轨道车辆永磁同步牵引电机装配技术研究
2016-09-03撰文黄谷香谭林尹琨
撰文/黄谷香 谭林 尹琨
■412000 中国中车株洲电力机车研究所有限公司 湖南 株洲
轨道车辆永磁同步牵引电机装配技术研究
撰文/黄谷香 谭林 尹琨
■412000 中国中车株洲电力机车研究所有限公司 湖南 株洲
永磁同步电机装配装配优选方案,永磁电机双工位组装机设计介绍。关键词:轨交永磁同步牵引电机;偏吸;转子定位;定子定位;双工位;自动控制
世界少数发达国家将一种新型的永磁同步牵引技术应用于轨道车辆牵引领域,我国也正起步研究开发将此技术应用于轨道车辆牵引系统。新技术的应用离不开新工艺新装备的保证,轨交永磁同步牵引电机制造关键技术之一就是装配技术。
轨道车辆永磁同步牵引电机结构工艺分析及装配技术关键要点确定
轨道车辆牵引系统应用较普遍的是永磁同步牵引电机,功率大,一般在100KW以上。永磁同步牵引电机结构型式与异步牵引电机比较,最大的区别在于转子部分,转子导条用永磁体代替了铜铝导条,由于永磁体的存在,转子是一个强磁体。永磁同步电机组装在定转子合装的过程,定子的磁通量发生改变,定子、转子间产生较大的轴向磁吸力,使电机装配过程定子、转子相对位置和相对移动速度难以确定,不能用常规的电机装配方法来完成永磁电机的装配。
如何有效控制定子转子相对运动产生的磁引力,保证装配过程相对位移与相对位移速度可控、操作过程安全平稳可靠是永磁同步电机装配技术需要解决的关键问题。
永磁同步电机装配技术方案设计研究
a永磁同步电机装配形式简介
从装配形式上分类,普通电机装配一般分为立式装配和卧式装配,永磁同步电机装配形式一般也可以分为立式装配和卧式装配,立式装配电机轴线与水平面垂直,卧式装配电机轴线与水平面平行。
b永磁同步电机定转子装配受力分析
①永磁同步电机定转子立式装配受力分析
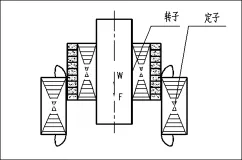
电机组装定子转子相对运动受力分析示意图1
永磁同步电机立式装配时,电机转子轴线垂直于水平面,定子、转子轴向受力分析如下:转子进入定子端部时定子磁通量发生变化,定子、转子间将产生一定的轴向磁拉力,且方向与转子装配运动方向相同。定子、转子径向受力分析如下:如果定子、转子中心重合,定子周向磁通均匀,圆周径向力平衡。当定子转子中心有误差发生偏移时,径向间隙周边不相等,定子磁量量的不均匀导致径向磁拉力不平衡,也就是一种径向偏吸磁拉力。偏吸磁拉力使定子、转子发生径向位移,当定子转子相对间隙越小偏吸磁拉力越大,至到定转子相对运动受阻相互吸附。
W——转子重力
F——定子转子合装轴向磁拉力
电机组装转子轴向受力Fz=W+F
电机组装转子径向力 Fr=0
②永磁同步电机卧式装配受力分析
(6)检测尾气排放成分:根据MT 220—90规定,在检测尾气中CO,NOx的浓度时,要测定11种运转工况下的浓度,但我国煤矿企业目前难以实现11种模拟检测实验,目前大多数煤矿现场还是采用比较单一的工况。因此,根据实际情况及交管部门关于柴油车尾气检测的经验来看,只以煤矿现场车辆在额定载荷、正常运行的工况条件下作为检测环境,根据其中CO、NOx,烟度值浓度来进行判定实验,也即是采用尾气成分检测仪与BQDC100-8型号机动车流动检测线检测无轨胶轮车车辆正常工况下的尾气成分。
永磁同步电机卧式装配时,电机轴线平行于水平面,转子重力与电机轴线垂直,定子转子合装时的轴向磁拉力与电机轴线平行如图2。
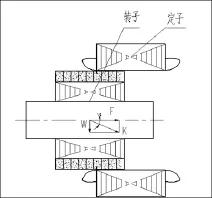
永磁电机卧式装配受力分析示意图2
W——转子重力
F——定子转子合装轴向磁拉力
如果电机组装时定子转子中心重合,定子转子合装径向磁拉力为零,合装时定转子所受合力为K,K与电机轴线成一个a夹角,如果转子刚性不足,则会使转子变形产生一定的绕度,当绕度大于一定值时打破径向磁拉力的平衡而使定转子间隙不均匀,转子发生偏移使定转子吸附在一起。
③永磁同步电机装配方式与定转子受力关系分析
从上述受力分析对比永磁电机立式装配比较卧式装配,在定转子径向间隙均匀时,立式装配时轴向磁拉力与转子重力与组装运动方向一至,定子转子不易吸有利于装配。而卧式装配时,定转子所受合力为K,K与电机轴线成一个a夹角,此力将使转子发生偏移,使定转子吸附在一起。不利于装配。
因此永磁同步牵引电机装配常选用立式装配法。立式装配时,保持定转子间隙均匀就保证了定子转子不会偏吸,保持定子转子轴向力的平衡,就保证了电机装配过程的运动速度匀速,运动平稳,操作安全性就能提高。
①定转子立式中心定位设计?

永磁电机双工位组装机示意图3
1——司服电机传动系统
2——转子定位工装
3—油压系统
4——定子定位工装
5——底座
6——工作臂
定转子合装中心定位设计方案如图3:转子组件用专用转子定位工装与工作臂定位压紧,定子通过定子定位工装与底座定位压紧,工作臂的定位孔与底座定位孔同心,从而保证了定子、转子合装前中心重合。
②定子转子合装速度设计
如图3所示,定子组件与底座固定不动,转子组件与工作臂定位压紧后,启动油压系统,使顶尖升高到定子铁芯的上表面后停止上升,启动司服电机传动系统,通过螺纹传动系统带动转子相对定子移动,当转子轴伸与油压顶尖接触达到设定的压力后,顶尖下行且保持与螺纹传动系统同步运行,同步运行速度即合装速度。
③定子转子合装不同轴偏吸控制设计
如图3所示,油压系统的工作保证了定转子合装时由于制造同轴度误差造成定转子偏吸的可能。
④永磁合装机提升效率设计方案
如图3所示,工作臂对称设计,两个工序两台电机同时装配,不仅保证了设备受力均衡,同时提高工作效率1倍。
结论
永磁电机立式装配技术是轨交新型永磁同步牵引电机装配的优选方案,永磁电机双工位组装机不仅保证了定转子中心定位准,而且使各种不同的电机定位通用化,司服电机传动系统与油压系统的联合使用,使设备可靠度大大提高,同时自动化控制程度也大大提高,对称双工位工作使设备工作效率成倍提高,设备占地小,结构简单,操作方便,是轨交永磁牵引电机量产装配的有力技术保证。
黄谷香(1963-),女,主要从事轨道车辆牵引电机制造工艺技术研究。
