Al-TiN粘结剂比例关系对PcBN烧结及性能的影响*
2016-08-15夏罗君罗文来王文龙何绪林
夏罗君, 骆 颖, 罗文来,王文龙,,何绪林,,张 喆
(1.中国有色桂林矿产地质研究院有限公司,广西 桂林 541004; 2.桂林特邦新材料有限公司,广西 桂林 541004)
Al-TiN粘结剂比例关系对PcBN烧结及性能的影响*
夏罗君1,2, 骆 颖1,2, 罗文来1,2,王文龙,1,2,何绪林,1,2,张 喆1,2
(1.中国有色桂林矿产地质研究院有限公司,广西 桂林 541004; 2.桂林特邦新材料有限公司,广西 桂林541004)
Al-TiN体系粘结剂被广泛使用在PcBN的合成过程中,通过大量研究实验证明发现不同配比的Al-TiN粘结剂体系对PcBN的外观、内部缺陷的形成以及切削性能等重要方面将会产生突出的影响。通过SEM、超声波扫描显微镜(C扫描)等现代化检测手段验证及分析了产生这些影响的原因。
Al-TiN体系粘结剂; PcBN; 切削寿命
1 引言
立方氮化硼(以下简称cBN)是目前世界上已知第二硬的材料,其硬度仅次于金刚石。它于1957年问世,经过不断的发展,在上世纪70年代cBN被用来制作超硬刀具材料,应用于机械加工领域中。立方氮化硼复合片(以下简称PcBN)作为超硬刀具的制作原料,因其具有高硬度、高韧性、高热稳定性和化学惰性大等优点,现今被广泛用于制作刀具来加工各种淬火钢、冷硬铸铁等材料[1]。经过40多年的发展,如今在刀具应用中,PcBN材料在加工淬硬钢、冷硬铸铁方面的切削性能已经远远超过陶瓷材料与硬质合金材料,在高精高效加工以及环保绿色生产的大背景下逐渐发展成为一种重要的刀具制作原材料。
2 实验思路及原料设备情况
2.1实验思路
目前,PcBN在合成过程中常用到的粘结剂按其物理化学性质可以分为金属粘结剂(如Ni、Co、Ti等)、陶瓷粘结剂(如TiN、TiC、Al2O3等)以及金属陶瓷粘结剂(金属与陶瓷的混合物)。在PcBN的合成与使用过程中粘结剂的种类和含量都对PcBN刀片的性能有不同的影响。当cBN中添加Al作为粘结剂时,Al能够与cBN反应生成AlN,形成的AlN具有高硬度、高热导率以及与cBN相近的热膨胀系数等优势[2]。并且Al、AlN和AlB2的混合物可与cBN颗粒及其他粘结剂发生反应,使cBN颗粒粘结得更牢固,因而能提高刀具的耐磨性,并且Al、AlN和AlB2的混合物还是HBN向cBN转化的有效催化剂,可以防止cBN的逆转化[3]。陶瓷粘结剂(如TiN)里如果加入少量的Al还可以增强cBN间的粘结,形成连续的陶瓷相,这样合成的PcBN导电性好,适于采用低成本电火花切割[4]。这些优势都使得Al作为粘结剂在PcBN的制备过程中越来越受到人们的关注。而另外一种粘结剂TiN具有熔点高、抗冲击性好、与金属润湿小、具有较高的导电性及超导性的优点。并且它是一种相当稳定的化合物,在高温下不与Fe、Cr、Ca、Mg等金属反应,TiN在Co与N2气氛下也不与酸性物质或碱性物质起反应。所以TiN是一种很不错的高温结构材料[5]。
在本实验中,我们主要研究作为采用不同配比的Al-TiN体系对于PcBN整体烧结及性能的影响。通过配制不同比例的Al-TiN配方、采用相同的组装和合成工艺,在相同的条件下进行试验,最终通过超声扫描显微镜、SEM等检测手段分析不同配比情况下对合成出的PcBN烧结效果的影响,并且通过做切削试验检测对PcBN使用性能的影响。
2.2实验原材料及设备
实验中需要用到的原材料有:cBN微粉(3~5μm)、Al粉(2μm)、TiN粉(0.5μm)、Co粉(5μm)、叶蜡石合成块、组装元部件、切削试验棒(球墨铸铁Φ150×325mm)等。需要用到的设备有:铰链式六面顶压机一台(桂林冶金机械厂生产、型号CS-Ⅱ6×10000kN)、扫描电子显微镜一台(简称SEM)(日本电子工业有限公司生产、型号JSM-IT300)、超声波扫描显微镜(简称C-扫描)(美国西朗思科公司生产 型号D9500)、真空气氛炉一台、烘箱一台、光学显微镜一台、数控车床一台(沈阳第一机床厂生产 型号CAK4085Anj)。
