基于模糊模式识别的焊缝缺陷图像检测
2016-08-16高炜欣武晓朦李华
王 欣,高炜欣,武晓朦,王 征 ,李华
(1.西安石油大学 陕西省油气井测控技术重点实验室,陕西 西安710065; 2.西安石油大学 光电油气测井与检测教育部重点实验室,陕西 西安710065; 3.西安卫星测控中心 工程处,陕西 西安 710043)
基于模糊模式识别的焊缝缺陷图像检测
王 欣1,2,高炜欣1,2,武晓朦1,2,王 征1,2,李华3
(1.西安石油大学 陕西省油气井测控技术重点实验室,陕西 西安710065; 2.西安石油大学 光电油气测井与检测教育部重点实验室,陕西 西安710065; 3.西安卫星测控中心 工程处,陕西 西安 710043)
以埋弧焊管焊缝的X射线检测图像为对象,通过图像处理、特征提取和模糊识别实现了对缺陷的识别。为提高识别精度与实时性,采用主成分分析法对采集图像的像素矩阵进行了主元分析,结合模糊识别中的模糊C均值聚类算法对圆形缺陷和线形缺陷进行识别。相比于传统的通过提取缺陷的若干几何特征分类识别的方法,此方法具有算法简单、占用内存空间小、识别准确率高、实时性强等特点。最终平均识别率可达到90.93%,能够较准确地对焊缝缺陷进行分类识别。
缺陷识别;焊缝缺陷;X射线检测;主成分分析法;模糊C均值聚类;像素矩阵
王欣,高炜欣,武晓朦,等.基于模糊模式识别的焊缝缺陷图像检测[J].西安石油大学学报(自然科学版),2016,31(4):115-121.
WANG Xin,GAO Weixin,WU Xiaomeng,et al.Image detecting of weld defect based on fuzzy pattern recognition [J].Journal of Xi'an Shiyou University (Natural Science Edition),2016,31(4):115-121.
引 言
基于X射线的焊缝缺陷检测在工业生产无损检测领域占据着重要的地位,其中图像处理以及分类算法对最终的识别结果起到了关键性的作用。现有的文献资料表明,在进行焊缝图像处理过程中,使用较多的算法包括:小波变换法、分水岭算法、阈值分割法、数学形态学方法[1]、聚类法[2]等。文献[3]中,邵家鑫等人针对厚壁工件在检测中存在的实时性较差和图像噪声大等问题,提出了基于双阈值分割背景的消除法和平行焊接方向波形分析法,并结合算法融合实现了焊缝缺陷的自动检测。文献[4]中,李小红等人提出了一种基于区域块的聚类分割新算法,通过对图像进行分水岭分割,提取特征后使用高斯混合模型聚类。文献[5]则提出了一种基于数学形态学的腐蚀膨胀方法的自适应阈值分割算法,解决了全局阈值分割法亮度分布不均以及局部阈值分割法抗噪声性能差的问题。国外学者对此也进行了大量的研究,针对以普通“明确集”理论为基础的经典图像处理方法在检测低对比度的微小缺陷时效果差的问题,Lashkia V通过使用局部图像特征的模糊推理方法实现了图像滤波,实验表明该方法在缺陷检测方面近乎于人类视觉水平[6]。此外,高炜欣[7]提出了图像灰度密度的概念,通过DBSCAN的聚类算法实现了焊缝缺陷的分割检测,该方法将分割成功率提高到94%。
本文针对实际工业生产过程中提取的X射线
焊缝缺陷图像,提取其中的局部缺陷区域图片,将图片像素以向量的形式表示,图像的每一个像素直接作为缺陷的一个特征。但由于各维度特征之间难免存在描述上的冗余和线性相关,这也导致计算机处理时间增加和不必要的内存浪费,从而使得检测过程实时性不足。针对此问题,本文提出了采用主成分分析法[8](Principal Component Analysis,简称PCA)进行特征向量的主元分析,以提高各输入变量间的线性无关性,同时也进一步减少特征数据的冗余描述,然后将提取的主元特征向量作为输入样本,通过模糊数学方法进行分类,从而实现对缺陷的识别。
1 缺陷图像分析
实际工业生产中的X射线成像系统检测所得灰度图像如图1所示,其中左图为含有圆形缺陷的焊缝图像,右图为含有线形缺陷的焊缝图像。

