薄壁环形零件的一种加工方法研究
2016-08-15郭坤王时洋李军中航工业南方航空工业有限公司湖南省株洲市412002
郭坤,王时洋,李军(中航工业南方航空工业有限公司,湖南省株洲市,412002)
薄壁环形零件的一种加工方法研究
郭坤,王时洋,李军
(中航工业南方航空工业有限公司,湖南省株洲市,412002)
薄壁件具有形状复杂、重量轻、结构紧凑等优点,在航空零件上普遍运用。但是由于其具有刚性差、容易出现变形等,所以薄壁零件加工是难题。针对刚性差问题,本文研究了工艺间、工序中、使用工艺台等方法,探索了控制薄壁环类零件加工变形、提高工艺稳定性、控制尺寸波动的关键技术,为提高薄壁环类零件加工性能提供了有效手段,对稳定零件加工质量和提高生产效率有参考作用。
薄壁零件;辅助支靠;工艺台;走刀
引言
薄壁环形零件具有重量轻、结构紧凑的优点,被广泛应用于航空零部件上,一直存在着刚性差、易超差、加工效率低、加工周期长的特点。加工时,容易出现振刀,且刀纹明显,需要进行反复走刀修整。振刀导致刀具加工不稳定,零件易加工变形,加工参数低,效率低,极易出现挖刀、尺寸超差等质量问题[1,2]。
在航空发动机中,大量的复杂钣金类集合而成的航空薄壁环形零件需要采用机械加工获得。面对结构日益复杂的薄壁机匣、壳体、环类件等,如何高质量、低成本生产,如何缩短零件的加工与技术准备周期,成为国内航空制造业公司新机研制过程中的重要技术[3]。
航空薄壁环形件主要有机匣壳体、压气机、涡轮部件内的环形结构件。目前,这类零件的主要加工工艺为车削,加工时需要从零件装夹、刀具选型、走刀路径等方面进行个性化控制,控制生产环节、计算关键参数、精确工艺步骤,才能生产高品种薄壁环形零件。
控制薄壁环形零件的变形不能只靠采用优化切削参数、软爪的方法,本文探究了新方法。
1 薄壁低刚性零件特点及常用的解决措施
1.1影响精度的因素
影响薄壁件加工精度的因素有以下三个方面:一是装夹变形。壁薄件在装夹压力的作用下,零件会在不同截面(或角向)上引起变形,变形大小可以参见相似三角形进行确定;松开装夹后,零件会出现不规则变形(反弹),这些压力变化会影响工件的尺寸和形状。二是热产生的应力变形。壁薄件在切削热影响下,会出现零件受热不均的现象,热胀冷缩而引起变形,使得尺寸难于控制。三是车削受力变形。在切削力的作用下,薄壁零件极易出现振动和变形,表面形成振刀纹,深浅不一,这些都会导致零件无法获得精准的大小、标准的形状等。
1.2解决措施
薄壁零件存在局部或整体的壁厚小,火焰筒零件最薄0.8mm,超薄壁厚将会导致零件刚性不足,无法承受切削过程中的切削力、切削热以及零件装夹过程中的装夹力,实物质量,表现为零件局部尺寸超差、形状超差以及表面质量差[4]。传统工艺上为了保证零件的加工质量,在零件的制造过程中实施一些增加零件刚性的方法,如辅助支靠、弹性夹紧与软爪全包装夹等辅助增强方法。随着传统工艺的演变,目前我们将应用与便于零件装夹的工艺台用于提高生产过程中零件的加工刚性,这是工艺台在传统工艺上的一次拓展使用。
辅助支靠方法,主要采用增加辅助支靠,对零件薄弱点安置可调节的辅助支靠点,增加零件刚性来控制零件变形。通常,辅助支靠的使用需要人工施加一定预紧力,这是多年以来各制造企业一直沿用的良好经验积累。辅助支靠直接作用在零件薄弱点上,安置点的选择简单。同样,其缺点有当零件复杂时,夹具就更复杂,且辅助支靠调整不易,操作上受制于操作者技能水平,需要借助打表、力矩扳手等辅助工具,不使用与高精度零件的精加工。
弹性夹紧与软爪全包装夹方法,在航空企业,加工轴类、筒内类薄壁零件时,很容易看到各式各样的自动定心夹具,如中心架、软爪等。这些工装的装夹拆卸方便,定位精度高,壁厚控制好。其缺点是适合范围有限,仅适合旋转定位类且局部刚性很好的零件,无法进行薄壁环类零件的高精度加工。
工艺台辅助方法——作为传统工艺的衍生,需在工件上余留给工艺台,提供装夹位置,可能有效避免装夹变形,能较好的提高零件刚性,待零件加工完成后,进行工艺台除去。其优点是装夹部位装夹方便简单,能有效防止装夹变形;采用工艺台固定,可以使用整面支靠,有效控制零件加工过程变形,在最后工序或工序的最后可以方便去除工艺台,从而较高的加工精度。其缺点主要是使用范围受限,目前主要使用于机匣类、环形零件加工。
2 工艺台在薄壁环形件上的应用
2.1工艺台在工序间的应用
