蒸压釜快开门联锁装置强制检验的必要性
2016-08-16叶剑文向小勇彭泰援杨柳彬广州特种承压设备检测研究院广州511300
叶剑文 向小勇 彭泰援 杨柳彬(广州特种承压设备检测研究院 广州 511300)
蒸压釜快开门联锁装置强制检验的必要性
叶剑文 向小勇 彭泰援 杨柳彬
(广州特种承压设备检测研究院 广州 511300)
通过对在用蒸压釜齿啮式结构的快开门联锁装置(以下简称联锁装置)的技术现状和安全管理方面存在的问题进行研究分析,明确指出蒸压釜设计技术文件必须提供开启安全余压、啮合齿最小安全接触面积和最低啮合度计算资料和联锁装置安装试验技术要求,使制造、安装、使用、管理、检验、修理等环节中安全技术得到有效可靠运转;通过对联锁装置中本质安全认识和理解,进一步剖析泄气槽与密封锁紧机构原理及其本质安全作用,只有大力推行设备本质安全设计,才真正有效地控制得到当设备系统在发生故障或者操作者误操作、误判断时,不会造成安全事故的发生;只有对联锁装置实行强制检验,设备的安全运行才得到更有效的保障。
蒸压釜 快开门联锁装置 本质安全 强制检验
2014年6月15日,广东省佛山市某区某建材公司发生了一起蒸压釜釜盖飞出事故,造成2人重伤,经调查,事故原因为工人未确认釜门关闭到位,便通汽升压,从而导致事故发生。
根据广东省质监局发布的《广东省质监局关于警示近期承压类特种设备安全风险的通报》文件精神,10月15日广州市增城区开展了辖区内蒸压釜快开门联锁装置安全检查行动。全区12家蒸压釜使用单位合共67台,检查中发现问题:1)作业人员方面:现场未见持证安全管理人员有4家单位,现场未见持证操作人员有3家单位。2)其中使用倒汽工艺生产的共34台次,倒汽系统未有装设联锁装置。3)联锁机构失效:汽源联锁机构失效共9台次,占总数的13.43%;手动安全柄联锁机构失效共34台次,占总台数的50.75%;手摇减速箱联锁机构失效共35台次,占总台数的52.24%;釜齿发生变形有1台。
出现上述问题的主要原因,一是企业本身的安全主体责任不清,企业主要负责人及作业人员没有这方面的安全风险意识,有些企业认为联锁装置阻碍生产效率。二是监管部门落实不到位,未尽宣传教育责任;三是法律、法规、规章制度的不健全,技术标准缺失甚至真空,如TSG R0004ü2009《固定式压力容器安全监察规程》(以下简称《固容规》)和《特种设备目录》安全附件中未包括快开门联锁装置,TSG R7001ü2013《压力容器定期检验规则》(以下简称《容检规》)无要求对快开门安全联锁功能进行强制性检验,只有在《压力容器使用管理规则》年度检查中要求用户自行检查。
年度检查并不是法定性强制检验,意味着这庞然大物的承压设备在运行状态下安全符合性验证环节上,失去有效的、责任性的监管。由于没有法律、法规、规章制度、技术标准为基础,造成日常监管工作的困难和混乱,如:1)《固容规》只要求对快开门容器安全联锁功能进行确认,没有统一的设计、制造标准要求,导致市场上出现设计五花八门,性能、质量参差的联锁装置。2)由于联锁装置没有一个完整系统性的标准体系,使用者没法对正确的联锁装置进行了解、熟悉,难以做好年度检查这项工作;根据现阶段快开门联锁装置检验技术状况,联锁装置解锁复位压力值一般为0.003MPa,然而这么一个微小的压力值,蒸压釜通常使用的压力显示设备是无法实现分辨与显示的。由于联锁装置压力表的精度不够、误差大等实际问题,如果强行带压试验联锁装置,容易造成极大人身安全伤害。例如:内压在0.05kgf/cm2下,作用在¢2000mm的釜盖上的力可达15395.8N;而作用在¢2850mm的釜盖上的力更大,为31262N。故一般的检验机构检验人员因缺乏专用检测仪器的原因,只能进行模拟功能试验,仅靠检验人员个人经验的积累对其功能判断,人为的主观因素非常大,甚至会有检验缺失。综上所述,由于监管制度的缺失和使用者安全意识的缺乏,给快开门联锁装置从设计、制造、安装、使用、管理、检验、修理等环节上留下各种各样不同程度的安全隐患。
