SVM模型构建时间远大于累积法。因此,累积法较传统LS法及LS-SVM法不仅建模精度高,而且建模时间大大减少,更适用于热误差建模及后续的补偿应用。
3 结论
为提高热误差模型预测能力,提出了一种基于累积法的机床热误差建模方法,其在不处理误差项的基础上快速进行模型参数估计,估计量具有无偏、线性、有效、唯一等特点;对VMC1060数控机床进行累积法热误差建模试验,取得了良好的预测效果,同时与LS、LS-SVM方法进行模型对比分析。结果表明,累积法模型总残差率及MAPE均在3%左右,建模时间低于0.5s,三项指标均优于后两种方法。
[1]MGebhardt,JMayr,NFurrer,etal.Highprecisiongrey-boxmodelforcompensationofthermalerrorsonfive-axismachines[J].CIRPAnnals-ManufacturingTechnology,2014,63(1):509-512.
[2] 赵昌龙,于淼.数控机床主轴热误差预测模型的修正[J].组合机床与自动化加工技术,2014(7):100-102.
[3] 张毅,杨建国. 基于灰色理论预处理的神经网络机床热误差建模[J].机械工程学报,2011,47(7):134-139.
[4] 刘杨,蒋庆,桑迎平.最小二乘支持向量机在动态称重系统中的应用[J].仪表技术与传感器,2013(12):170-172.
[5] 李永祥,童恒超,曹洪涛,等.数控机床热误差的时序分析法建模及其应用[J].四川大学学报(工程科学版),2006, 38(2):74-78.
[6] 阳红,向胜华,刘立新,等. 基于最优权系数组合建模的数机床热误差在线补偿[J].农业机械学报,2012,43 (5):216-220.
[7] 马岩,白雪峰,郝鑫,等.基于神经网络的划片机光栅传感器补偿方法[J]. 仪表技术与传感器,2013(6):121-127.
[8]ZHUWD,WANGZG,YAMAZAKIK.Machinetoolcomponenterrorextractionanderrorcompensationbyincorporatingstatisticalanalysis[J].InternationalJournalofMachineTools&Manufacture,2010,50:798-806.
[9] 陈国强,赵俊伟.线性参数累积法处理时的精度估计[J].计量学报,2006,27(3):294-296.
[10] 石照耀,谢华锟,费业泰.累积法的基本原理及其在测量数据处理中的应用[J].光学精密工程, 2000,8(1):87-90.
[11] 袁江,吕晶,刘传进,等.高速高精密立式加工中心主轴热态特性分析[J].组合机床与自动化加工技术, 2014(10):13-16.
[12] 曹定爱.累积法理论[M].北京:科学出版社,2011.
[13] 苗恩铭,龚亚云,徐袛尚,等.数控机床热误差补偿模型稳健性比较分析[J].机械工程学报,2015,51(7):130-135.
(编辑李秀敏)
ModelingResearchonMachineToolSpindleThermalErrorBasedonCumulativeMethod
YUANJiang,ZHOUCheng-yi,QIUZi-xue,SHENYa-feng,SHAOJian-xin
(SchoolofMechanicalEngineering,NantongUniversity,NantongJiangsu226019,China)
TorealizethefastandaccuratemodelingforCNCmachinetoolthermalerror,anewmethodwasproposedforCNCmachinetoolthermalerrormodelingbasedoncumulativemethod.Thetemperatureandthermaldeformationofaverticalmachiningcenterspindleweremeasuredsimultaneouslybyusingtemperaturesensorandnon-contactlaserdisplacementsensors.Thecumulativeoperatorsumofobtainedmodeldataweredone,andthecumulativematrixandthermalerrornormalequationswerebuilttoestimatethemodelparametersandachievethermalerrormodeling.Thethermalerrormodelofcumulativemethodwascomparedrespectivelywiththeleastsquaresmethod(LS)andleastsquaressupportvectormachine(LS-SVM)model.TheresultshowsthatthemodelingaccuracyofcumulativemethodaremuchmorehigherthantheLSmethod,whiletheconstructiontimeislessthanLS-SVMmethod.
cumulativemethod;spindle;thermalerror;modeling
1001-2265(2016)08-0105-03DOI:10.13462/j.cnki.mmtamt.2016.08.029
2015-09-14;
2015-10-16
南通市"瞪羚企业" 培育计划项目(AA2013016)资助;南通大学研究生科技创新计划项目(YKC15009)
袁江(1968—),男,江苏南通人,南通大学副教授,硕士,研究方向为机电系统测控技术,(E-mail)yuanjiang68@126.com。
TH161;TG659
A
