斜床鞍异型砂轮专用数控车床的设计制造
2016-08-31李新强徐瑞霞
李新强 徐瑞霞
(①济南锅炉集团有限公司膜式壁分厂,山东 济南 250023;②山东职业学院铁道机车与机电装备系,山东 济南 250014)
斜床鞍异型砂轮专用数控车床的设计制造
李新强①徐瑞霞②
(①济南锅炉集团有限公司膜式壁分厂,山东 济南 250023;②山东职业学院铁道机车与机电装备系,山东 济南 250014)
通过研究机床总体结构、主轴结构、砂轮的装夹、进给系统设计、导轨的密封、机床总体防护及吸尘,刀具的选择及相关切削参数等,设计一种异型砂轮加工专用数控车床,既可以提高砂轮加工的灵活性,还能保证加工质量、提高加工效率,降低加工成本。
斜床鞍;异型砂轮;专用;数控车床
磨削加工,在机械加工隶属于精加工,加工量少、精度高,在机械制造行业中应用比较广泛。砂轮是磨削加工中最主要的一类磨具,是在陶瓷磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。大部分的砂轮是圆柱形的。而现阶段随着社会对各类工业及民用产品形状的要求越来越高,各种非圆柱形异型砂轮的需求量也越来越多。传统异型砂轮的加工通常是利用金刚石磨轮或金刚石笔,利用成型加工设备手动控制修磨,加工精度、灵活性和效率都不高,对于型面为自由曲线的砂轮来说,手动修磨更是无法完成其加工。大部分砂轮加工企业急需一套能加工多种异型砂轮的自动化设备,既能满足砂轮加工的灵活性,还要保证加工质量、提高加工效率、降低加工成本,减轻工人劳动强度,并将工人从高污染高危害的加工环境中解脱出来。
现阶段数控技术已经非常成熟,数控机床在加工灵活性、高质量和高效率等各方面较普通机床都有很大的优越性。所以数控机床在金属加工行业应用非常普及。砂轮同车削类工件相同,都是回转体零件,所以在理论上砂轮可以用数控车床进行加工。但是因为砂轮自身的特殊材质、机床导轨等部位的密封和总体防护吸尘、砂轮的切削工艺和切削参数以及装夹方式等各方面同金属加工不同,所以现阶段所有机床厂生产的数控车床都不能直接用来车削砂轮。
