FANUC系统G10指令的应用
2016-09-03撰文马中辇
撰文/马中辇
■221131 徐州机电技师学院 江苏 徐州
FANUC系统G10指令的应用
撰文/马中辇
■221131 徐州机电技师学院 江苏 徐州
G10是FANUC系统使用的特殊准备指令,使用G10可以在程序中实现合理有效的偏置。通过G10指令的使用配合宏程序,可以方便的实现倒角、倒圆弧、坐标平移、一夹多车等基本指令编程无法实现的特殊功能。关键词:FANUC系统;G10指令
随着现代数控技术的发展,数控机床加工工件的范围越来越广,工件的复杂程度越来越大。在数控加工中,尤其是成批量的工件加工,如何简化程序提高加工效率是编程人员必须要考虑的问题。在给FANUC数控体系实行维护时,能够利用G10指令将相应的参数编入到系统里,该性能可投入于设置螺距误差补偿数据的过程中。伴着对数控编程的认知,在程序编写中愈来愈多的地方应用到了G10指令,也便是离散了操作环节,也令程序直接、简捷,甚至使得相当多的繁杂问题变得更加可读化。本文通过对FANUC系统提供的G10指令实际应用,简单探讨G10指令。
使用G10可以在程序中实现的主要功能有:
a改变刀具的补偿值,G10L10(11/12/13)P__R__,该指令通过改变L参数可以方便的修改长度和半径的补偿值;
b修改工件的坐标系,G10L2P__ IP__,修改G54~G59数值可以实现一次装夹多个工件的加工;
c刀具使用寿命管理,G10L3P__对刀具的使用时间和次数进行设置;
d参数程序输入,G10L50,用于改变螺距误差补偿、最大切削速度等常数来适应加工环境的变化。
本文仅对常用的改变坐标系、改变刀具半径补偿以及参数设定进行介绍。
改变刀具补偿值,G10L10(11/12/13)P__R__
G10命令也可以被理解为“可编程数据传入”,也就是说在程序里,使用H和D位置指明的源文件,由储存部件里挑选刀具矫正值,此值可利用到刀具长短的矫正、刀具直径矫正或刀具偏移,G10命令的格式决定于应用的刀具矫正储存部件。
a指令介绍: G10 L10 P- R-刀具(H)长度补偿值;
G10 L11 P- R-刀具(H)长度磨耗补偿值;
G10 L12 P- R-刀具(D)半径补偿值;
G10 L13 P- R-刀具(D)半径磨耗补偿值。
P—刀补号;R—刀具补偿值(可用G90,G91)
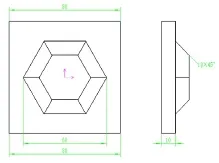
b使用实例:极坐标倒角(Φ10立铣刀)
O0001
N2 G40G90 G54 G16 G11
N3 M03 S2000
N4 G00 X50 Y0 Z30
N5 Z3
N6 #1=0
N7 WHILE [#1 LE 90] DO1
N8 #2=5+#1
N9 G01 Z-#1 F100
N10 G10 L12 P01 R#2
N11 G41 D01 G01 X20 Y0 F500
N12 G16
N13 G01 X20 Y300
N14 Y240
N15 Y180
N16 Y120
N17 Y60
N18 Y0
N19 G15
N20G40 G01 X50 Y0
N21 G00 Z[-#1+1]
N22 #1=#1+0.1
N23 END1
N24 G00 Z100
N25 G40 G15 G11
N26 M30
改变工件坐标系,G10L2P__IP__
利用G10工件坐标系的设定、变更功能,可实现工件坐标系的设定、修改和平移。利用这种方法可以在零件加工时比较简便地设定、改写工件坐标系。
a指令介绍:G10 L2 P0 X_Y_Z_,外部坐标系偏移量;
G10 L2 P1 X_Y_Z_,G54坐标系偏移量;
