三苯油气回收装置的运行与分析
2016-09-05姚威
姚 威
(中韩(武汉)石油化工有限公司,湖北 武汉 430070)
三苯油气回收装置的运行与分析
姚 威
(中韩(武汉)石油化工有限公司,湖北 武汉 430070)
随着《GB 50759-2012 油品装载系统油气回收设施设计规范》的执行,油气回收装置在油品装卸系统中普及开来,本文重点讨论了中韩武汉石化铁路三苯油气回收装置的工艺技术特点,运行中存在的问题及解决方案。
密闭装车;油气回收;吸附冷凝
1 装置简介
中韩武汉石化铁路油气回收装置于2012年6月建成,2012年11月投用。该装置主要对苯、甲苯、二甲苯共24套气动密闭装车鹤管在装车过程中产生的油气进行回收处理。由于操作中最多开装2个品种,最大流量600m3/h,考虑一定的气液比,油气处理装置最大处理量设计为700m3/h。主要采用吸附+冷凝的集成工艺。
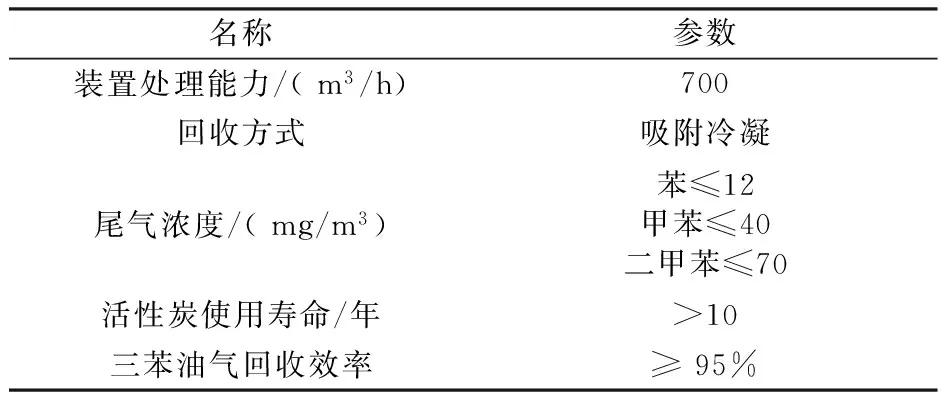
表1 性能参数表
2 工艺流程

图1 油气回装置流程示意图
本工艺采用吸附+冷凝的集成工艺,见图1。先将三苯油气和空气的混合气体用活性炭吸附,达标气体直接排空,解吸出来的高浓度三苯油气被冷凝成液态而回收。
2.1 吸附过程
启动防爆引气风机,通过风机作用在油气回收装置入口处产生微负压,三苯油气从吸附罐下端的入口阀进入吸附器内,经过床层上的活性炭,通过吸附器顶端的放空阀排放到大气中,此过程中三苯油气被活性炭吸附,从而达到净化的目的。
2.2 解吸过程
通过真空泵使三苯油气从活性炭的孔隙结构中脱离出来,解吸的基本原理是降低活性炭床的压力。
2.3 冷凝回收过程
通过真空泵后,三苯油气直接进入换热器变成液态回收。换热器由循环水冷却,循环水还同时冷却真空泵。冷却水的循环为内循环,装置内部配有小型冷却塔和水泵,水泵提供循环的动力,而冷却塔把经过换热器和真空泵加热的水冷却,由于水在冷却塔中有小部分蒸发损失,所以需要接外部补水管道,补充少量的水。
3 装置特点
3.1 自动化程度高,且设备运行稳定,故障率低
由于该装置阀门、转动设备都设有远传和反馈信号。设备全自动运行,且设有单机远程启动、调试功能,无需人员值守。运行3年多来,未出现任何设备故障。
3.2 相对于制冷机冷凝法而言,能耗低
装机功率65kW,而同等规模的冷凝工艺装机功率为85kW。系统中真空泵冷却水和换热器进水均有水塔冷却后循环利用,只需少量补水,水消耗较少。
4 运行中发现的问题及整改措施
(1) 该系统采用水循环系统,换热器的出水由水塔降温后经水泵加压进入干式真空泵作为冷却水用。由于干式真空泵冷却水为水泵出口上的旁路,运行初期,经常出现真空泵冷却水进水量不足(低于20L/min的最小流量)造成系统连锁停车。后将水泵出口旁路封堵,新增水管线作为真空泵冷却水用,改造后系统运行正常。
(2) 由于吸附罐采用活性炭进行吸附,在吸附过程中产生大量吸附热,特别在夏季,经常出现由于吸附罐温度过高而报警的现象,造成装置连锁停车。2014年在原吸附罐上新增喷淋装置,通过生产水进行降温,彻底解决了吸附罐高温报警的问题。
(3) 由于新发布的GB31570-2015《石油炼制工业污染物排放标准》中规定的有机物排放限值的提升进行的,在新发布的标准中,苯、甲苯、二甲苯的排放限值分别为4mg/m3、15 mg/m3、20 mg/m3,相比较于以前的执行标准,均有提高。现计划在现有两个吸附罐的基础上,再新增一个吸附罐,确保经过吸附分离后,排放尾气中的有机物成分达到排放标准规定的限值。
5 油气收集阶段的注意事项
油气回收系统在实际应用中往往只注重油气处理的过程,而忽视了油气收集的阶段。因为油气的收集涉及到装车鹤管的结构形式、气相回收管线的布置、槽车的型式等各个方面。
