台达有源无功补偿器SVG在农机行业板焊车间的应用
2016-08-29中达电通股份有限公司邵世锋
/中达电通股份有限公司 邵世锋/
台达有源无功补偿器SVG在农机行业板焊车间的应用
/中达电通股份有限公司 邵世锋/
0 引言
某农机集团作为国内同行业的龙头企业,其很多产品销量和出口量居全国同行第一,是中国拖拉机工业具有影响力的企业之一,也是中国机械工业百强企业。生产制造中的焊接工艺作为农机生产环节非常重要的一环,其对配电系统的电能质量有更高要求。该集团板焊车间配电系统原有的无功补偿设备为接触器投切电容器组的无源补偿方式,已经损坏无法使用,系统功率因数严重不达标。由于板焊车间的主要负载为焊机及冲床,属于冲击性负载,传统的无源补偿方式无法跟踪到系统的变化要求,达不到补偿效果,这也是原有的补偿设备损坏的原因。通过综合对比公司实力及产品的稳定性、可靠性及使用效果,该农机集团决定采用台达的有源无功补偿器SVG产品进行补偿治理。
1 板焊车间情况
1.1 焊接工艺
焊接作为农机制造中非常重要的一环,焊接设备是其主要的生产设备,焊接设备的选用以及焊接设备工作中配电系统的电网质量也直接影响到生产产品的质量。
该集团板焊车间的焊接设备采用目前黑色金属材料最重要的焊接工艺即CO2气体保护焊是以CO2气为保护气体,由于CO2气体的热物理性能的特殊影响,同时使用高稳定性的电源,可以得到很稳定的焊接过程,加上使用含脱氧剂的焊丝即可获得无内部缺陷的高质量焊接接头。
从焊机的主回路来看(见图1),焊机在工作时会产生大量的高次谐波,同时需要消耗大量的无功,因此会引起配电系统的功率因数严重低下,造成大量的能量损耗。
该农机集团板焊车间有近40台CO2气体保护焊机,以满足该农机集团所有产品的焊接需求(见图2)。
1.2 焊接配电系统特点
由于焊接的工作原理及特点,像该集团采用的CO2保护焊机,其工作时电流为60~350A,根据送丝的速度不同焊接电流和电焊电压也不同,但在焊接时单台焊机的电流在毫秒内电流最大可达到350A。由此,整个焊接车间配电系统的负载变动呈现两个特点:一是电流变化非常快速;二是电流的变化量非常大。因此,该农机集团板焊车间原本配置的FC无功补偿设备,无法满足配电系统快速变化的需求,而且由于FC无功补偿器根本的还是电容补偿器,因此在焊机工作时产生的谐波,会被FC的电容进一步放大,同时偶尔会产生谐振,导致FC装置的补偿电容频繁地损坏,以至于板焊车间配置的无功补偿器设备损坏无法使用,造成配电系统极高的能耗。

图1 焊机主回路

图2 焊接车间现场
2 配电系统架构及治理
该农机集团板焊车间配置一台1250kvar变压器,主要负载为三相交流焊机,原有的无功补偿设备采用传统无源电容补偿方式,由于焊机负载变动非常剧烈,原有的无功补偿设备经常损坏且已经无法正常投入使用,造成板焊车间的功率因数严重不达标,功率因数只有0.5~0.7,导致能耗的巨大浪费。
该农机集团通过对比多家SVG产品供应商,考虑到台达方案及应用类似工艺现场均有实际案例,且产品具有很高性价比,由此,该农机集团决定选择台达SVG治理方案和产品进行实施。
台达有源无功补偿器SVG的主要特点:
1)全响应时间5ms;
2)双向补偿无功,额定容量情况下保证功率因数始终在0.95以上,不过补;
3)具有典型次数谐波的滤波能力;
4)IP等级21,内置热管冷却及散热风道,保证更为恶劣环境下SVG设备的可靠运行。
如图3为板焊车间改造后的配电系统架构;图4为有源无功补偿器SVG的现场应用。
3 现场应用效果
项目成功实施后,采用美国FLUKE公司的专业电能质量测试仪FLUKE435进行了使用前后的对比测试,表1、图5~6为测试数据的对比说明。
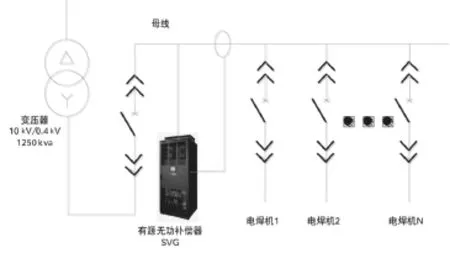
图3 板材车间配电系统架构

图4 有源无功补偿器SVG现场应用

表1 板焊车间配电系统SVG投入前后的实时数据对比

图5 记录时间区间配电系统SVG投入前后的功率因数变化趋势图

图6 记录配电系统在SVG投入前后的电流变化趋势图
4 结束语
台达有源无功补偿器SVG在该农机集团板焊车间的应用,再次证明了有源无功补偿器SVG在快速变化负载配电系统的高效应用,同时SVG完美补偿了配电系统的无功功率,降低了系统的谐波含量,提高了变压器30%以上的利用率。此外,有效降低了配电系统的无功损耗、传输线路损耗、变压器损耗等,实现了一定的节能减排,在类似的农机行业企业具有巨大的典型应用推广价值,同时也符合台达节能、环保、爱地球的经营理念。