薄壁环形件在不断的车削过程中,容易出现加工变形,影响零件的形状和质量,所以企业在此类零件的加工过程中会十分注意控制和减少变形,提高零件精度。机床的刚性和几何精度、刀具振动和磨损以及工件的内应力和装夹变形[5]。刀具刚性可以通过提高刀具直径,缩短刀具悬伸来进行控制,目前我们在航空薄壁环形零件装夹上往往采用软爪全包加工,期望通过这样来保证工件在一定状态下(约束状态)合格,这样可以确保工件的壁厚[6]。这种装夹方式由于工件轴向压紧,仅依靠定位圆的摩擦力来控制工件轴向与周向移动,势必在加工时无法采用较高的工件转速,较大的切深,更高的进给,最终导致零件加工效率低。同样,软爪装夹的工件时,必定会存在一定的变形(约束状态下加工与检查的结果),零件势必不能获得较高的圆度、尺寸精度。为此,我们可以将工件采用固定工艺台的方式进行装夹,在加工是预留一定的工艺台增加工件刚性,并在后续工序用将工艺台进行去除,工艺台切除时,工件的变形控制往往比较容易实现。
如图1所示,左侧外圆处的工艺台就是此方面的运用,整个零件加工过程中基本不使用软爪,其余工序加工均采用简易拼装夹具。
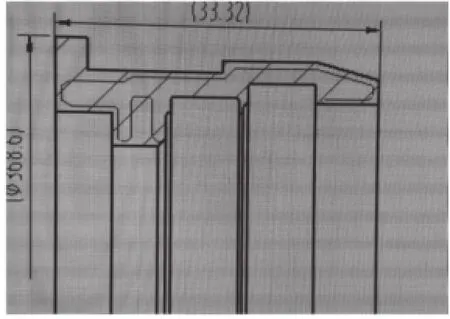
图1 工序间工艺台使用实例
2.2工艺台在工序中的应用
上面讨论了工艺台在工序流程间的使用,这里将其一种特殊情况进行分析。当能在工件加工时留有工艺台,那么在多工序合并时,工序间的工艺台将可以在工序中保留一段时间,并在本工序完成前进行去除。这种工艺台处理方式除了操作者与工序的编程人员,其他人将很难通过工艺规程进行发现(在没有明确指出时)。
如图2所示,零件在本工序最后去除A处工艺台,整个加工过程中不再需要使用辅助支撑,装夹简单可靠,零件主要工序加工均采用简易拼装夹具。

图2 工序中工艺台使用实例
3 结束语
根据现代航空工艺的需求,航空环形件朝着薄壁化、整体化、个性化、复杂化方向演变,解决其加工变形问题,对于提高航空产品质量和加工效率具有重要意义。
总之,灵活使用工艺台将给机械加工带来新思路,尤其是在新品研发时,可大量减少工艺装备研发投入,为企业提高效率。
[1]机械加工工艺师手册[M].机械工业出版社.2001.08.
[2]范玉清.现代飞机制造技术[M].北京航空航天大学出版社2001.
[3]王聪梅.航空发动机典型零件机械加工[M].航空工业出版社2014.04.
[4]卓迪仕.数控技术及应用 [M] 国防工业出版社.
[5]金福昌.车工 [M].机械工业出版社.2007.04.
[6]颜东.发动机检验技术手册 [M].航空工业出版社.2007.04.
Research a Processing Method of Thin Wall Ring Parts
Kun Guo, Shiyang Wang, Jun Li
(Avic south aviation industry co., LTD., Zhuzhou, Hunan, 412002, China)
Thin-walled circular parts are widely used in aviation parts, in order to obtain a higher weight than work, aircraft engine thin-walled parts are widely used in the design, its shape is complex, poor rigidity, light weight, compact structure, easy to deformation, prone to size error in the process of machining and surface quality is not high. Poor rigidity has always been a difficult problem in the field of thin-walled parts processing, adopt the method of process and process between the process units can be a very good control the deformation of thin wall ring parts processing, improve the process stability, control size fluctuation, as to improve the performance of thin wall ring parts processing, the stability of parts processing quality and production efficiency has positive significance.
Thin-walled Part; Aided by Team; Process Area; Feed
E-mail: kun1430@163.com
V261.2+1
A
2095-8412 (2016) 03-348-03
郭坤(1982-),男,技术员,工程师,工学学士。研究方向:机械制造。
