输送硫磺液液下泵的国产化改造
2016-09-03246002中石化安庆分公司炼油二部设备组安徽安庆陈鑫
246002 中石化安庆分公司炼油二部设备组 安徽 安庆|陈鑫
输送硫磺液液下泵的国产化改造
246002 中石化安庆分公司炼油二部设备组 安徽 安庆|陈鑫
针对安庆石化硫磺回收装置硫磺液下泵在运行过程中,出现损坏的原因进行分析,并对该进口液下泵提出了国产化技术改造方案,改造后的液下泵,彻底消除了设备故障,在检修期内,完全满足使用工况要求,为今后解决类似问题提供了依据。关键词:硫磺液输送泵;液下泵;故障分析;国产化改造
硫磺液下泵是一种专门输送熔融态硫磺的特殊形式的保温泵,硫磺的基本理化性质为淡黄色晶体,不溶于水,熔点是120℃,沸点是444.6℃,密度是2.07g/ml。当硫磺温度在140℃左右时,其流动性和润滑性能最好[1-2]。在硫磺回收装置中,硫磺液下泵是该化工流程中最为重要的介质输送设备,如果该设备出现运行故障,将会导致后续生产工艺无法进行,严重影响生产,造成极大的经济损失。
本文针对安庆石化硫磺回收装置中采用的国外进口硫磺液下泵(型号:GVSN 40/250 AH II)在运行过程中,频繁出现损坏的原因进行分析,并提出了技术改造方案,并进行了国产化改造,从而保障了硫磺回收装置的安全平稳运行,同时也为今后解决类似问题提供了改造依据。
GVSN 40/250 AH II 型液下泵结构特点及运行工况
GVSN 40/250 AH II 型液下泵是中石化安庆分公司硫磺回收装置中用于输送硫磺液介质的国外进口液下泵,其为该装置中最为重要的设备之一,液下泵的主要技术参数如表1所示。该型液下泵的总体结构采用的是立式悬吊式安装结构,采用的是两级闭式离心叶轮,如图1所示。
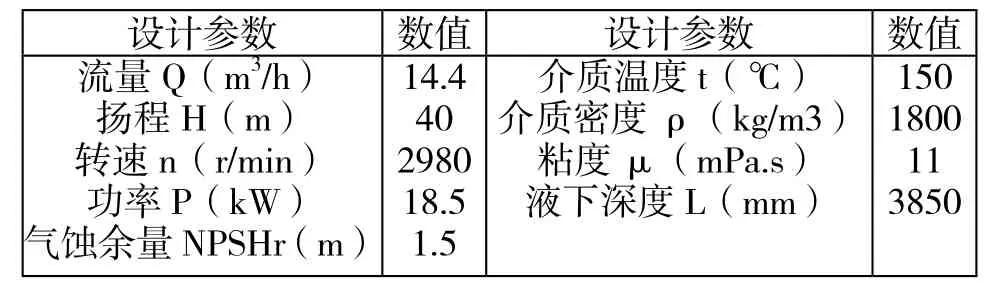
表1 GVSN 40/250 AH II 型液下泵技术参数表

图1 GVSN 40/250 AH II 型液下泵结构图
硫磺回收装置自投入使用以来,历经多次的维修及装置工艺条件的改变,该硫磺液下泵在运行过程中出现剧烈振动,噪声大,并伴有轴承、轴、叶轮等零件磨损现象,并导致泵无法正常工作,严重影响装置的安全生产。同时,由于该泵的叶轮、泵壳、泵轴等过流部件采用耐腐蚀性能较好的316L不锈钢材料,价格昂贵,每次维修更换备件的费用高,而且进口备件的供货周期较长,因此,对于该硫磺液下泵进行国产化改造势在必行。
改造方案及措施
针对GVSN 40/250 AH II 型液下泵失效的原因,并综合分析国外进口泵维修费用、周期等因素,对该液下泵进行国产化改造。
具体改造方案如下:国产化后的硫磺液下泵总体结构仍采用立式悬吊式结构,如图2所示,由于输送的介质粘度较大,叶轮采用制造加工难度较小、成本较低、且适应性强的半开式直叶片结构,叶轮结构如图2所示,由于采用半开式结构,在额定转速条件下,减小了泵的径向力,从而降低了泵轴变形的几率;同时为了提高泵转子的刚度,增大了泵轴的尺寸,有效的提高了泵运行的安全可靠性。
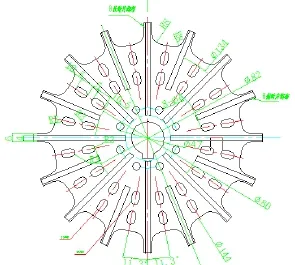
图2 改造后叶轮结构图
为了保证液态硫磺液的流动性,在硫磺液流经的管道上设计了特殊的保温系统。泵上部设有一对深沟球轴承,以承受泵在运行时产生的轴向力,泵下部设有导轴承,承担径向载荷,限制轴系的径向自由度。此外,为防止硫磺液介质在泵未启动时在导轴承处结晶,故在导轴承处设有保温腔,并在泵启动前通入蒸汽加热,以防止轴承在工作时润滑不畅。国产化后硫磺液下泵的结构图如
图3所示。
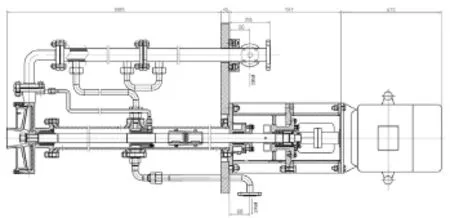
图3 硫磺液下泵的结构图
结论
a自从改造实施以来,硫磺回收装置用液硫泵设备运行稳定,未再出现改进前泵振动剧烈,泵噪声大,导致轴承、轴、叶轮等磨损破坏现象的发生,实现了装置的长周期、安全、平稳的运行。
b因泵长周期运行,每年单泵节约零配件及维修费用为:[3~4万元(配件)+0.12万元(人工费)]/次×10个月×4次/月+3.2万元(装置改造费)=128~168万元,因此,对该泵的改造具有良好的经济效益。
参考:
[1]张巍,高金文,马立峰,葛鑫.长轴液下泵的轴系设计[J].水泵技术.2011(02).
[2]董文平, 张亚雄.对现役硫磺液下泵故障分析及改造[J].通用机械, 2011 (2): 47-49.