图1 X射线焊缝灰度图像Fig.1 X-ray grayscale image of weld
对数据库中所有图像的部分圆形缺陷和线形缺陷进行提取,如图2与图3所示,图2中共显示了330个圆形缺陷,图3中共显示了100个线形缺陷。
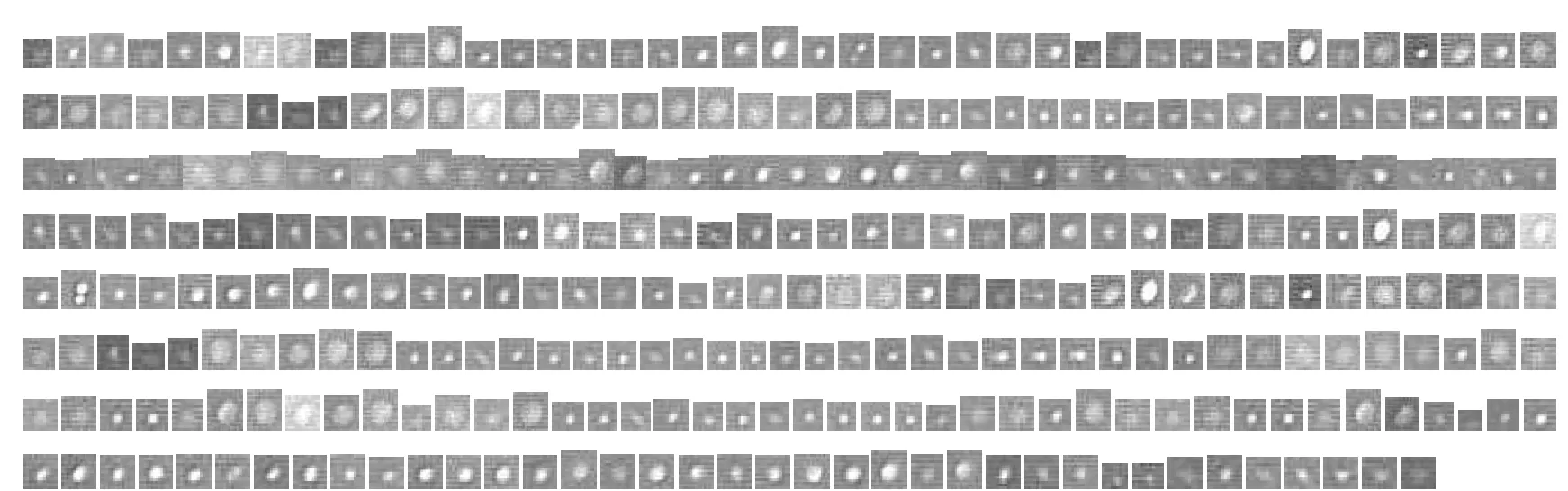
图2330组圆形缺陷灰度图像
Fig.2Grayscale images of 330 circular defects

图3100组线形缺陷灰度图像
Fig.3Grayscale images of 100 linear defects
2 焊缝图像降维
主成分分析法(Principal Component Analysis,PCA)最早由Turk和Pentland提出,是图像处理中一种常用的数据分析方法,其数学基础为Kauhunen-Loeve变换[9](简称K-L变换)。它借助于一个正交变换,把原先的N个特征用数目更少的M个特征取代,新特征是旧特征的线性组合,这些线性组合最大化样本方差,尽量使新的M个特征线性互不相关。这在代数上表现为将原随机向量的协方差矩阵变换为对角矩阵,在几何上表现为将原坐标系变换成新的正交坐标系,使之指向样本点散布最开的P个正交方向。更重要的是,降维的过程中不仅能够去除噪声,还能从旧特征到新特征的映射过程中捕获数据中的固有变异性,以此发现数据中的模式。
本文将提取后存放于数据库中的430个缺陷的像素矩阵通过K-L变换转化为1维列向量,具体如下:
设X为49维的随机变量,用49个基向量的加权来表示X。