1 联锁装置技术管理状况
目前国内外普遍采用的是一种釜门启闭动作与进排汽联锁机电一体的装置,也就是使釜内压力与大气压相等情况下才能开门的装置。它使蒸压釜处于工作状态时,不会因为误操作打开釜门;反之,如果釜门没有关好到位就进汽,压力蒸汽就会泄漏外溢发出警报。
市场上主导的联锁装置,基本由釜门啮合机构、手动安全手柄联锁机构、啮合齿锁机构、减速器锁定机构、汽源锁定机构、釜齿到位开关、密封锁紧机构、零压开关及电气自动控制系统等机构组成(如图1所示)。

图1 常见的蒸压釜联锁装置通用结构
联锁装置的基本安全性能要求:“1)联锁装置投入运行后,釜门关闭到安全啮合位置时,方能通入蒸汽升压,釜门未达到安全啮合度,蒸压釜无法进汽投入运行;安全联锁装置投入后,强行外力作用釜门不能转动。2)釜内排汽至压力小于0.003MPa,开启釜门前先打开安全手柄联锁机构,手动按钮电气解锁,减速器锁及啮合齿锁经手动机械解锁后方能启动釜门,泄放残压后釜齿才能完全脱离;否则无法开启釜门。3)在锁紧状态下,系统供电、供气突然中断,设备运行时联锁装置应保持自锁状态。”遗憾的是我们在检验中,在役的绝大部分蒸压釜未有上述第3)点的功能,但ASME[1]第4篇《按规则设计要求》附录4.B已有这样的规定。笔者展望监管部门督促完善快开门式联锁装置相关制度和标准,以确保好人民人身和财产安全。
管理不到位是造成釜门爆炸事故主要原因:1)联锁装置失效或缺失;2)釜内未降至安全余压下开门;3)未到达安全啮合度状态下进汽升压运行;4)因监管的不重视和缺失,未对联锁装置进行安全技术知识普教宣传和实施法定性强制检验,使用者因无知而造成安全意识淡薄,最终导致误操作事故的发生。
2 联锁装置技术“瓶颈”
《固容规》中“当压力容器内部压力完全释放,方能打开快开门;”但操作时,如何确定容器内压力已完全释放(理解为压力降至表压值为0)。现在的市场经济,用普通的工业压力传感器来控制联锁装置,是无法做到容器内压精准零值联锁的;而且容器内从微压降到零的过程本身就需要漫长时间,具体的时间跨度与容器容积、排放口排放面积有直接关系。在实际使用过程中,操作者为了提高生产效率、赶进度,而强行带微压开启釜门,这个微压值到底多少才是安全未定。
开启安全余压大小与快开门式容器类型、形式及体积存在着一定关系,联锁装置解锁的余压动作值,应保证如果釜门撞击到人体头部,人体不会有受伤害的危险,余压一般小于0.003MPa[2];而开启安全余压必须保证完全不对操作者人体产生伤害,目前国内规范和标准均未给出量化的压力值。上海特检院联合北京化工大学对该压力值的量化进行了专项研究[2],对快开门带压打开时与人体碰撞情况进行仿真动力学分析论证,得出了相应的数据。这里仅引用其结果:
1)带压开门时冲击波Δp对人体的伤害:
Δp > 0.1MPa时,大部分人员死亡;
Δp = 0.05~0.1MPa时,内脏严重损伤或者死亡;
Δp = 0.03~0.05MPa时,听觉器官损伤或骨折;
Δp = 0.02~0.03MPa时,轻微损伤。
2)门盖为齿啮式容器开启时内压危害区间分布:
人体距离门盖0.15m时,门盖不会撞击到操作人员的安全内压值为0.001MPa;人体距离门盖0.25m时,门盖不会撞击到操作人员的安全内压值为0.0015MPa。门盖为非平盖(带封头)时,其安全内压计算公式p≤0.16md/D2S,从公式来看,安全内压p与门盖质量md成正比、与门盖外径D平方和门盖直线加速运动至筒体法兰外表面距离S成反比。不同规格型号的设备其安全内压相应有所不同,故蒸压釜制造出厂时设计技术文件应包括:安全余压计算书、啮合齿最小安全接触面积计算书和最低啮合度参数要求,并提供设备在安装、使用管理、检验修理过程中的技术说明。如在没有设计技术说明时,通常可以把釜内残余压力不大于0.001MPa作为釜门开启的基本安全余压[2]。