5.1 鹤管的结构形式
鹤管对油气收集的影响主要在两个方面,鹤管气相管线管径和密封形式。目前气相管线主要由DN50气相管和DN125-100同心套管两种形式,中韩武汉石化3台鹤管经过改造采用了同心套管的形式,气相流通面积相对原有DN50气相管增大了一倍,大大提高了回收效率。密封形式方面,随着密闭装车的普及,鹤管密封形式也多样化,常见的有囊式密封帽、气缸压缩密封帽、万向密封帽等。一般都能满足现场的密封要求,但实际使用中,还需根据产品的性质、工况来合理旋转密封形式和材质。由于中韩武汉石化油气回收装置主要回收三苯类物资,考虑到苯类物资对普通橡胶的腐蚀和材质的使用寿命, 24套鹤管全部采用氟橡胶材质万向软密封帽的型式。
5.2 回收油气管线的布置
由于油气回收装置多数为改造项目,且受到现场栈台布置的影响,装置往往离装车鹤管较远,而一般的油气回收装置主要靠回收油气的自压提供动力,收集效果较差。中韩武汉石化铁路三苯栈台离油气回收装置约320米,管线较长。为解决这一问题,设计时将回收油气主管管径定为DN250减小了管道阻力,同时增加了防爆引气风机,在装置入口处产生微负压,提供回收动力,大大提高了油气收集效率。
5.3 槽车的型式
由于槽车的型式多样,特别是罐口的尺寸不一,汽车槽车尤其突出。因此建议选用适用范围大的密封帽,或者选用统一结构形式的槽车(适用于铁路槽车)。
6 结束语
随着各项环保新标的陆续出台,现有的油气回收设施也需要不断调整。只有在生产过程中对工艺流程不断优化、整改,努力降低装车现场油气的扩散、提高油气回收装置的回收率,使处理尾气能达标排放,才能为员工提供更好的操作环境,履行企业责任。
[1] 黄维秋.油气回收基础理论及其应用[M].北京:中国石化出版社,2011.
[2] 李汉勇.油气回收技术[M].北京:化工工业出版社,2008.
[3] 何 月.石油企业油气回收实施方案的研究[D].北京:北京交通大学,2008.
[4] 环境保护部、国家质量监督检验检疫总局. GB31570-2015石油炼制工业污染物排放标准[S].北京:中国环境科学出版社,2015.
(本文文献格式:姚 威.三苯油气回收装置的运行与分析[J].山东化工,2016,45(12):85-86.)
Operation and Analysis of BTX Vapor Recovery Unit
Yao Wei
(China and South Korea (Wuhan) Petrochemical Co., Ltd.,Wuhan 430070,china)
With the implementation of《GB 50759-2012 code for design of vapor recovery facilities of oil products loading system》, the oil vapor recovery unit of oil products loading system is universal. This paper focused on the characteristics of BTX vapor recovery unit,and the problems and solutions in the operation.
closed loading; oil vapor recovery;adsorption condensation
2016-04-28
姚 威(1987—),湖北武汉人,助理工程师,获工科学士学位,主要从事油品储运专业工作
TE89
A
1008-021X(2016)12-0085-02