(1)
设φ=(φ1,φ2,…,φn),α=(α1,α2,…,αn)T,则式(1)可用矩阵表示为:
X=(φ1,φ2,…,φn)(α1,α2,…,αn)T=φα。
(2)
这里取基向量为正交向量,即:
(3)
将式(2)两边左乘φT,并考虑φ的正交性φTφ=I:
α=φTX。
(4)
(5)
(6)
则有:R=φ φT。
(7)
根据φ的正交性,将式(4)两边右乘φ,可得:
Rφi=λiφi(i=1,2,…,n)。
(8)
由以上各式可以看出,φi是协方差矩阵R的特征值λi对应的特征向量。由于R为实对称矩阵,故其不同特征值对应的特征向量正交。
本文确定的利用PCA对焊缝缺陷图像像素矩阵降维算法步骤如下:
①取数据库中430个缺陷样本49维的像素特征矩阵。首先,使用公式(9)对特征向量进行特征中心化处理,矩阵中每一个元素减去该维数据的平均值再除以第n个观测变量的方差,变换后每一维的均值变为0。
(9)
式中, var(Xn)是第n个样本的标准差。
②求步骤①中特征中心化处理后数据集的协方差矩阵R。
③计算协方差矩阵R的特征值及特征向量,并对特征值由大到小排列,前m个依次为选取的主成分的方差。
④计算主成分方差贡献率和方差贡献率之和。计算方差贡献率之和是否大于规定的阈值alphi来确定N的值。
⑤最后结合前m个特征向量Wl=(wl1,wl2,…,wlm)T,按式(10)计算原样本矩阵的主成分。
Wkl=XkTWl,l=1,2,…,m。
(10)
采集330组焊缝圆形缺陷和100组焊缝线形缺陷的像素特征数据,对缺陷像素矩阵依以上步骤处理,将阈值alphi设置为0.95,实验结果第一主元信息的方差贡献率为96.906%,即可以保留大于95%的特征信息。此时,特征矩阵从430×49的矩阵变成了430×1的矩阵,数据量由168 560字节下降到3 440字节,特征描述的数据量减少了97.96%,在降维的同时提高了数据的线性无关性。将PCA算法应用到特征向量的优化,能够在很大程度上减少计算机内存资源的消耗,进而减少程序运行时间,提高了检测过程的实时性。考虑到传统提取几何特征的方法需要提取三维特征才能够保留大于95%的特征信息,这里也提取前3个维度的主元特征做后续分析。
信息熵是能够衡量信息量大小的物理量。当数据的不确定性越大时,熵越大,则信息量越大;数据的不确定性越小时,熵越小,相应的信息量越小。其计算公式如式(11)所示:

(11)
其中Ui为对应信源符号的i种取值,Pi为每种取值对应的概率,并且各种取值的出现彼此相互独立。
本文通过对比通常选取缺陷部分若干几何特征的方法,对同样使用PCA降维后得到的主元特征向量,使用信息熵衡量2种方法在不同维度时所能够涵盖的信息量,结果见表1。

表1 信息熵对比Tab.1 Contrast of information entropy of two methods
通过表1可以看出,同样经过PCA降维后得到的3个方差贡献率最高的特征向量,像素特征矩阵所包含的信息量明显大于几何特征矩阵包含的信息量,这也意味着选用像素特征作为以下模式识别的数据对象时,可以在同样保留95%特征信息的情况下使用更少的数据,以缩减数据量,进一步提高识别过程的实时性。
接下来提取第一和第二主元的像素特征数据,将数据通过平移—极差变换(式(14))进行预处理,得到无量纲的二维特征数据并绘制其分布散点图,结果如图4所示。

图4 2维像素特征分布散点图Fig.4 Scatterplot of 2D pixel feature distribution
通过观察可以发现,圆形缺陷和线形缺陷的特征散点具有明显的分类趋势,只有在2个分类的交界处有交叉重合部分。以下实验将采用模糊数学的方法进行分类,以期得到最符合实际的分类结果。
3 模糊C均值聚类算法
聚类分析[10]是多元统计分析的一种,也是非监督模式识别的一个重要分支,它把一个没有类别标记的样本集按某种准则划分为若干个类别,使相似的样本尽可能地归为一类,而将不相似的样本尽量划分到不同的类别中。
模糊聚类算法[11]是一种基于函数最优方法的聚类算法,使用微积分计算技术求最优代价函数。在基于概率算法的聚类方法中将使用概率密度函数,为此要假定合适的模型。模糊聚类算法中向量可以同时属于多个聚类,从而避免上述问题。在模糊聚类算法中定义了向量和聚类之间的近邻函数,并且聚类中向量的隶属度由隶属函数几何提供。当分类数给定的前提下,基于目标函数聚类的,寻找出最佳分类方案的方法称为模糊C均值聚类算法[12](Fuzzy c-Means Clustering Algorithm,简称FCM)或模糊ISODATA聚类分析法。FCM把i个向量xi(i=1,2,…,n)分为C个模糊组,并求得每组的聚类中心,使得非相似性指标的价值函数达到最小。FCM的价值函数或目标函数就是所有散点隶属度乘以该点与中心的欧氏距离之和。
假设本实验中被分类的圆形缺陷和线形缺陷对象的集合为:X={x1,x2,…,x430},其中每个对象xk均有n维的特征数据,这里设xk=(x1k,x2k,…,x430k)T,如果要把X分为2类,则它的每个分类结果都对应一个2×N阶的Boolean矩阵U=[uik]2×N,对应的模糊2分类空间为:
Mfc={U⊂R2N|uik∈[0,1],∀k,∀i;
(12)
在此空间上,对2类缺陷特征散点使用模糊C均值聚类算法,具体分类过程如下:
①用值[0,1]之间的随机数初始化隶属度矩阵U,使其满足约束条件