本文旨在设计一种异型砂轮加工专用数控车床,研究机床床身结构、主轴结构、砂轮(工件)的装夹、进给系统设计、导轨的密封、机床总体防护及吸尘、刀具的选择,并研究相关切削参数等,既可以提高砂轮加工的灵活性,还能保证加工质量、提高加工效率,降低加工成本,减轻工人劳动强度和对身体健康的危害,并在一定程度上减少室内粉尘。本文将以CKZ630A斜床鞍异型砂轮专用数控车床为例来展开介绍,此设备是笔者公司为某世界知名磨料磨具制造公司设计制造的。
1 机床总体结构设计
机床的总体结构与通用金属加工数控车床类似,主要由主轴单元、主轴箱底座、床身、横向X轴伺服进给装置、纵向Z轴伺服进给装置、斜床鞍、工件装夹装置、动力刀架、刀具测量系统、数控车床电气控制系统、自动间歇润滑泵以及钣金防护等部分组成,光机结构如图1所示,床身、主轴箱底座、斜床鞍和进给滑座等部件均采用HT250灰铸铁,经多次退火时效处理,高刚性及高稳定性的床身为整机的高精度提供了有力保证。
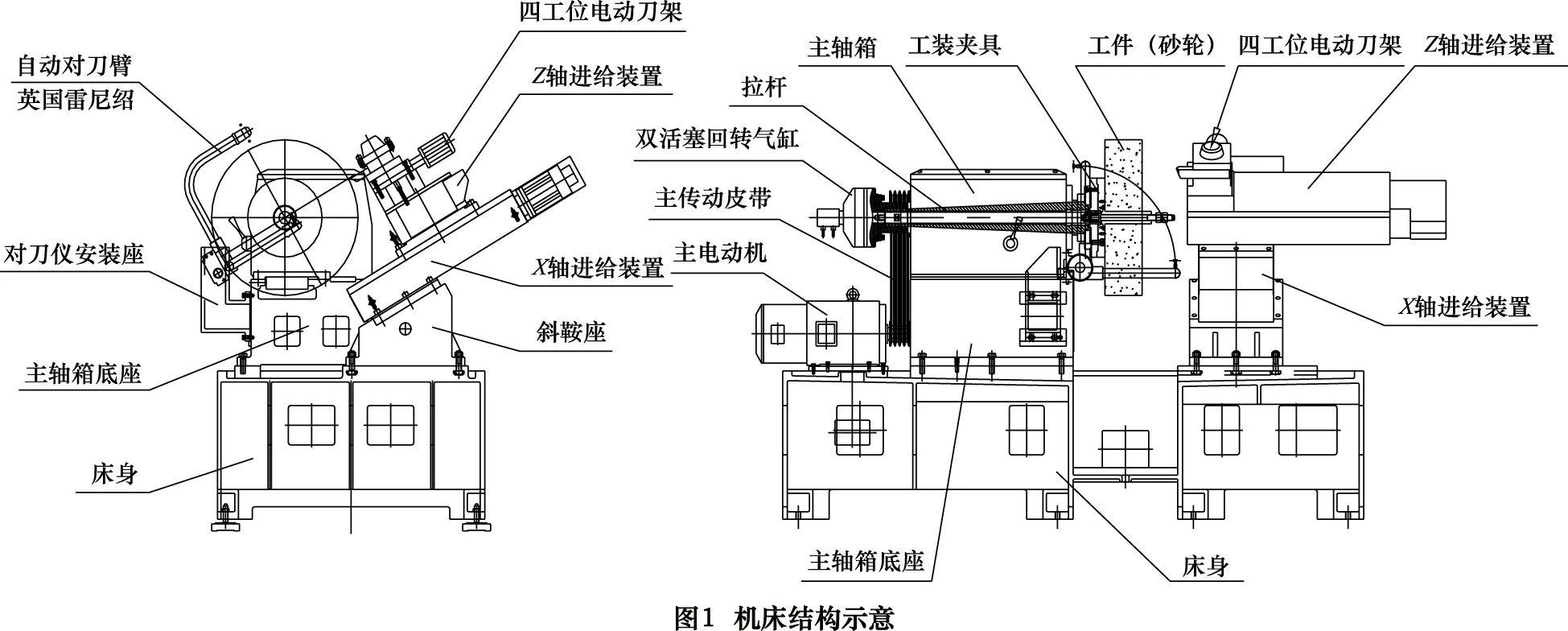
根据砂轮图纸的一般加工要求,选择常州宏数控设备公司生产的LD4B-CK6163型四工位立式电动刀架,该刀架为上刀架体免抬起转位,换刀时可避免砂轮屑进入刀架体内部,以免损坏刀架体内部运动部件,可以满足用户的日常加工需要。切削砂轮时刀具磨损较快,为保证加工精度,需要经常停机进行手动对刀,为了提高加工效率和精度,结构上增加了数控车床自动对刀仪,可根据刀具的磨损情况自动对刀具进行对刀和补偿。工件的装夹采用气动夹紧方式,为保证足够的夹紧力,选用大直径双活塞回转气缸,夹紧动作快捷、可靠且清洁,并配置压力检测开关,与数控系统联锁,在气压突降的情况下可迅速停机,保证加工过程中设备和操作人员的安全。
2 主轴单元的设计
主轴系统的设计首先要根据刀具的允许切削线速度、工件的直径等因素来计算主轴的转速,基本计算公式为:
(1)
式中:n为主轴转速,r/min;v为切削速度,m/min;d为工件直径,mm。
