不同类型锥形双螺杆挤出机熔体输送段的模拟分析
2016-08-13边靖
边靖
(北京化工大学机电工程学院,北京 100029)
不同类型锥形双螺杆挤出机熔体输送段的模拟分析
边靖
(北京化工大学机电工程学院,北京 100029)
利用计算流体力学软件PolyFlow软件模拟分析了三种类型的锥形双螺杆挤出机的流场特性,通过对速度场、压力场和剪切应力场等挤出过程中的重要场量的后处理,分析了三种类型的锥形双螺杆挤出机的挤出性能。
PolyFlow;锥形双螺杆挤出机;数值模拟;分析
螺杆挤出机是聚合物加工工业中一种非常重要的设备,双螺杆挤出机在螺杆挤出机中占有很高的地位。但由于其结构的复杂性,很难得到其加工过程中数学模型的解析解,长期以来人们对其流道流场的研究都是采用实验的方法,设计也主要靠经验。随着近代计算机软件技术的飞速发展,各种专业的软件都被开发出来,给广大科技工作者深入研究其加工过程提供了重要的支撑。目前,对双螺杆挤出机的模拟研究主要集中在熔体输送段,因为该段可以用流体力学的知识集成现代的软件技术而得到可靠的结论。目前用得最广的计算流体力学软件有ANSYS[1~5]和PolyFlow[4~8]等,因为聚合物一般都属于非牛顿流体,其本构方程比较特殊,模拟计算难度比较大,而PolyFlow软件便为解决这一难题而开发设计,在聚合物加工设备的研究和设计中应用广泛,国内外的报道很多。但之前的很多研究都是关于啮合同向双螺杆挤出机熔体输送段元件及性能的,关于异向的比较少,而关于锥形双螺杆挤出机的研究相对平双而言更少。作为聚氯乙烯PVC产品生产的重要设备,对其流场进行理论研究以指导实践设计显然非常必要,本文对不同类型的锥形双螺杆挤出机的流道进行了静态模拟,分析了不同类型的锥形双螺杆挤出机挤出性能。
1 数学物理模型和计算方法
鉴于熔体输送段的实际状况和聚合物的特性及锥形双螺杆挤出机挤出过程中计量段的具体情况,为简化流场,特作如下假设:①流体为黏性不可压缩的流体;②流场为稳定、等温流场;③层流流动;④惯性力、重力等体积力忽略不计;⑤熔体在流道中全充满;⑥熔体对流道壁面无滑移。
基于上述条件假设,根据流体力学的知识,其加工时的控制方程为[9]:

式(1)~(3)中:
p——压力,Pa;
τ——应力张量,
u——为速度向量,单位为m.s-1,
I——为单位张量,单位为Pa,
η——和γ见下面公式(3)的介绍。
锥形双螺杆挤出机的主要用途是加工硬质聚氯乙烯RPVC,其本构方程采用Cross模型[2],参数文献中亦有介绍:

式中:
η——表观黏度,单位为Pa.s;
η0——零剪切黏度,其大小为4.7×105Pa.s,
λ——松弛时间,其值为0.26 s;
γ——剪切速率,单位为s-1,其计算公式如下:
本文模拟分析了普通型(D:d=2),和两种双锥型锥形双螺杆挤出机(D:d>2)的流场特性,这三种锥形双螺杆挤出机的尺寸如表1所示。
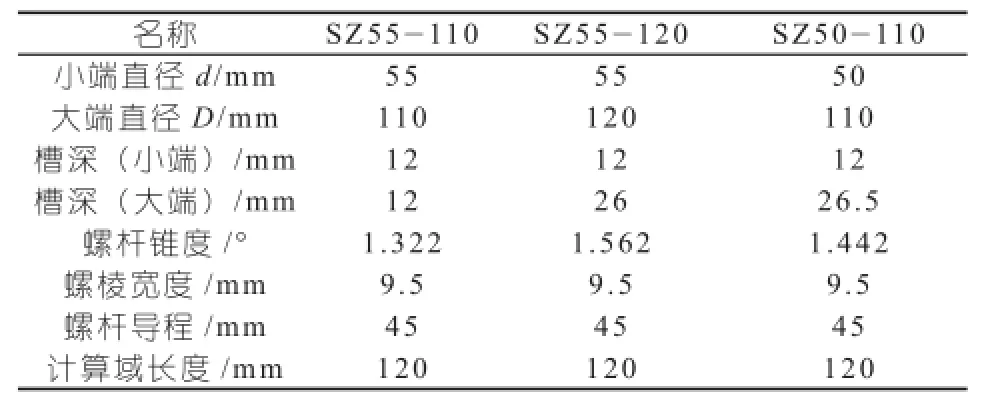
表1 螺杆的结构参数
本文在模拟过程中均采用给定出入口压力的边界条件,详情如表2所示。

