固态功率放大器模块自动化生产研究*
2016-09-07薛羽,吴鹏,刘刚
薛 羽,吴 鹏,刘 刚
(南京电子技术研究所, 江苏 南京 210039)
固态功率放大器模块自动化生产研究*
薛 羽,吴 鹏,刘 刚
(南京电子技术研究所, 江苏 南京 210039)
固态功率放大器模块是全固态发射机的核心,其生产技术对相控阵雷达的综合性能指标具有重要影响。S波段固态功率放大器模块的批量生产对焊接、装配、测试提出了高要求。文中介绍了功率放大器模块的自动化组装和测试的实现,验证了固态功率放大器模块采用自动化生产线的可行性。该研究成果的应用有效地提高了固态功率放大器模块的装配一致性和可靠性,为工业制造智能化的研究工作奠定了良好的技术基础。
固态功率放大器模块;幅相一致性;自动化组装焊接技术;自动测试技术
引 言
有源相控阵雷达全固态发射机越来越受到雷达装备市场的肯定。发射机核心功率放大器组件受单个微波功率晶体管放大器的制约,有必要采取功率合成技术来满足高功率输出的要求。因此,功率放大器组件常常采用易维护的模块式级联、末级合成的一体设计。这种一体化发射链路中功率模块性能的好坏除取决于功率放大器本身固有的幅相特性外,模块的设计、组装、加工精度和可靠性等指标也直接影响雷达的综合性能指标[1]。因此要获得高性能、低成本、高组装效率及高互换性的功率放大器模块,发展高精度的自动化组装与焊接技术是至关重要的[2]。
本文研究了微波功率模块的组成和制造方法,合理采用自动化微波组装工艺和测试技术,有效地提高了功率模块的装配一致性,保证了模块的幅相一致性和可靠性。这种自动化生产方式消除了人工装配、焊接出错带来的不合格品,提高了生产效率,其产品成功应用于多个批次雷达装备功率放大器组件中。
1 微波功率模块
1.1 高功率模块的组成
功率模块由2个宽带3 dB耦合器和接于其间的2个放大器组成,见图1。输入的3 dB耦合器起功率分配作用,将输入信号分成相位差90°的2个信号送给2个放大器,输出的3 dB耦合器起功率合成作用,将2个相位差90°的信号合成输出[3]。

图1 功率模块的组成
图1中:Pi为输入功率(激励信号);Po为输出功率;V1、V2为功率放大管;E1、E2为输入匹配电路;E3、E4为输出匹配电路。
1.2 高功率模块的批量生产指标要求
1)工作频率为S波段;
2)脉冲输出功率≥160 W;
3)幅度一致性< ± 0.8 dB;
4)相位一致性(由功率放大管决定)。
1.3 高功率模块的设计
该功率模块采用威尔金森3 dB耦合器将输入和输出匹配到50 Ω,放大器V1、V2采用进口硅双极型功率管,输入和输出匹配电路E1~E4根据功率管的典型应用电路采用微波CAD软件对其进行优化仿真设计,仿真结果见图2和图3。

图2 输入阻抗匹配电路及仿真结果

图3 输出阻抗匹配电路及仿真结果
根据仿真结果设计制作了功率放大器模块实物,结合装配的工艺流程和自动化生产适应性验证,在满足批量生产电性能指标要求的前提下,经过优化修改最终确定了将3块高频印制板直接大面积焊接到铜基板的方案。实际功率模块输入、输出阻抗匹配电路板版图见图4。