(13)
②对提取的待识别像素特征向量{x1,x2,…,xk}建立模糊识别矩阵,并采用平移—极差变换对数据进行预处理:

(14)
③计算2类样本的聚类中心(即P1和P2点),不同维度下聚类中心点坐标见表2,中心点位置分别如图5—图7所示。

表2 聚类中心坐标Tab.2 Coordinates of cluster center

(15)
④计算距离:
Dik2=(xk-Pi(n))TA(xk-Pi),1≤i≤2,1≤k≤n。
(16)
⑤计算新的隶属度矩阵:
当1≤k≤N时,如果dik≠0,则有

(17)
直到‖U(n)-U(n-1)‖<ε为止。
实验对330组圆形缺陷和100组线形缺陷的像素特征通过模糊C均值聚类算法聚类后的部分隶属度矩阵及缺陷二分类结果分别如表3及表4所示。
通过表4可以看出,FCM算法在本实验中表现出了较好的分类识别效果,但由于FCM采用的是迭代下降算法,所以算法受初始化的聚类中心影响较大,并不能保证收敛到全局最优解,有可能收敛到局部极值或鞍点,从而导致算法的鲁棒性不强。而一般情况下,模糊聚类算法在聚类中心附近随着距离的增加,算法的稳定性逐渐减弱,所以能够准确地计算初始聚类中心成为算法是否收敛到全局最优解的关键所在。

表3 部分隶属度矩阵Tab.3 Partial membership degree matrix

表4 缺陷二分类结果Tab.4 Two-category results of defects
4 实验结果与分析
本文仅采用模糊C均值聚类算法对上文所述经PCA算法处理后各个维度的圆形缺陷像素矩阵和线形缺陷像素矩阵进行模糊分类识别,各维度识别结果如图5、图6、图7所示。
观察图5—图7可以看出,通过模糊C均值聚类算法,能够有效地将1至3维的像素特征散点划分到2个类别中,对比实际各样本的分类情况,统计2个类别的分类正确率,结果如表5所示。
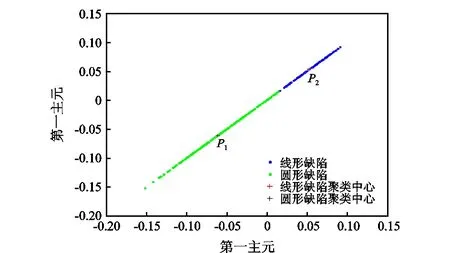
图5 1维模糊C均值聚类散点图Fig.5 1D fuzzy C-means clustering scatterplot
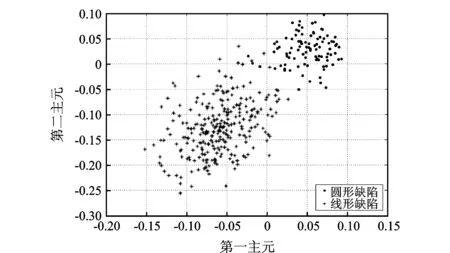
图6 2维模糊C均值聚类散点图Fig.6 2D fuzzy C-means clustering scatterplot