目前陶瓷砂轮的车加工一般选用PCD聚晶金刚石刀片作为加工刀具,此种刀具具有高硬度和极好的耐磨性、热导性,摩擦系数小。现根据国产株洲钻石切削刀具股份有限公司的PCD聚晶金刚石刀片牌号为YCD511刀片推荐切削用量如表1所示,以工件最大直径630 mm,根据式(1),可计算出主轴转速范围为10~160 r/min左右。为了节约设计与制造成本,选用通用车床主轴箱,并根据以上计算数据来验证是否适合加工砂轮,通过参数比较,最终确定选择CK6150三档变速主轴箱,选用7.5 kW变频电动机经皮带通过齿轮变速箱带动主轴旋转,三档齿轮有级变速配合档内变频无极调速,主轴轴端为C-6形式,主轴转速范围0~1 600 r/min。配置主轴编码器,配合数控系统可实现螺纹切削,以及更为复杂的变螺距切削因砂轮加工产生的粉尘对机床主轴危害很大,所以必须加强对主轴前端密封的设计。本主轴系统采用内置骨架油封,外置多级迷宫密封,保证了主轴的密封性能。改进后完全满足对砂轮加工的使用要求。
表1推荐切削用量

牌号被加工材料加工方式切削速度/(m/min)YCD511硅铝合金(Sl含量>12%)金属基复合物未烧结陶瓷材料烧结陶瓷材料双金属材料车削300~700铣削500~1000铣削500~1000车削100~200车削20~50铣削200~300
3 进给系统设计
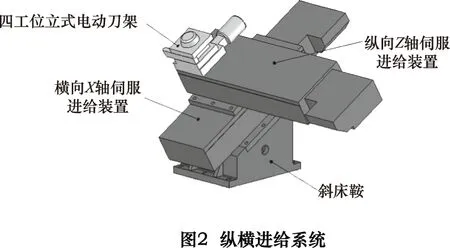
因加工工件材质的特殊性,本设备对横向X轴和纵向Z轴伺服进给装置部分的要求极高,主要表现在进给的精度,运动部件的刚性和稳定性,特别是整个运动副的防尘密封性能,如果防尘密封性不好,将无法保证整台机床的长期稳定运行,所以此处的密封是极为关键的,也是本设备的设计难点。如图2所示,纵向Z轴伺服进给装置与横向X轴伺服进给装置垂直叠放,分别由交流伺服电动机驱动,通过无间隙联轴器直联滚珠丝杠,滑座与固定座之间为直线导轨,带动四工位立式电动刀架,可自动选刀,由数控系统控制两轴的插补运动实现数控加工,对于伺服进给部分的扭矩和进给力等的相关计算本文不再赘述。
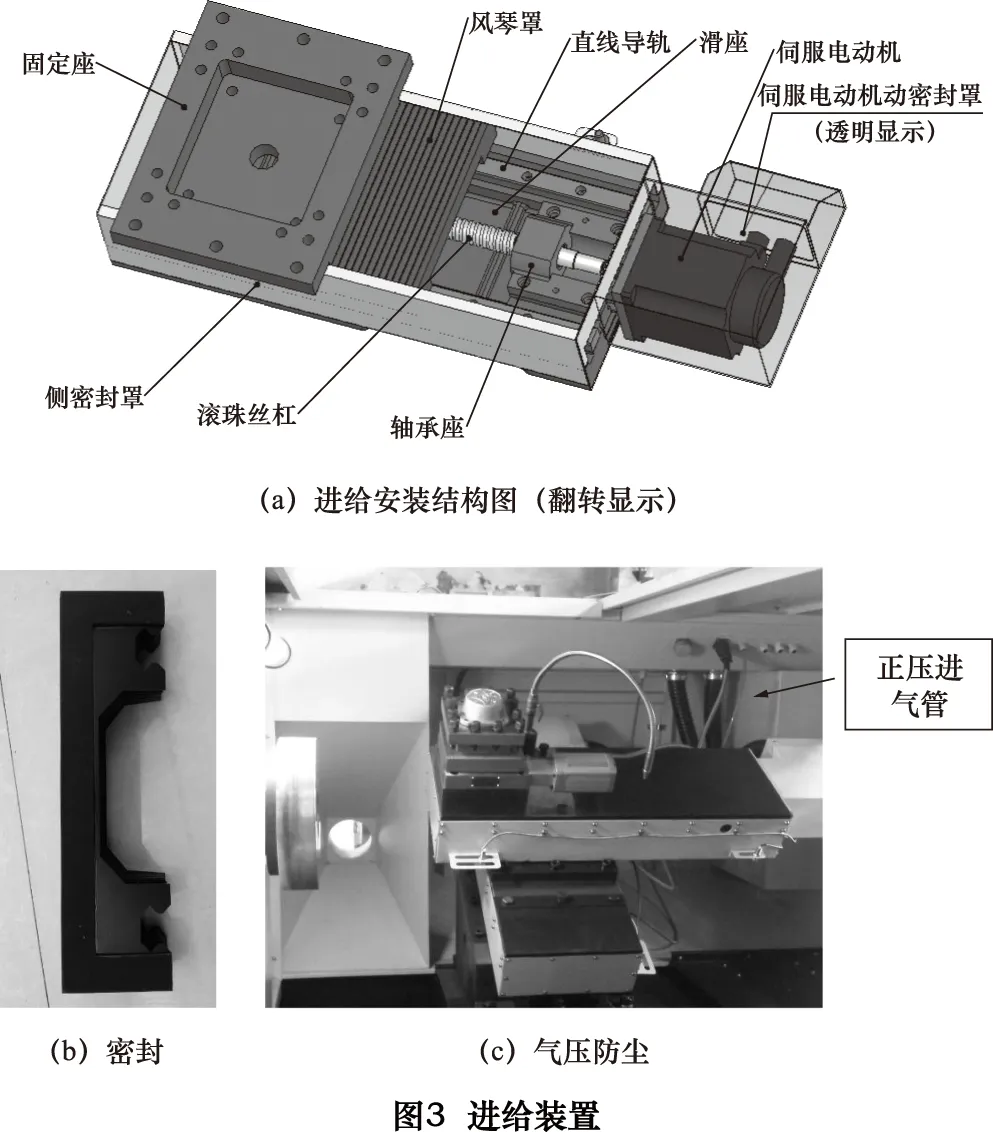
