起落架钛合金环形零件在大气环境中的焊接质量控制
2016-09-07张一宏
赵 勇,张一宏
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
起落架钛合金环形零件在大气环境中的焊接质量控制
赵勇,张一宏
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
现代飞机起落架高寿命、高可靠的特点促使了各种新材料特别是钛合金、超高强度钢等材料在起落架上的广泛应用,其中以TC6、TC18等钛合金的应用最为典型。这类钛合金具有比强度高、疲劳性能优良和抗腐蚀性能好等特点,但是钛合金是活泼金属,在焊接过程中易氧化;所以,钛合金的焊接大部分都采用真空电子束焊接或在真空充氩箱内采用全气氛惰性气体保护焊接。从材料和人员设备以及制造过程等方面,研究了TC6钛合金零件在大气环境中的焊接工艺应用及质量控制,并经验证表明,通过合适的工装保护及质量控制,可以获得合格的焊缝。
起落架;钛合金环形零件;焊接;质量控制
随着科学技术的不断进步,对航空航天飞行器的性能要求也越来越高,这就对航空航天材料及其加工技术提出了新的挑战。航空航天飞行器的飞行速度、飞行距离、运载能力和机动性能受到机体质量的极大制约,因此,能够有效减重的连接技术和轻质、高强的新型材料,己经成为人们在材料开发及应用过程中迫切寻求的目标[l]。在材料的选择上,由于钛合金具有比强度高、抗腐蚀性好、耐高温以及韧性和焊接性较好等一系列优点,又具有与先进复合材料在热学、电化学方面的相容性,一直是航空、宇航工业上应用的重要结构材料,并具有越来越广泛的应用前景。近年来,应减重的要求,钛合金的应用在飞机起落架上越来越广泛;但由于钛合金比较活泼,一般情况下其焊接均选用真空电子束或在真空充氩气氛下进行。本文主要讨论钛合金撑杆类零件在大气环境中的焊接应用及质量控制。
1 材料和人员控制
1.1材料控制
TC6钛合金属于Ti-Al-Cr-Mo系(α+β组织)合金,在低密度下,该合金具有高的力学性能(Rm≥980 MPa)和耐蚀性。
对焊接工艺使用的工艺辅助材料氩气、TA20焊丝和钨极等均应按照相关标准进行规定项目复验,合格后投入使用。
1.2人员和工作环境控制
1)从事钛合金钨极氩弧焊的焊工应经过相关的培训和考核,并持有符合HB 5299规定的焊工技术等级合格证书。
2)钛合金焊接生产现场的环境应保证洁净和良好的通风,空气中有害气体和烟尘的含量应符合GBZ1—2002标准的规定。焊接生产现场应是干燥的,生产现场应放置温度计和湿度计,生产现场的环境温度应为10~26 ℃,空气相对湿度应≤75%。
3)生产现场不允许进行气割、焊条电弧焊、砂轮打磨和清理等产生烟尘和噪声的工作。
4)所有的装配、焊接工作应在没有含油、灰尘等其他物质掉落到被焊零件上的环境条件下进行。因为即使很小的污染也会在焊缝中形成气泡。
2 设备控制
1)焊接设备应是能够提供连续脉冲能量并具有直流电源特性的半自动或自动钨极氩弧焊机,焊机应具有高频引弧和电流衰减功能。
2)用于钛合金自动焊接的设备应有保护气提前供给及延时断气装置,送丝和工件转动机构应运动平稳,可无级调速。
3)焊机用电的网路电压波动应≤±10%。
4)焊枪应有良好的导电性能,电极夹紧可靠,喷嘴带有气筛(气体透镜),焊接电流较大和自动焊时焊枪应采用水冷枪。
5)电路、气路和水路的连接应牢固可靠,气路中不允许存有残留水分。
3 制造过程控制
制造工艺流程如下:零件配套→零件清洗、除油→定位焊→检验→定位焊点清洗→电子束焊打底→检验→钨极脉冲氩弧焊再次打底→X光检查→钨极脉冲氩弧焊填丝→检验→X光检查→焊后去应力退火→检验→X光检查→检验。
3.1焊接前准备
1)零件的焊前准备包括端部加工和坡口表面的清理。坡口端面应加工至表面粗糙度≤Ra3.2 μm。在焊接前,为了减少气孔的数量,用刮刀加工零件端面或用细锉锉修,直到去掉机械加工痕迹为止。应仔细清理和清洗离坡口两端宽度为15~20 mm的表面,直到得到均匀银白色为止。清洗时先用丙酮,然后再用工业酒精擦拭。
2)在焊接坡口上不允许有裂纹、压痕和毛刺等缺陷。
