锻造液压机高压卸载系统改进研究
2016-09-03撰文王忠峰
撰文/王忠峰
锻造液压机高压卸载系统改进研究
撰文/王忠峰
■063000 二十二冶集团精密锻造有限公司 河北 唐山
锻造液压机具有高速度、高精度、高自动化程度的特点,机械制造中越来越多地代替传统的中小型水压机和大型自由锻锤,也逐渐成为一个国家在机械制造方面的水平和能力的标杆。工作过程中,锻造液压机会产生很高的能量而积蓄在主工作缸中,因此,在不影响技术指标的情况下,在回程过程中平稳卸载储存的能量,就变得尤为重要。关键词:锻造液压机;卸载系统;比例节流阀
锻造液压机出现后,凭借其高速度、精度等诸多优点,迅速地在机械制造中得到广泛应用。不管在新材料制备还是在关键零件的锻造上的应用都越来越频繁,人们对锻造技术的质量、精度以及效率的要求也越来越高。但是,由于液压系统相较传统的更加繁杂,需要频繁在高压大流量情况下变换操作,加之更复杂的调控环节,因此,锻造液压机受到的振动和压力冲击也愈加严重。
锻造液压机组的液压系统
a锻造液压机的传动方式
20世纪,利用大功率水泵的出现提供的前提条件,水泵与蓄势器组合的传动方式开始迅速应用于机械制造中,迎来了水泵—蓄势器传动的时代。这种新型的水泵—蓄势器传动方式与传统的传动方式相比而言,拥有更多的优点:性能稳定,能够提供更加稳定的压力,所能提供的工作速度也更高。工件变形阻力不会产生更多的能量损耗,工件变形抗力决定水压机行程和速度。
20 世纪 50 年代,第一台装备油泵直传系统的锻造液压机横空出世,这一重大创举由英国的 Towler公司改装完成。伴随着液压机技术的逐步完善,高压油泵直传的油压机愈来愈占有举足轻重的地位,到目前为止,发展已经相当成熟,与采用泵-蓄势器传动的水压机一起成为两大主流。
b 锻造液压机的阀控与泵控
油压机吨位在逐渐地增大,液压系统流量和压力也在逐渐升高,早期的锻造油压机广泛采用的滑阀控制由于抗污染能力不强,稳定性较差,已经不足以满足机械制造发展过程中所提出的愈来愈高的要求。上个世纪,比例技术与插装阀逐渐融合,最终研发出了比例插装阀,并有了很大的发展。上世纪末,电液比例插装阀首次被应用到快锻油压机上。其优秀的抗污染表现,所能提供的大流量,较强的稳定性为锻造液压机的发展开启了新的篇章。
传统液压系统的卸载方式
主控滑阀V1是系统中的一个大型2/3位专用五通滑阀。根据换向时主控滑阀在中间位置的状态不同,可成为二位、三位滑阀:若停就是三位滑阀,若不停则是二位滑阀。如图1所示。
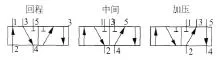
图1 主控滑阀V1
伺服阀可以控制主控滑阀的工作。在手动锻造时,可以使用控制台来操控伺服阀,从而控制主控滑阀的动作,而在自动锻造时,可以通过设定值来控制主控滑阀的动作。主控滑阀具有极大的通流量和较高的工作压力。在高压大流量的情况下,滑阀换向时,阀芯会受到很大的压力,即使可以通过闭环操控行程,主控滑阀的动作依然不能得到有效地控制。为此,可以将电磁阀加入到系统中,以提高主控阀的动作可控度,从而控制主阀流量,弱化卸载时发生的水击现象。
锻造液压机加压完成后,开始变为回程的瞬间,极易发生冲击振动的现象。在卸载阶段无法很好地控制系统,加入开关阀的影响也有效改善问题,也无法有效地减弱所受到的压力。

液压系统卸载方式的改进
当锻造液压机的流量一定时,主要由主工作缸和回程缸的进液速度和排液速度决定液压机的卸载速度和稳定,同时也会受到规律的影响。实验证明,在卸载过程中,应当在卸载主缸的压力后再卸载流量,才能很好地减弱压力冲击,同时保证系统稳定性。如图2所示。

若要达到更理想的卸载效果,需要在系统中采用大通径的比例节流阀代替主缸卸载阀,依照压力及主控阀位置的变化控制卸载阀的动作。比例节流阀中不仅包括了比例电磁铁,还包含了先导液压控制桥路等结构。如图3 所示。如果先导阀开启,则容腔顶部将会降压,随之会推动主阀芯向上移动,而逐渐升高通过反馈液阻的流量,最终达到平衡状态。若先导阀降低流量最终也会平衡。而且,采用闭环系统操控主阀芯的动作,取代了电反馈回路,使主阀芯的动作具有更高的可控制性,能够达到更理想的控制状态。
结束语
随着技术的发展,机械制造中对于锻造液压机液压系统在功率和速度上的要求越来越高,而且对于精度的要求也越来越精确,因此,对液压系统卸载方式改进的重要性不言而喻。比例节流阀可以将原来无法调节的卸载过程变成连续可调,因此,用以代替开关式卸载阀,能够有效地提高系统的可控性,同时弱化高压大流量情况下换向产生的冲击和振动,并且能够保证技术指标的要求,完善系统的可靠性。
参考:
[1]张金.世界锻造业现状及发展.机械工人,2013.
[2]陈柏金,黄树槐等. 锻造液压机高压卸载系统改进研究[J]. 液压与气动,2014.
[3]魏运华. 快速锻造液压机液压控制系统研究[J]. 化工机械,2012.
[4]吴根茂,丘敏绣等.实用电液比例技术[M] .浙江大学出版社,2013.
[5]陈柏金,黄树槐, 孙茂.基于大通径电液比例阀的锻造液压机[J] .锻压机械, 2012(6):9 -11 .
[6]骆建彬等. 液压机三级插装阀组的动态特性分析[J]. 锻压机械,2015,06:31-33.