横向X轴和纵向Z轴伺服进给装置的内部结构是相同的,如图3a所示。为了达到防尘密封的要求,将导轨滑座在上安装,螺母固定座在下安装固定,见图3a(图中为了便于观察内部结构,特翻转显示),滚珠丝杠、直线导轨和滑座一起移动,导轨滑块与螺母固定座不动,整个导轨副和丝杠副结构均为倒置安装,滚珠丝杠内置,使用专门设计的风琴罩封住直线导轨和滚珠丝杠,如图3b,同时两侧增加钣金侧密封罩,底部带有钣金翻边,对风琴罩有导向和保护作用,同时也可抵制砂轮屑进入内部空间。另外为了提高防尘能力,向两个独立滑座里面通压缩空气,使滑座内部空间建立起正压(图3c),这样滑座外部微细的灰尘也不容易通过各缝隙进入内部,可保证精密部件长期稳定运行。正压进气管通径8 mm,进气压力调节在0.1~0.2 MPa。
4 工件夹持装置设计
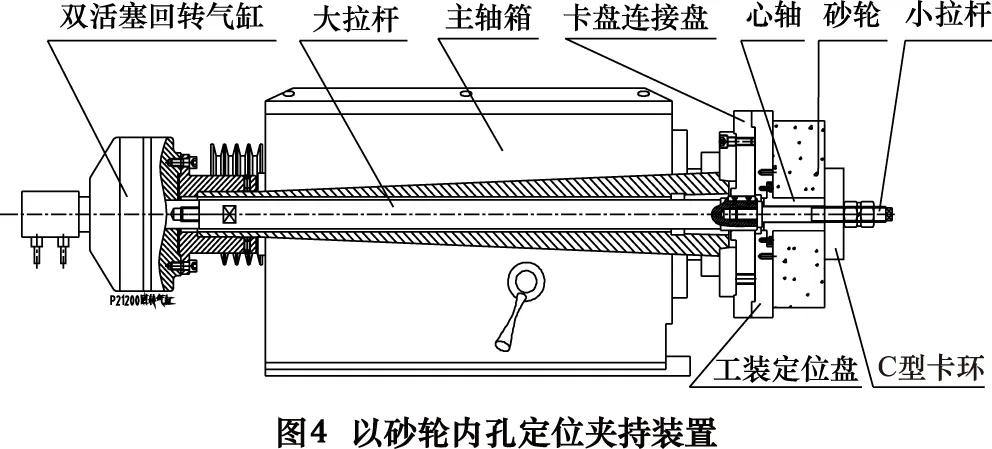
针对砂轮的加工要求,设计了两种典型的装夹方式:以砂轮内孔定位和以砂轮外圆定位。如图4所示是以砂轮内孔定位的心轴夹持方式,将砂轮套在心轴上,回转气缸拉动大拉杆,继而拉动小拉杆,利用C型卡环,将砂轮牢牢地压紧在工装定位盘上;如果以砂轮外圆定位夹持的话,只需将工装定位盘、心轴组件和小拉杆从卡盘连接盘上卸掉,然后将标准动力卡盘安装到卡盘连接盘上,如图5所示,即可实现对砂轮以外圆定位夹紧。两种方式可方便地互换。


其他部分的设计可参考通用金属数控车床来设计,而且技术也相当成熟,在此不再赘述。
5 使用结果
该设备全套部件装配完毕后,经过精度和电气调试并试车成功,通过对加工完毕试件的检验测量,试件完全符合图纸要求,如图6所示,砂轮试件曲线轮廓与检测样本完全符合。
实践证明,整台设备运行稳定可靠,加工精度高,防尘性能好,达到了预期的设计目的。
[1]《现代实用机床设计手册》编委会.现代实用机床设计手册[M].北京:机械工业出版社, 2006.
[2] 徐宏海.数控机床机械结构与电气控制[M].北京:化学工业出版社, 2011.
[3] 西门子(中国)有限公司.SINUMERIK 808D_调试手册[Z].2012.
[4]西门子(中国)有限公司,SINUMERIK808D 编程与操作步骤(车削)[Z].2012.
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design and manufacture of special numerical control lathe with oblique bed saddle for the special-shaped grinding wheel
LI Xinqiang①, XU Ruixia②
(①JiNan Boiler Group Co., Ltd., Jinan 250023, CHN;②Department of Electrical and Mechanical Equipment, Shandong Polytechnic, Jinan 250014, CHN)
By studying the overall structure of machine tools, the main structure of the spindle, the feeding system design, the sealing of the feed system, the overall protection of the machine tool, the selection of the machine tool, the relative cutting parameters, the special numerical control lathe is designed, which can improve the flexibility of the grinding wheel, and can guarantee the processing quality, improve the processing efficiency and reduce the processing cost.
oblique bed saddle; special-shaped grinding wheel; special; numerical control lathe
TH69
A
10.19287/j.cnki.1005-2402.2016.08.012
李新强,男,1979年生,厂长,主要从事自动化生产设备的研发、制造等。
2016-01-05)
160823