P1—P6,对应G54—G59。
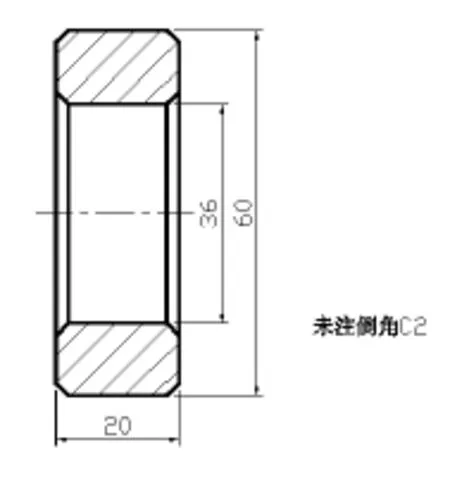
b应用举例:该零件结构简单,但是如果采用传统加工方式,加工一件切断,这样每加工一件都需要Z轴刀,生产效率低。本文中采用G10平移坐标系实现一次装夹对刀,可加工多件。
O0001(主程序)
N2 #1=0
N3 #2=5
N4 G10L2P1Z#1
N5 M98P0002
N6 #1=#1-24(切断刀宽4)
N7 #2=#2-1
N8 IF[#2GE0]GOTO4
N9 G11
N10 M05
N11 M30
O0002(子程序)
N1 T0101M03S600
N2 G00X56
N3 Z2
N4 G01Z0F0.2
N5 X60Z-2
N6 Z-24
N7 G00X100
N8 Z100
N9 T0202
N10 G00X40
N11 Z2
N12 G01Z0F0.1
N13 X36Z-2
N14 Z-24
N15 X34
N16 G00Z100
N17 X100
N18 T0303
N19 G00Z-24
N20 X62
N21 G01X34F0.8
N22 X60F1
N23 G00X100
N24 Z100
N25 M99
参数设定
众人皆知,数控机床在生产进程里的一项关键的步骤便是为滚珠丝杆副的真实方位精确性实行量测。螺旋偏差的矫正数据能够应用激光干涉仪实行测得,不过怎样将雷瑟的螺旋偏差的矫正数据(参数)传入到机床操控系统里去,是一个相当复杂的工作,假如将这个工作使用G10来实现,也就是应用G10指令编写程序,经由CF卡、RS232口等的传送措施传至机床,再工作便能够完成上述目标。
G10L50 设置参数传入方法
N_R_ ; 非轴向数值
N_P_R_ ; 轴向数值
.
.
.
G11; 撤销参数传入方法
上面命令里的每个参数的含义如下:
N _;代表参数编码和矫正位置编码(螺距偏差矫正编码+ 10000)。
R _;代表参数设立码,之前的0能够被省掉,参数(R )设立码不应加入小数点。
P _;代表给轴类参数设置由1至4(最高4轴)的号码(P )。操控轴依据CNC显现的次序编码
应用方式如下:
a设立位(不是轴)号参数No.3404 位2(SBP)
G10L50; 参数传入方法
N3404R00000100; SBP设置
G11; 撤销参数传入方法
b修正轴的参数No.1322(设置储存行进极端2中每个轴正方的坐标数值)里Z轴(3轴)与A轴(4轴)的数值
G10L50; 参数传入方法
N1322P3R4500; 改变Z轴
N1322P4R12000; 改变A轴
G11; 撤销参数传入方法
在应用G10“参数能用程序传入”性能时,应关注下面问题:
a当改变螺距偏差矫正值与相反方位间隔矫正值后,有必要实行人工到参考处操作,不然机床会偏移规定方位。
b参数传入之前一定要撤销稳定周期方法,不然将导致错误行为。
c在参数传入方法下,不可以指明其余形式的NC句法。
总结
利用数控系统中的G10指令再配合宏程序,可以达到简化数控程序,提高编程和加工效率的目的。本文通过数控铣中的倒角和数控车中的一夹多件的例子,介绍了FANUC系统中可编程参数指令G10在数控编程中使用的方法和技巧,可为特殊零件的数控加工程序编制提供参考。为更好的使用G10指令的其它功能提供一种思路,解决了对于一些规则的曲面加工手动输入是不能满足加工要求的,而使用自动编程又会出现生成程序长,传输不便,空刀多影响加工效率等一系列问题。对如何节省了操作时间,提高了生产效率有着重要意义。
参考:
[1]北京FANUC OI—MC操作说明书.
[2]北京FANUC OI—MC参数说明书.