3 实验步骤及内容
按照Al∶TiN配比分别为5∶1、1∶1、1∶2、1∶5、1∶10的比例以及单独添加一组含Al量为0wt%的实验组,共设计成六组,分别编号1组、2组、3组、4组、5组、6组(每组中除了Al∶TiN配比不同之外,其他原料粉料含量均相同)。每轮只进行两组试验,每轮实验均选定其中的第4组即Al∶TiN=1∶5为参照对象组。一共完成了15轮试验(某些组别不止做过一轮试验)。
每轮的实验步骤是:依次完成配料、混料、组装等工序后,再在六面顶压机上合成好每轮实验的PcBN样品,然后对PcBN样品进行磨平面以及磨外圆的后续处理,最后用万用电表对PcBN样品进行导电性检测并记录;用C扫描进行内部缺陷检测并记录;用SEM进行形貌观察并记录。
所有检测部分完成后,进行切削性能测试。试验刀片采用的刀具参数:后角a。=0°,前角γo=0°,刀尖圆弧γε≤0.4,倒棱γo1= 6°,Kr=75°,Kr1=15°。在数控车床上,使用球墨铸铁棒作为切削工件对PcBN样片进行切削试验。试验后在光学显微镜下进行后刀面磨损量观察。
对比切削试验的各组PcBN样片试验结果,给出各组配方PcBN样片使用性能结论,对比各组导电性、SEM数据、C扫描数据等结果,给出各组烧结性能结论。
4 实验结果及数据分析
4.1PcBN合成功率及导电性能结果与分析
通过调整合成功率,使得每组PcBN样片都能够在最佳的条件下合成,对比发现在最佳合成功率条件下的每组PcBN样片导电性能都出现不同程度的变化,详细情况见表1:

表1 导电性测试结果
通过分析表1数据,我们得出如下结果:
(1)一般采用电火花加工,加工中要求被加工件电阻越小越好,根据我们实验中采用的电火花切割机加工中要求<3Ω才能正常切割,所以只有第4组PcBN样片是符合电火花切割要求的,其余组别均不能够达到要求。如果再考虑低成本加工,那么只有第4组能够满足要求,烧结性最好。
(2)第1 组刚开始合成电流猛升,说明这种配比合成情况异常,处于不能正常合成的状态。可能与此配比中Al含量异常高,导致合成腔内温度超出合成所能承受的极限范围有关。除了第1组,另外5组的合成功率相对来说均比较平稳,没有大的波动。
(3)通过观察我们发现从第1组到第6组的导电性呈现出先从大到小,再从小到大的变化趋势。因为Al在PcBN的合成中发生如下反应:Al+BN→AlN+B;当温度高于1600℃时,发生反应Al+2B→AlB2[1]。由于Al已经在合成过程中转化成了AlN和AlB ,所以在PCBN复合层中起导电作用的是金属Co以及导电性良好的TiN。一方面由于Co在复合层中扩散均匀程度直接影响PCBN的导电性,所以从表1可以看出,第4组配方中的Co元素扩散的最好,导电性最强。另一方面随着从第1到第6组配方中TiN含量的不断升高,表现出导电性先增强后减弱的趋势,说明随着TiN含量的提升增强了PCBN的导电性,到第4组时导电性达到顶峰,但是随后随着Al:TiN比例的减小,过低的Al含量又导致PCBN的导电性不断下降。
4.2PcBN内部缺陷检测结果及分析
实验采用超声波扫描显微镜(C扫描)进行内部缺陷探伤检测,检测的内容包括金属线检测(俗称“长线”)、复合层与基底脱离检测(俗称“脱层”)、复合层夹杂检测等。检测结果如图1所示:

图1 超声波扫描显微镜内部探伤分析Fig.1 Internal flaw detection analysis by ultrasonic scanning microscope
从对图1的分析我们可以得出以下结果:
(1)无论含铝量在什么范围,所有组别均没有发生脱层缺陷,说明这些配方在烧结过程中复合层与合金层结合紧密,烧结得比较均匀,不会因为热膨胀系数的不同而产生脱层[6]。
