热风炉烘炉实践与浅析
2016-08-25李明邹志伟曹树志
李明 邹志伟 曹树志
(河北钢铁集团 唐钢公司 炼铁部)
热风炉烘炉实践与浅析
李明邹志伟曹树志
(河北钢铁集团 唐钢公司 炼铁部)
本次烘炉主要依据安耐克提供的热风炉烘炉曲线并结合以往经验进行,烘炉过程中出现了风机停机、灭烧等问题,同时也发现一些问题,均按照相关预案进行了调整,使3座热风炉顺利完成烘炉,达到预期目标。
热风炉烘炉温度
0 前言
本高炉配置三座顶燃式热风炉,设计风温1200 ℃。热风炉由蓄热室、拱顶组成,拱顶的空间即燃烧器下部为锥台型燃烧室,燃烧室下部直接与蓄热室相连,蓄热室内全部砌筑格子砖。蓄热室采用37孔蜂窝格子砖,分三段砌筑,上段为硅质,中段为低蠕变高铝质,下段为低蠕变粘土质。格子砖为凹凸形状,使蓄热室内格子砖的位置相对稳定。热风炉炉衬在高温区采用硅砖,中温及低温区采用低蠕变高铝砖及低蠕变粘土砖;隔热材料为轻质硅砖、轻质高铝砖、轻质粘土砖、耐火纤维毯。
热风炉烘炉曲线根据热风炉内部耐材结构及以往经验进行制定[1],本次烘炉严格按照预定方案进行,使烘炉效果达到最佳。
1 烘炉前准备工作
1.1各系统具备条件
烘炉前,热风炉系统联动试车完毕,PLC、计算机、仪表等系统能正常工作,数据已接到中控室。并且热风炉及各工艺管道安装完毕打压合格,具备引煤气条件。热风阀冷却系统已正常运转,各种动力保障供应具备条件。
1.2烟囱烘烤
烟囱烘烤采用自然烘烤方式。枕木按圆周方向整齐排列码放于烟囱内,用煤油作燃料、用棉丝点燃。为防止枕木燃烧时间过短,在人孔处用砖垒砌,留一400 mm×400 mm的孔道,用铁板挡上,调节进风量大小,控制燃烧速度。
烘炉前一天烟囱已烘烤完毕。
1.3烘炉临时煤气管道制作
1)在2HS煤气支管煤气切断阀前东侧接Ф530 mm管道至24 m平台作为烘炉煤气主管,约60 m,主管出口加Ф500 mm蝶阀和眼镜阀、压力表一块以及Ф50 mm吹扫点,在主管末端加高3 m放散及Ф100 mm放散阀。
2)三座热风炉煤气切断阀上50 mm厚盲板。
3)在Ф530 mm管道接3个Ф330 mm煤气支管每个20 m引到3个烘炉人孔附近且前段加法兰作为安装烘炉设备用。每个支管安装 一个DN300涡轮蝶阀和DN300闸阀;每个支管加装流量表各一块。每个支管低点加Ф20 mm放水点(也可作为点火或放散)。
2 预定烘炉曲线
安耐克公司提供的热风炉烘炉曲线如图1所示。
3 烘炉过程及故障
3.1烘炉过程
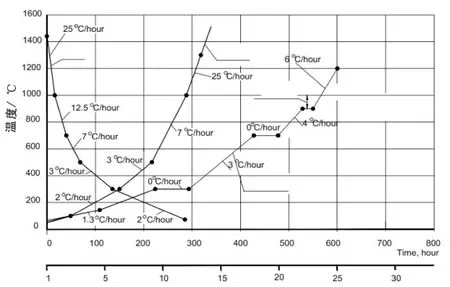
图1 安耐克公司烘炉曲线图
2015年10月17日开始烘炉,烘炉使用高炉煤气,按25天烘炉曲线进行。点火前确认了热风炉各阀门状态,烘炉过程中各阀门状态见表1,热风炉燃烧室实际温度曲线如图2所示。
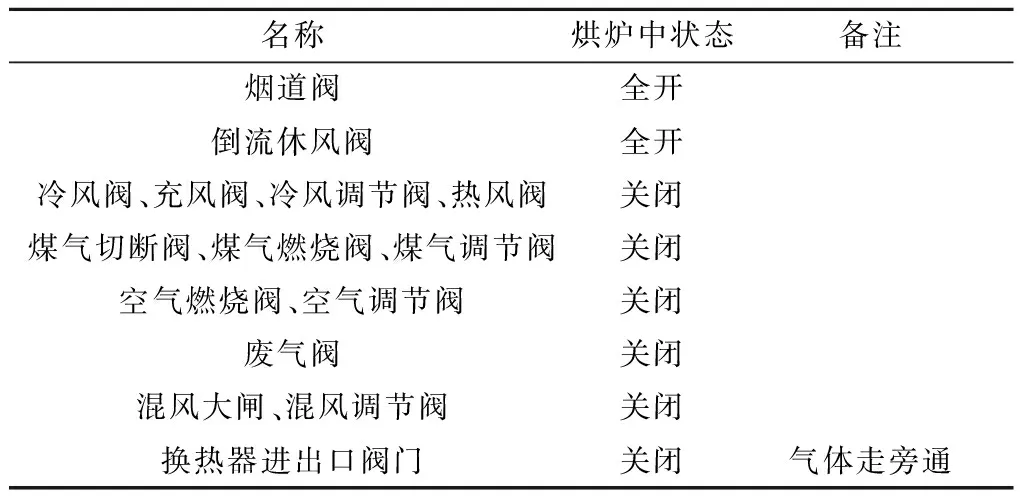
表1 烘炉过程中热风炉各阀门状态

图2热风炉燃烧室实际温度图
从图2可以看出,300 ℃之前升温速度比预定方案要快,300 ℃~900 ℃基本按照方案预定升温速度进行升温。烘炉至900 ℃后,拱顶温度未按原定计划升温。因烘炉至900 ℃后,硅砖相变基本达到目的,遂拆除烘炉设备,利用热风炉自有设备完成900 ℃~1200 ℃过程。最终因为需要控制烟道温度,拱顶温度烘至1100 ℃[2]。在随后烘高炉的过程中,热风炉经过几次送风烧炉,硅砖温度达到1000 ℃以上,拱顶温度已达到1250 ℃以上。
3.2烘炉过程中的灭火故障
在烘炉过程中除了煤气燃烧不稳定等问题外,还出现了两次短时间灭火故障,两次长时间灭火故障。
两次短时间灭火故障,均及时关闭煤气阀门,打开烟道阀抽约30 min,因点火顺利,未对烘炉造成影响。