3)在定位焊和焊接之前,用工业汽油对零件所有表面进行清洗去污,然后用浸湿丙酮的干净棉布将零件坡口处和焊丝擦洗干净,再用工业酒精将焊接坡口处和焊丝擦洗干净。坡口处应反复进行擦洗,直到布块上无污点为止。
3.2焊接
1)焊接过程中焊接区应具有可靠、完全的氩气保护,已经形成焊接接头的熔合区段对于温度>250 ℃部分的正面和背面均应置于可靠、完全的氩气保护之下,因此,应根据零件结构设计可靠保护焊缝正面及背面的气保护工装。
2)局部气保护工装的设计如图1所示。撑杆类零件套入气保护工装的环形孔内,惰性气体从图中导管注入,并从内侧的过滤网中渗出,保护整个环形焊缝。两侧加垫片固定,防止惰性气体外漏,并起散热作用。
3)采用全方位局部保护自动焊时,在焊接结束后应给焊枪和保护装置继续供氩气且不能把焊枪从焊缝上移开;该继续供气时间应足以防止在焊接接头上出现氧化色。
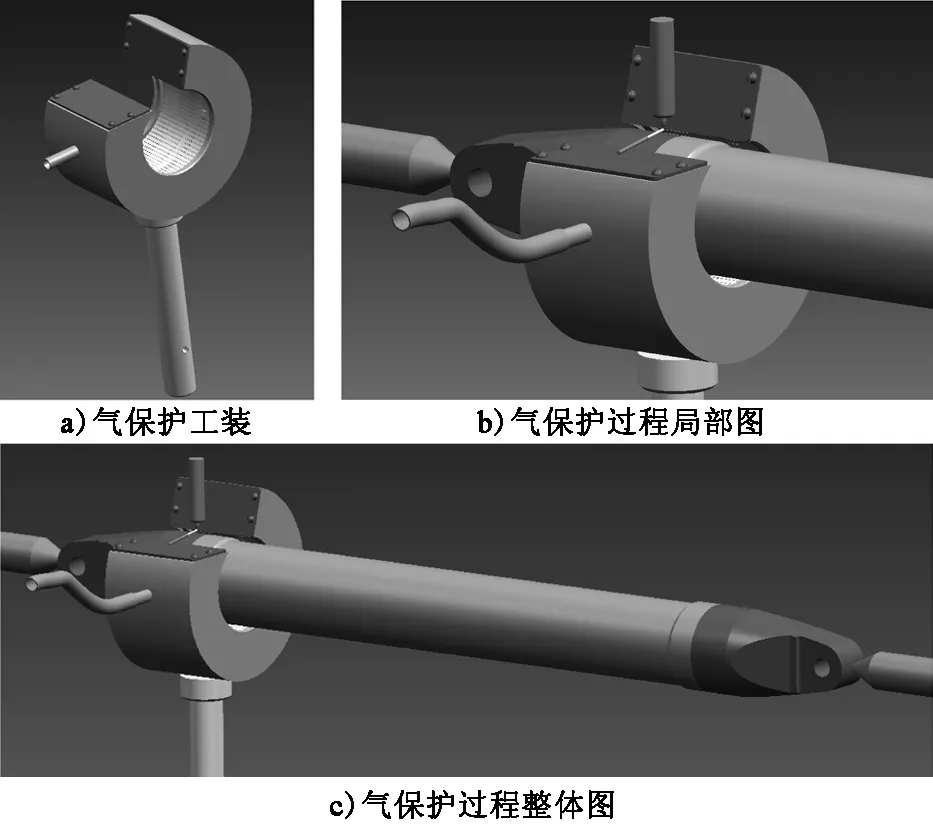
图1 焊接气保护工装及焊接保护过程示意图
4)焊枪轴线相对于焊缝纵向在手工焊时应成60°~80°夹角,在自动焊时成80°~90°夹角。钨极与焊丝间成80°~90°的夹角。
5)焊枪喷嘴到被焊零件表面的距离建议为5~8 mm。钨极相对于零件接缝在全部焊缝长度上的偏移应≤0.5 mm。
3.3焊后热处理
1)不迟于6昼夜,应对焊接后的零件进行退火处理。
2)热处理时,建议每炉零件带2套热处理随炉试样。随炉试样的检验项目为拉伸、冲击和α相层检验。
3.4焊缝的检测
为了评定钛合金焊接接头的焊接质量和发现缺陷,可采用如下检验方法:焊缝的外观检查和测量;表面氧化程度检查;X射线探伤;焊接接头的力学性能试验等。
4 结语
通过对钛合金环形零件在大气环境中的焊接工艺验证发现,通过合适的工装保护及合适的质量控制,可以获得合格的焊缝。
[1] 王金友,葛志明,周彦邦.航空用钛合金[M]. 上海:上海科学技术出版社,1985.
责任编辑郑练
Research on the Welding of the Aircraft Landing Gear Titanium Alloy Ring Shape Part Quality Control in the Atmospheric Environment
ZHAO Yong, ZHANG Yihong
(Liaoyuan Branch, AVIC Aircraft Landing Gear Co., Ltd., Hanzhong 723200, China)
The modern aircraft landing-gear has the characteristic of high life and high reliability, which makes each new material, especially the titanium alloy and ultra high strength steels are widely used in landing-gear, TC6 and TC18 titanium alloy are the most representative. This kind of titanium alloy has advantage such as high strength, good fatigue performance and stress corrosion resistant etc., but the titanium alloy is the active alloy, so the welding of the titanium is usually use EBW or a box with all the argon. This article is mainly about the welding of titanium alloy in the atmosphere.
landing-gear, parts made of titanium alloy, welding, quality control
V 261.3+4
A
赵勇(1978-),男,工程师,主要从事飞机起落架生产过程中喷丸及焊接工艺应用等方面的研究。
2015-11-24