(2)第3组配方复合片采用多种烧结温度范围,但是长线缺陷都在50%左右,均不能避免长线的产生。这说明这种配方能适应的烧结温度范围非常窄,多种温度范围都无法满足复合片的烧结, 烧结温度过高而出现合金中Co元素渗透进复合层而产生聚集,继而在复合层表面形成金属线[7]。 除了第3组配方外其余组均没有出现长线缺陷,说明其余组采用的烧结温度都没有过烧现象,在一定温度范围内不会存在“长线”的风险。
(3)综上所述:第3组配方“长线”太严重是无法正常烧结的, 1组、2组、4组、5组以及6组配方没有出现“长线”以及“脱层”,能够满足烧结要求。
4.3PcBN扫描电镜检测结果及分析
SEM检测结果如图2所示:
从对图2的分析可以得出以下结果:

图2 SEM显微结构分析Fig.2 Microstructure analysis by SEM
(1)第1、2、3、5、6组配方的白色颗粒(就是粘结剂)分布很不均匀,没有扩散开,出现团聚现象。这说明这些组别的Al∶TiN比例不合适,造成PcBN在烧结过程中粘结剂不能充分均匀地扩散。我们知道,PcBN的导电主要靠复合层的粘结剂进行,所以粘结剂扩散不均匀必将导致PcBN的导电性较差,这也正好说明了前面导电性检测中第1、2、3、5、6组的导电性较差现象产生的原因。
(2)第4组配方的白色颗粒(粘结剂)扩散很均匀,暗黑色颗粒(cBN粉料)分布也很均匀。这一方面证实了第4组配方烧结之后粘结剂与cBN粉料烧结扩散非常均匀,那么就意味着Co的扩散以及TiN在其中分布的也很均匀,从而在另一方面也提供了导电性检测中为何第4组导电性良好的原由。
(4)综合说明第4组Al-TiN体系粘结剂是所有实验组中烧结性能最好的一个。
4.4切削试验记录与分析
我们的参照对象1#片的切削对象主要是铸铁(其中包含有球铁与灰铁)以及高温合金。表2是我们进行切削试验的加工参数,图3是切削寿命情况汇总图。
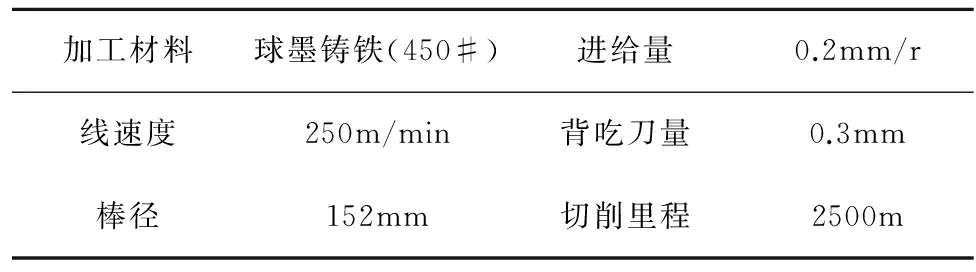
表2 切削试验参数

图3 切削寿命对比分析Fig.3 Contrastive analysis of service life
从图3可以分析得出:
(1)通过图3两轮测试的后刀面磨损量看出,第1、2、3、4、5、6组比参照对象1#片寿命均要差些,但是第4组寿命最接近我们的参照对象,其他的组别寿命比参照对象要差很多。这说明第4组的切削寿命在所有试验片中是最长的,也是最接近我们的参照对象1#片的性能的。
(2)PcBN在切削时主要是硬质相cBN在起作用,我们的粘结剂成分Al及TiN在烧结过程中通过一系列复杂反应最后生成一个整体粘结相,这个粘结相能够很好地将cBN颗粒包裹在一起,使得整个PcBN烧结体发挥高硬度、高耐磨性、耐高温性等优势进行切削加工。第4组配方中Al∶TiN=1∶5拥有高含量的TiN,由于TiN能够和cBN结合成键,并且通过一系列复杂反应含TiN比例高的粘结剂体系能够使PcBN烧结得更致密,能够提高粘结相对cBN的整体把持力,配合cBN最终形成高硬度、高耐磨性的PcBN烧结体。从而第4组配方的后刀面磨损量较小,而TiN含量低的粘结剂体系后刀面磨损量较大。但是Al-TiN体系中TiN比例过高,将会在提高TiN与cBN结合成键能力的同时,降低PcBN的抗破损能力,所以在Al-TiN体系中TiN含量过高或过低都不利于PcBN切削寿命的提高。
5 结论
(1)Al∶TiN的比例不同会导致合成过程中粘结剂的扩散程度不同,通过实验发现Al∶TiN=1∶5时粘结剂扩散效果最好。Al-TiN粘结剂配方体系中粘结剂的扩散均匀化程度将会影响PcBN的导电性,粘结剂扩散得越均匀导电性越好,导电性好带来的好处是线切割可加工性的提高。
(2)Al-TiN粘结剂体系复合片合成后的内部缺陷均较少,不过Al∶TiN=1∶2这个体系内部缺陷较多要引起注意,具体原因还有待进一步分析。
(3)Al∶TiN=1∶5时合成的PcBN切削性能最好,此时的复合片最能发挥稳定高效的切削性能。