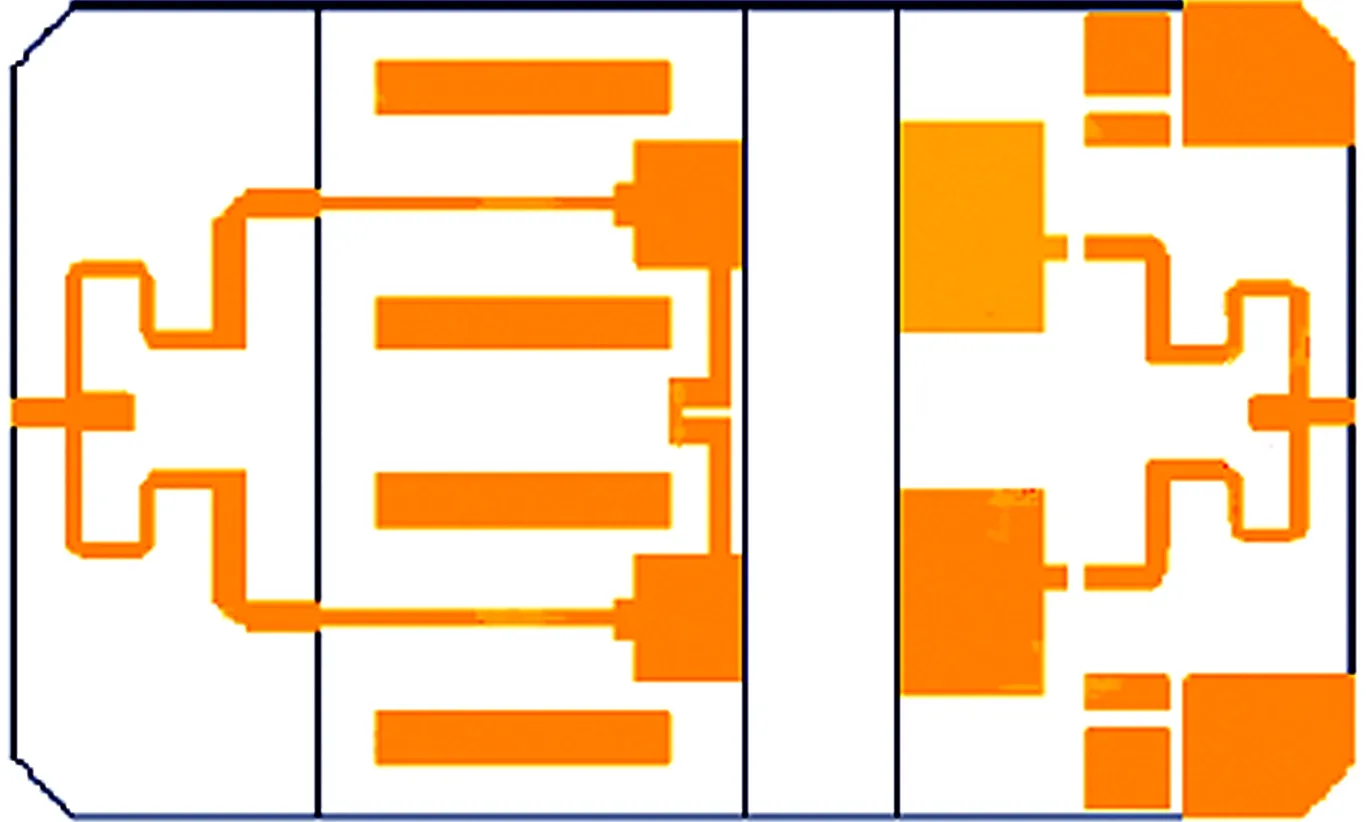
图4 功率模块微波电路板版图
2 功率模块自动化组装技术
功率模块的生产流程是将输入、输出阻抗匹配电路板焊接到基板上,然后装配元器件进行微波性能测试,满足幅相一致性指标的模块为合格品,将不满足的进行调试返修再进行测试。本节介绍的功率模块自动化组装技术是以机器人为基本操作单元自动完成电路板焊接和元器件装配流程的集成系统。
2.1 微波板自动化装配焊接集成系统
微波板自动化装配焊接集成系统能够自动完成3块输入、输出阻抗匹配电路板与底板大面积焊接的所有工艺流程。由于实现过程自动化,有效保证了微波接地的可靠性和组装的一致性。
微波板自动化装配焊接集成系统由自动上料、点胶、点涂焊膏、贴装/装夹、焊接、清洗、烘干、卸夹、下料等自动和辅助传输装置组成,其中上料、贴装、下料3个工位用了ABB机器人系统。生产过程由管控系统控制,实现上述工艺流程全过程自动化,同时实现载体工装板、装配工装、电路板工装自动回板,满足自动化装配、焊接需求。
上料、贴装、下料3个工位的ABB机器人根据指令自动完成物料识别、拾取、定位放置等动作。图5是微波板自动化装配焊接集成系统中的微波板贴片六轴机器人,其功能是将电路板吸起并和基板固定在一起。
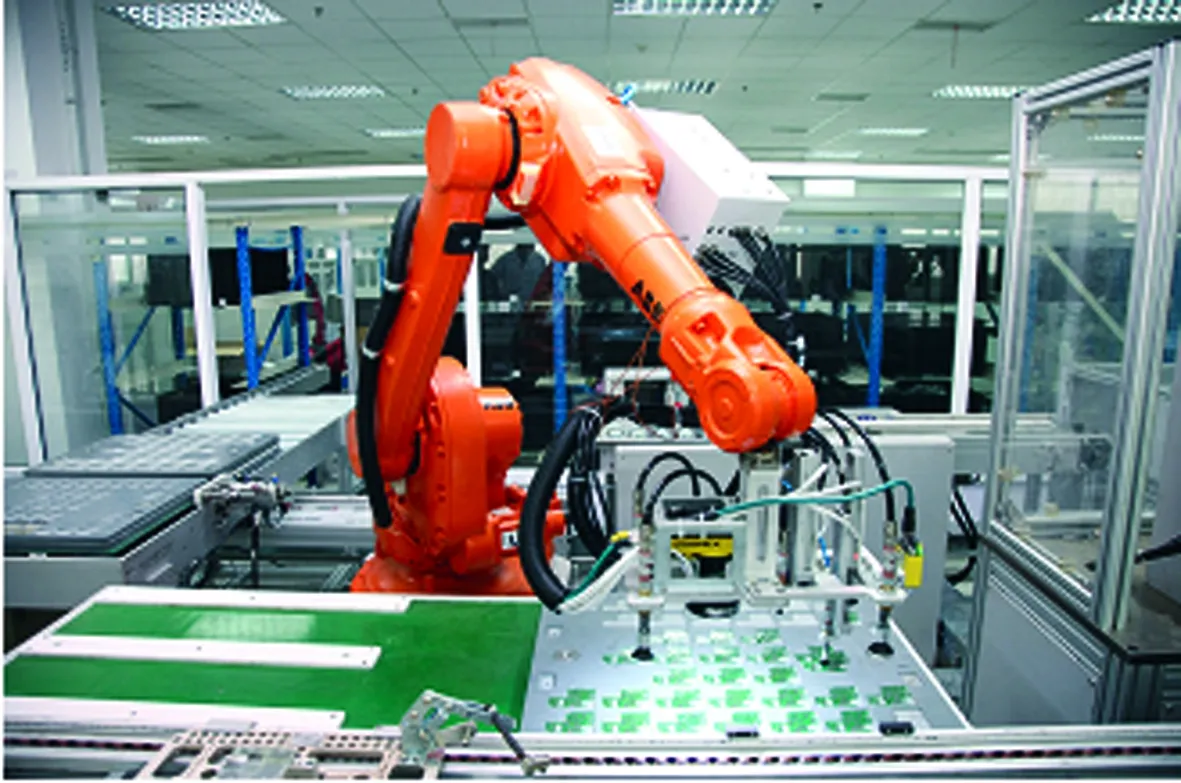
图5 工位上的机器人实物
本系统由自动化集成控制单元对产品生产流程进行设定,通过条码扫描对工装板的位置状态、物料信息进行监控,并通过精确定位的视觉系统对电路板的外形、贴装质量进行检测,定位精度达到 ± 0.04 mm,有效控制了装配工艺误差,提高了模块装配一致性。该系统在功率模块焊接时可采取施加一定压力的方法,以确保微波板与载体基板的焊透率>85%,保证微波接地性能的可靠性。图6为系统焊接完成后的实物照片。

图6 功率模块基板实物
2.2 微波板接插件自动装配焊接系统
微波板接插件自动装配焊接系统能够自动完成2个表贴电阻器、6个表贴电容器、2个功率管与底板装配、焊接的所有工艺流程。由于实现过程自动化,有效保证了组装、焊接的一致性。
微波板接插件自动装配焊接系统由3个YAMAHA四轴精密机器人和2个EPSON六轴精密机器人分成的3个工作台(1#、2#、3#)和辅助传输装置组成。软件和管控系统可控制自动完成模块装贴、拧螺钉、焊接、元器件贴装、焊接等生产过程,实现上述工艺流程全过程自动化,满足自动化装配、焊接需求。
1#工作台主要进行2个功率管的贴装与拧紧,由2个YAMAHA四轴精密机器人互相配合完成。2#工作台与1#工作台在1个线体上,主要进行2个电阻器的贴装与焊接,由1个YAMAHA四轴精密机器人(1#工作台中的1个)和1个EPSON六轴精密机器人互相配合完成。3#工作台主要进行6个电容器的贴装与焊接,由1个YAMAHA四轴精密机器人和1个EPSON六轴精密机器人互相配合完成。