3 对联锁装置本质安全的理解
设备的本质安全[3]是指通过设计等手段达到使生产设备本身具有安全性,即使系统在发生故障或者操作者误操作、误判断的情况下也不会造成事故的功能,能够自动地保证安全的属性。随着科学技术的发展,蒸压釜的本质安全理念也得到了充分发挥;法兰齿机构与联锁装置分别是蒸压釜中的两个构件,而法兰齿又是联锁装置中的一个部件;在法兰齿机构上体现的本质安全有:1)釜门和釜体法兰间设计带有相互配套的密封锁紧机构,2)釜门法兰齿上设计有从微压降到零的泄气槽。其中密封锁紧机构是釜门密封自锁的设计,保证了釜内压力低于某个数值时才可开门(否则为锁紧状态),反之蒸汽就会泄漏外溢发出警报。而泄气槽是泄放余汽和机械过渡的综合设计,既降低釜齿啮合时机械接触摩擦外,更重要是使釜内残余微压在短时间里释放完毕,保证了釜门在安全余压以下开启(即由0.003MPa降0.001MPa,下面有作阐述),这是开启釜门脱齿前最后一道机械泄压的安全线。只有将独立的联锁装置融入到釜体构件之中,才能更有效地发挥其最根本的安全保障功能。
ASME[1]关于快动(快开)封闭组件的设计规则4.8.5要求:“1)利用手工操作的锁紧机构定位的快动封闭组件,应设计成如果容器在承压状态而企图打开封闭件,则在锁紧元件完全脱扣并封闭件松脱之前,封闭件先行泄漏。封闭组件的设计应使得任何泄漏都直接远离操作者,且应排放至安全位置。2)这种封闭组件应设置音响或目视的报警装置,在夹持元件和锁紧部件完全就位之前就加压,或者在容器内的压力泄放之前就要脱开时提醒操作者注意。”笔者认为密封锁紧机构及泄气槽正是符合ASME的该项设计规则,下面介绍其原理:
1)密封锁紧机构
(1)由密封圈、截止阀和连接管等组成(如图2所示),用丁氰胶密封圈镶嵌于釜体法兰的环向的密封槽内,密封槽通过管道和截止阀与釜体内腔和外供汽源相通;这个设计,既保证容器有可靠的密封性能,也保证釜门开启、旋合的畅顺。
(2)升压阶段应使密封槽和外供汽源相通,在稳压阶段,则使密封槽与釜体内腔相通;密封槽通气后产生一定压力,使密封圈往釜门法兰面方向鼓涨凸出,起到自紧密封作用。

图2 密封锁紧机构结构
(3)关门升压时,当釜门未到预定部位,利用机械设计错位限制,使密封圈与釜门法兰面不能自紧密封,蒸汽就会泄漏外溢并发出警报。
(4)开门前排汽降压,密封槽与釜体内腔仍然保持相通状态,当釜内排汽低至一定压力值时,密封圈因自身和结构性能自行复位,密封圈脱离釜门法兰面使密封自紧失效,微压的蒸汽泄漏外溢并发出警示,提醒操作者使釜内还有压力,需继续泄压。
(5)当c阀未关闭,b阀未打开错误操作时,这时密封圈始终保持密封锁紧状态,釜门也被密封圈锁紧不能轻易强行打开,是设计设备的本质安全的一个体现。
2)泄气槽
为了确保在安全余压下开启釜门,釜门设计时增加了一道安全防线。泄气槽示意图(如图3所示)。在釜门法兰每个齿上铣去一个6mm深、20~25mm宽的台阶。当釜门旋转开启时,釜门法兰和釜体法兰上的啮合齿缓慢的相对滑动一个角度到泄汽槽预定位置,停留15s,釜门受釜内极小的余压作用轴向移动6mm,向釜外溢出余压蒸汽;泄气槽能在较短时间内使釜内余压由0.003MPa连续降至0.001MPa以下安全余压的作用,实现安全开启釜门。

图3 泄气槽示意图
4 安全技术应用和改进
由于人们对联锁装置中密封锁紧机构和泄气槽的两个部件本质安全的认识不足,在设计、制造和操作中没得到正确有效应用,或只发挥其一小部分作用。例如:1)蒸压釜在运行中密封圈因使用磨损老化漏汽是常见的现象,大多数人觉得这么大型蒸汽设备,漏小小的蒸汽对经济损失不大。但从上面内容得知,它不仅承担着联锁装置中的一项锁紧功能,还有着安全警报信号功能。2)釜门旋转开启时,操作规程要求缓慢滑动,到泄汽槽位置时要求停留15s溢出余压蒸汽;但一般没有设计其限位装置,而一般的操作人员对泄气槽功能认识不足,到达泄汽槽位置没有进行过渡、停留;而是直接脱开釜齿,这时釜内的残余压力容易造成人身伤害。以下对上述两个部件笔者提出改进建议:
1)密封锁紧机构在使用期间对盖、孔、阀、圈、片五个安全部件注意保养,每天至少进行一次清洁、润滑,每15日至少进行一次调整和检查锁紧功能是否正常;密封圈一旦发现老化泄漏应立即更换;必须清楚认识到密封圈是联锁装置中的一个安全部件,在带压运行时,密封圈泄漏是一个警报信号,告知操作者检查釜齿是否错位、失位;并警示操作者“釜内有压,不能直接开门”。
2)泄气槽限位自锁器(如图4所示),在釜体法兰齿上装设限位弹簧插销,在对应的釜门部位焊上一块铣出一条单向槽坑台阶的模板(A处放大图,只能往关门方向动作);当釜门往开门方向转动到一个角度时,限位弹簧插销碰到模板槽坑台阶被卡停,此时转动停止(即到了泄汽位置),受釜内极小的余压作用釜门轴向移动6mm,待余汽排完后,再手动向外拔起限位弹簧插销(C向放大图)顺时针转90°开锁,这时可继续转动釜门直至釜齿完全脱开。在关门后通汽前,应将限位弹簧插销手动逆时针转90°进入自锁状态,运用行程开关或测踪感应器与联锁装置进行电气联锁。
3)生产工况试验应在模拟工况试验合格后进行;进行功能试验前,使用单位的相关部门或人员明确应急的方案和措施:比如采用在釜门与釜体之间安装一个链条锁,当超过安全内压误操作开门时,该链条锁可以起到一个缓冲作用;又比如系统设置有抽真空工艺时,先将釜内抽真空后,才开门盖等措施,确保试验人员人身安全。
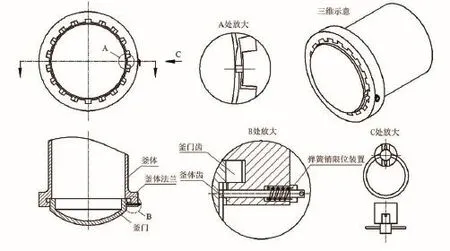
图4 泄气槽限位自锁器
5 结束语
蒸压釜广泛应用于硅酸盐建材产品生产行业,是一种高风险大型快开门压力容器,使用过程中一旦操作不当,即釜门未达到安全啮合度时就升压或釜中的压力未降至安全余压就开启釜门,极易造成人员伤亡事故。据公布的资料统计,快开门式压力容器发生的事故占整个压力容器事故总量的30%左右,而其中90%以上的快开门式压力容器事故均在开关门盖的过程中发生的。蒸压釜操作技术要求较高的特种设备,根据我国的国情,其快开门联锁装置的可靠性普遍存在各种各样的不足,也不可能在短期内提升所有操作者素质,只有制定提高联锁装置性能标准和加大监管宣教检验力度,才更加有效地保障人民的人身和财产安全。蒸压釜快开门联锁装置的发展需要我们共同不断的发现和完善;1)在联锁装置设计时,应充分考虑本质安全,尽可能在设备本体构件的设计时共同考虑并完成;2)监管部门应加快制定和健全相关安全技术管理规范,加大研制推广应用专用的检测仪器设备力度(如:上海特检院研制的快开门式压力容器安全联锁功能测试仪),实现统一标准检验,提高检验工作的准确性、公正性;3)由于使用蒸压釜行业的人员综合素质普遍偏低,除宣传教育外,还应把蒸压釜的年度检查纳入法定性强制检验,专项发挥蒸压釜快开门联锁装置检验的作用,对促进蒸压釜安全使用有着重大意义。
广州市质量技术监督局制定的DBJ440100/T 218—2015 《蒸压釜快开门联锁装置安全技术条件》于2015年05月01日实施,为快开门联锁装置的规范化发展打下坚实的良好基础,为使蒸压釜安全有效地运行,提供一道有力的技术保障。
[1] ASME Boiler and Pressure Vessel Code Ⅷ 2—2010 ASME锅炉及锅炉压力容器规范[S].
[2] 罗凡,廉风,杨蓉遵,等.快开门式压力容器安全联锁功能压力区间的研究[J].化 工机械,2010,37(5)552-556.
[3] GB/T 15236—2008 职业安全卫生术语[S].
[4] TSG R0004—2009 固定式压力容器安全技术监察规程[S].