[1]赵玉成,王明智.Al与cBN在高温高压下的相互作用[J].无机材料学报,2008,23(2):253.
[2]许红亮,王裕昌,万欣娣,等. Al添加量对PcBN复合片显微结构和性能的影响[J].金刚石与磨料磨具工程,2012,32(1):1-2.
[3]刘进,姜伟,李丹,等.AlN基cBN整体烧结体的研究[J]. 金刚石与磨料磨具工程,2006(5):60-61.
[4]李拥军,李思成,吕然,等.cBN-Al为初始材料的立方氮化硼复合材料高压烧结行为的研究[A].庆祝中国人造金刚石诞生45周年大会暨第五届郑州国际超硬材料及制品研讨会论文集[C].郑州:金刚石与磨料磨具工程,2008.06:53-54.
[5]李丹.不同粘接剂PcBN复合片的研究[D],成都,四川大学,2007.05:35-39.
[6]Xiao Zhengrong,Takaaki Tsurumi,OsamuFuKunag,etal.High-pressure sintering of cBN-TiN-Al composite for cutting tool application[J].Diamond and Related Materials,2002(11):280-286.
[7]Xiao Zhengrong,Yano T.TEM investig of high-pressure reaction-sintered cBN-Al composites[J].Journal of Materials Science,2004,39:4705-4710.
Influence of Al-TiN Adhesive Ratio on the Sintering and the Performance of PcBN
XIA Luo-jun, LUO Ying, LUO Wen-lai, WANG Wen-long, HE Xu-lin, ZHANG Zhe
(1.ChinaNonferrousMetal(Guilin)GeologyandMiningCo.,Ltd,Guilin,Guangxi,China541004;2.GuilinTebonSuperhardMaterialCo.,Ltd,Guilin,Guangxi,China541004)
Al-TiN sytem adhesive has been widely used in the synthetic process of PcBN. It is proved by a plenty of research experiments that different ratio of Al-TiN adhesive will have significant influence on main aspects of PcBN such as the appearance, the formation of internal defect and cutting performance. The cause of the influence has been verified and analyzed through modern testing methods such as SEM and ultrasonic scanning microscope.
Al-TiN sytem adhesive; PcBN; service life
2016-05-12
夏罗君(1990-),男,湖南攸县人,助理工程师,2013年毕业于南华大学机械设计制造及其自动化专业,获学士学位,现主要从事超硬材料的合成与研究。
TQ164
A
1673-1433(2016)04-0006-05
引文格式:夏罗君, 骆 颖, 罗文来,等.Al-TiN粘结剂比例关系对PcBN烧结及性能的影响[J].超硬材料工程,2016,28(4):6-10.