本系统通过精确定位的视觉系统对电路板的外形、贴装质量进行检测,重复定位精度达到 ± 0.02 mm,有效控制了装配工艺误差,提高了模块装配一致性。本系统全工序自动化完全取代了人工操作,缩短了产品装焊生产时间,减少了人工差错带来的返工,为自动化生产提供了保障。
3 功率模块自动化测试技术
功率模块自动化测试系统基于标准化接口母线(GPIB)集成测量仪表和其他辅助设备,用专用软件由计算机控制模拟人工测试的过程,自动完成功率模块性能指标测试和数据处理[4]。
3.1 测试系统组成和原理
功率模块微波性能测试采用了衰减后检测小信号微波参数的测量方法,其测试系统原理框图见图7。该系统需要的硬件设备有:射频信号源(可脉冲调制)、激励放大器、峰值功率计、隔离器、功率衰减器、专用夹具、GPIB电缆、直流稳压电源和控制计算机等。

图7 功率模块幅度测试系统框图
功率模块测试时,输入信号由射频信号源(图7中A处)提供,经隔离器和激励放大器后馈给装在专用夹具上的被测件,被测功率模块的输出功率经衰减后输入功率计探头(图7中B处),控制计算机通过控制软件自动控制测试仪表和直流稳压电源,按照设计时序采集输出功率,实时处理并记录测试数据,从而完成自动测试过程。
3.2 测试软件
系统软件采用Microsoft Visual C++ .NET作为开发工具,结合Measurement Studio for .NET进行仪器控制。系统软件采用Microsoft Access 2000或以上版本作为数据库开发工具,其作为优秀的大型数据库,无缝运行于Windows平台,可以充分保证海量数据的存储和检索。软件平台原理框图见图8。

图8 软件平台原理框图
该测试系统软件故障流程:1)首先运行系统软件平台,只有用户通过系统权限验证才能登陆软件操作界面。2)在软件操作界面进行测试项的选择,选择完成后配置服务程序对测试参数进行相关配置或调用已有配置信息完成系统初始化。3)自动测试时被测件测试按流程顺序进行,性能测试结束后,对结果进行判定,若测试结果在设置门限范围之内,则判定测试合格,并输出测试结果;若测试结果与设置的门限值相比超差,则输出超差的测试结果,并判定测试不合格。
3.3 功率模块返修调试
当功率模块的输出幅相不满足一致性设计指标要求时,自动测试系统会给出测试不合格提示。由于目前不具备自动修调能力,因此,需要对不合格件进行人工返修调试。
4 结束语
用文中介绍的功率模块自动化生产方式已经生产了50多个台套批次所需的几万个固态功率放大器模块,幅相一致性优于指标要求,现用于某相控阵雷达的天线阵列,工作稳定可靠。
功率模块自动化生产推动了微波模块和组件自动化生产的发展,为工业制造智能化的研究工作奠定了良好的技术基础。
[1] 钟剑锋, 吴夜秋. 微波组件的制造技术[J]. 电子机械工程, 2004, 20(1): 35-36.
[2] SANTEUSANIO D. Bare die tape and reel for high volume manufacturing[J]. IEEE Xplore Electro/99 Technical Program, 1999, 15(6): 87-90.