[5] TSG R7001—2013 压力容器定期检验规则[S].
Necessity of Mandatory Inspection of Door Interlock Device in Autoclave
Ye Jianwen Xiang Xiaoyong Peng Taiyuan Yang Liubin
(Guangzhou Special Pressure Equipment Inspection and Research Institute Guangzhou 511300)
By analyzing the problems of current technical situation and security management of the toothlocked autoclave door interlock hereinafter referred to as interlocking device, it will point out explicitly that the design technical documents of reaction caldron in the aero concrete production must provide the pressure of open security, meshing tooth minimum safety contact area and the minimum degree of meshing calculation data and interlocking device installation test technical requirements. It can make the safety technology effective and reliable operation during manufacturing, installation, using, management, inspection and repairing. Through the intrinsically safe understanding of interlocking device, analyzing the principles of frustrated groove and seal lock mechanism and its effect on the intrinsically safe deeply, it is found that the design of intrinsically safe should be carried out to effectiveky control and avoid the safety accidents happening when the equipment system is failure, operator error operation or false judgment. Only mandatory inspection of interlock is implemented, the safe of equipment operation can be guarantee effectively.
Autoclave Door interlocking device Intrinsic safety Mandatory inspection
X933.4
B
1673-257X(2016)07-0030-05
10.3969/j.issn.1673-257X.2016.07.007
叶剑文(1969~),男,本科,主任,高级工程师,从事特种承压设备检验检测及管理工作。
(
2015-11-18)