图7 3维模糊C均值聚类散点图Fig.7 3D fuzzy C-means clustering scatterplot

维数圆形缺陷识别率/%线形缺陷识别率/%总识别率/%3维92.7385.0090.932维92.4285.0090.701维91.5283.0089.53
表5反映了圆形和线形样本在不同维度情况下选取某一阈值时的分类情况。本文基于此由小到大选取不同的阈值绘制了1至3维主元像素特征情况下的受试者工作特性曲线[13](Receiver Operating Characteristic Curve,简称ROC),如图8、图9、图10所示。ROC曲线是反映敏感性和特异性连续变量的综合指标,使用构图法揭示了敏感性和特异性的相互关系。ROC曲线能够直观表现出分类的准确性,图中左上角黑色圆圈所在位置为最佳工作点,此时1维特征矩阵分类结果对应的AUC为0.826 8,2维特征矩阵分类结果对应的AUC为0.847 7,3维特征矩阵分类结果对应的AUC为0.852 9,AUC的值为ROC曲线所覆盖的区域面积,最佳工作点越靠近左上角,AUC的值相应地越大,也就表明分类器的分类效果越好。因此,利用ROC曲线可以较好地反映出模糊C均值聚类算法分类识别的情况。

图8 1维像素特征分类ROC曲线Fig.8 ROC curve of 1D pixel feature classification

图9 2维像素特征分类ROC曲线Fig.9 ROC curve of 2D pixel feature classification

图10 3维像素特征分类ROC曲线Fig.10 ROC curve of 3D pixel feature classification
对比传统的使用若干维度几何特征作为分类识别数据,本文直接使用缺陷像素数据分类,二者最终分类准确率对比如图11所示,蓝色直方柱为传统方法识别率,黑色为本文所述方法识别率。
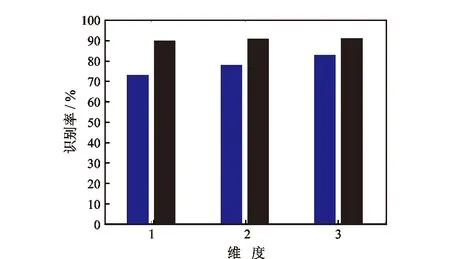
图11 不同方法识别结果对比Fig.11 Contrast of identification results using different methods
5 结 论
本文对基于图像处理的焊缝缺陷检测提出了直接使用图像像素矩阵作为分类识别样本的方法,并在高维度像素特征矩阵的处理方面提出了优化改进的措施,将PCA算法引入到了识别过程中,最终识别率达到了90.93%,基本满足了检测过程中对焊缝缺陷进行准确分类识别的要求,相比较于传统的使用几何特征识别的方式拥有较好的识别准确率。同时采用了ROC曲线对分类器识别效果进行了评价,在后续的研究中可以进一步优化特征提取、特征矩阵处理以及模糊分类算法,以提高识别的精度与速度。因此,将主成分分析法和模糊C均值聚类算法分别应用到特征矩阵的处理和分类识别的过程中,对于提高识别的准确率是一种行之有效的方法。
[1]郭延龙,郭慧,蔡剑,等.焊缝X射线图像缺陷检测技术[J].东华大学学报(自然科学版),2011,37(4):467-471.
GUO Yanlong,GUO Hui,CAI Jian,et al.Defect detection of welding X-ray image[J].Journal of Donghua University(Natural Science Edition),2011,37(4):467-471.
[2]李旭超,刘海宽,王飞,等.图像分割中的模糊聚类方法[J].中国图象图形学报,2012,17(4):447-458.
LI Xuchao,LIU Haikuan,WANG Fei,et al.The survey of fuzzy clustering method for image segmentation[J].Journal of Image and Graphics,2012,17(4):447-458.
[3]邵家鑫,都东,石涵.基于厚壁工件X射线实时成像的焊缝缺陷自动检测[J].清华大学学报(自然科学版),2013,53(2):150-154.
SHAO Jiaxin,DU Dong,SHI Han.Automatic weld defect detection based on X-ray images of thick-wall workpieces[J].Journal of Tsinghua University(Science and Technology),2013,53(2):150-154.
[4]李小红,武敬飞,张国富,等.结合分水岭和区域合并的彩色图像分割[J].电子测量与仪器学报,2013,27(3):247-252.
LI Xiaohong,WU Jingfei,ZHANG Guofu,et al.New color image segmentation based on watershed and region merging[J].Journal of Electronic Measurement and Instrument,2013,27(3):247-252.
[5]阳天舒,李梅,信荟敏,等.基于形态学的自适应阈值分割算法[J].电子设计工程,2015,23(13):102-104.
YANG Tianshu,LI Mei,XIN Huimin,et al.The adaptive threshold segmentation algorithm based on morphology[J].Electronic Design Engineering,2015,23(13):102-104.
[6]Lashkia V.Defect detection in X-ray images using fuzzy reasoning[J].Image and Vision Computing,2001,19(5):261-269.
[7]高炜欣,胡玉衡,穆向阳,等.埋弧焊X射线焊缝图像缺陷分割检测技术[J].仪器仪表学报,2011,32(6):1215-1224.
[8]孔令钊,唐文静.基于PCA的人脸识别系统的研究与实现[J].计算机仿真,2012,29(6):27-29,116.
KONG Lingzhao,TANG Wenjing.Research and realization of face recognition based on PCA[J].Computer Simulation,2012,29(6):27-29,116.