[3] 蒋拥军, 潘厚忠. S波段超宽带固态功率放大器的研制[J]. 微波学报, 2005, 21(S1): 101-103.
[4] 柳爱利, 周绍磊. 自动测试技术[M]. 北京: 电子工业出版社, 2007.
薛 羽(1960-),男,高级工程师,主要从事T/R组件批生产研究。
吴 鹏(1985-),男,工程师,主要从事自动化应用研究。
刘 刚(1968-),男,研究员级高级工程师,主要从事工业自动化、智能化研究。
Research on Automatic Production of Solid State Power Amplifier Modules
XUE Yu,WU Peng,LIU Gang
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
Solid state power amplifier module plays a key role in full solid state transmitter system. The assembly technologies of the module have important influences on the comprehensive performance of phased array radar. As a result, S-band solid state power amplifier modules place high demands on the assembly, soldering and testing in batch production. In this paper, the realization of automatic assembly and testing are discussed, the feasibility of adopting automatic production line for solid state power amplifier modules are verified. The application of the research results enhances the assembly consistency and reliability of power amplifier modules efficiently and lays a good foundation for the development of industrial intelligent manufacturing.
solid state power amplifier module; amplitude-phase consistency; automatic assembly and soldering technology; automated testing technology
2016-03-10
TN722.3+3
A
1008-5300(2016)03-0031-04