两次长时间灭火故障: 1)10月26日7:14因烘炉用小风机操作箱接触器有过流,致使配电室电源跳闸。待处理好后于10:40重新点火烘炉。重新点火后,升温速度按3 ℃/h控制,逐步恢复至正常烘炉曲线。2)10月30日22:50 3#热风炉灭火,因热压高点火不顺利,至第二天10:10才重新点火烘炉。此时拱顶温度过低,未按原定计划升温。1#、2#热风炉按原计划升温,3#热风炉按点火时温度开始计算按烘炉曲线升温。700 ℃时恒温时间缩短10 h,至900 ℃后,每小时比1#、2#多升温5 ℃。最终按原定时间完成烘炉。
4 烘炉存在问题
1)烘炉初期中控与现场温度差距大。原因是现场烘炉电偶与中控电偶插入深度不一样,中控电偶深度浅100 mm。
2)烘炉至900 ℃后,拱顶温度不能按原定计划升温。主要原因有:高炉煤气发热值低,煤气含水较多;煤气压力不稳定,烘炉煤气支管压力最低至4 kPa,远低于煤气压力下限允许值8 kPa;临时煤气管道选型匹配不合理,Ф530 mm管道变径Ф330 mm管道幅度变化过大,影响煤气压力稳定性。
3)烘炉助燃风使用小风机的问题:一是控制风量用纸板遮挡入口的方法不合理,风量波动造成煤气燃烧不稳定,影响烘炉温度的波幅,二是若突然断电炉内火焰喷出人孔极易烧损小风机及电缆,甚至引起火灾。
5 处理措施
1)将现场烘炉电偶与中控电偶插入深度调整深度,温度差距消除。
2)对于烘炉至900 ℃后拱顶温度不能按原定计划升温的问题,因当时受烘炉的连续性和只具备高炉煤气这单一煤气种类的限制,只能利用热风炉自有设备完成后续的升温过程,即在随后烘高炉的过程中,热风炉经过几次送风烧炉,硅砖温度和拱顶温度均达到要求。
3)对小风机的风量波动问题经研究取消纸板遮挡入口的方法,因当时使用助燃风机送风不具备条件,所以再准备一台同型号小风机,在其出口连接Ф330 mm管道,管道上安装一手动调节阀用来调节风量,替换原来小风机送风,效果良好。为了防止炉内火焰喷出人孔伤人或烧损小风机及电缆,在人孔外用耐火石棉毡做好隔断。留一Ф80 mm观察口,方便操作人员察看炉内的燃烧情况。
6 结束语
各钢铁厂家都有自己的一套烘炉方法,炉型、耐火材料、燃烧介质也不尽相同,但都能很好的完成烘炉操作。本次烘炉也不例外,但相对来说此次选用的烘炉设备过于简单,自动化程度偏低,今后应选用自动化程度高的烘炉专用设备,参数更准,效果更好。
[1]居勤章,陈俊我,魏国君.二高炉4号热风炉烘炉实践[J].宝钢技术,2003(5):4-7.
[2]卢开成.4号高炉热风炉体烘干实践[J].梅山科技,2010(3):1-4.
THE HEATING-UP PRACTICE AND ANALYSIS OF THE HOT-BLAS STOVE
Li MingZou ZhiweiCao Shuzhi
(Hebei Iron and Steel group Iron-Making Plant of Tang Steel)
The heating-up practice is according to the baking curve that provided by the Annec company combined with previous experience. Wind-turbine downtime and fire fighting happen in the process of heating-up the hot-blast stove. At the same time, some problems are found. All in accordance with the relevant plans are adjusted so that the heating-up practice of three hot-blast stoves is successfully completed and desired objectives are achieved.
the hot-blast stoveheating-uptemperature
2016—1—10
联系人:李明,工程师,河北.唐山(063000),唐山钢铁股份有限公司炼铁部中厚板区高炉二车间;