[9]黄金钰,张会林,闫日亮.LBP直方图与PCA的欧式距离的人脸识别[J].计算机系统应用,2012,21(6):202-204.
HUANG Jinyu,ZHANG Huilin,YAN Riliang.Face recognition of LBP histogram PCA and euclidean distance[J].Computer Systems & Applications,2012,21(6):202-204.
[10] 王骏,王士同,邓赵红.聚类分析研究中的若干问题[J].控制与决策,2012,27(3):321-328.
WANG Jun,WANG Shitong,DENG Zhaohong.Survey on challenges in clustering analysis research[J].Control and Decision,2012,27(3):321-328.
[11] 陈厦,方方,胡战利.模糊聚类算法综述[J].生命科学仪器,2013,11(6):33-37.
CHEN Xia,FANG Fang,HU Zhanli.Fuzzy clustering methods[J].Life Science Instruments,2013,11(6):33-37.
[12] 关庆,邓赵红,王士同.改进的模糊C-均值聚类算法[J].计算机工程与应用,2011,47(10):27-29,88.
GUAN Qing,DENG Zhaohong,WANG Shitong.Improved fuzzy C-means clustering algorithm[J].Computer Engineering and Applications,2011,47(10):27-29,88.
[13] 王旭辉,舒平,曹立.基于ROC曲线寻优的支持向量机性能研究[J].计算机科学,2010,37(8):240-242.
WANG Xuhui,SHU Ping,CAO Li.Performance evaluation with optimization strategy for support vector machine based on ROC curve[J].Computer Science,2010,37(8):240-242.
责任编辑:董瑾
Image Detecting of Weld Defect Based on Fuzzy Pattern Recognition
WANG Xin1,2,GAO Weixin1,2,WU Xiaomeng1,2,WANG Zheng1,2,LI Hua3
(1.Key Laboratory of Shaanxi Province for Gas-Oil Logging Technology,Xi'an Shiyou University,Xi'an 710065,Shaanxi,China;2.Key Laboratory of MOE for Photo-electricity Gas-Oil Logging and Detecting,Xi'an Shiyou University,Xi'an 710065,Shaanxi,China;3.Engineering Department,Xi'an Satelite Mearsurement and Control Center,Xi'an 710043 Shaanxi,China)
The recognition of the defects in the welding seam of submerged-arc welded pipe is finished through image processing,feature extraction and fuzzy recognition.In order to improve the accuracy and real-time performance of defect recognition,the principal component analysis (PCA) of the pixel matrix of the acquired image is carried out,and the circular defects and linear defects in the submerged-arc welding seam are recognized using fuzzy C-means clustering (FCM) algorithm.Compared with the traditional classification identification method based on the extracted geometric features of the defects,this algorithm is simpler,its occupied memory space is smaller,its recognition accuracy is higher and its real-time performance is stronger.The average defect recognition ratio of the algorithm can reach to 90.93%,and the accurate classification identification of the defects in the submerged-arc welding seam can be finished using this method.
defect recognition;welding seam defect;X-ray detection;principal component analysis;fuzzy C-means clustering;pixel matrix
A
2015-09-24
陕西省自然科学资助项目(编号:2013JQ8049);陕西省教育厅重点实验室科研计划项目(编号:14JS079);陕西省教育厅自然科学专项(编号:2013JK1077);陕西省自然科学基础研究计划青年人才项目(编号:2015JQ5129)
王欣(1990-),男,硕士,主要从事缺陷检测、图像处理方面的研究。E-mail:3059237219@qq.com
10.3969/j.issn.1673-064X.2016.04.020
TP391.9
1673-064X(2016)04-0115-07