表2 流场边界条件
图1所示为SZ55-110型锥形双螺杆挤出机流道的几何模型图,建模使用SolidWorks软件,其他两种与此相似,这里不再重复表示。
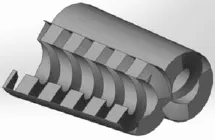
图1 SZ55-110流道几何模型
为了保证计算精度三种类型的锥形双螺杆挤出机组成的流道网格个数分别为SZ55-110为1 436 765个,SZ55-120为1 437 069个,SZ50-110为1 432 356个。
2 结果后处理及讨论
在如表2所给的边界条件下,使用PolyFlow软件,数值计算上述三种类型的锥双流道的三维等温流场,通过对模拟结果的后处理,分析其挤出性能。

图2 流道轴向截面平均压力变化曲线图
对压力场进行处理得到沿挤出方向各截面压力的变化曲线,如图1所示,坐标原点位于流道的入口端面所在平面上,图中左螺杆的中心位置。由图可知:出口压力小于最大压力,这是由于受边界效应的影响,显然不符合挤出生产中的真实情况。抛开边界效应的影响,可以看到各流道截面平均压力沿挤出方向不断升高,SZ50-110与SZ55-120的截面压力曲线接近重合,SZ50-110的沿程压力略大于SZ55-110。因此上,与SZ55-110相比、SZ50-110与SZ55-120具有更强的建压能力,即双锥型螺杆与普通螺杆相比,建压能力更强,这有利于提高挤出制品的产量。两种双锥型螺杆中SZ50-110压力更大。
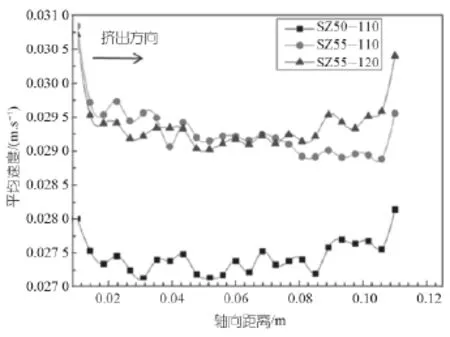
图3 流道轴向截面平均速度曲线
图3为沿挤出方向流道截面的平均速度变化曲线图。由图可知与普通型螺杆SZ55-110相比,双锥型螺杆SZ55-120 和SZ50-110的沿程速度变化比较小,因此上更有利于挤出制品质量的稳定性,SZ55-110 和SZ55-120平均速度比较接近,都较SZ50-110的要大,因此SZ50-110更有利于制品的稳定性。

图4 各流道的平均剪切应力变化曲线
图4所示为沿挤出方向流道截面的平均剪切应力的变化曲线图。可以很直白的看出: SZ55-110及SZ55-120两者的值差距不大,SZ50-110较小。为了比较SZ55-110及SZ55-120两者的之间的平均剪切应力值,对流道做进一步分析,得到沿程100个平面上的平均剪切应力的加权平均剪切应力值,如图4所示,为各流道的加权平均剪切应力的柱状图,可以很直白的看出: SZ55-110>SZ55-120>SZ50-110。由此可知,双锥型螺杆与普通螺杆相比,剪切更小,这对于剪敏性的物料RPVC的加工来说,更加有利。
3 结束语
使用PolyFlow软件对一种普通锥形双螺杆挤出机和两种双锥型锥形双螺杆挤出机的流道进行了数值模拟,得到并分析了沿挤出方向各流道的压力、速度和剪切应力的分布曲线以及加权平均剪切应力,结果表明:
与普通型锥形双螺杆挤出机相比,双锥型锥形双螺杆挤出机的建压能力更强。在同样的机头压力条件下,而且剪切应力更小,对于剪切敏感的PVC物料来说,SZ50-110型双锥型锥形双螺杆挤出机较SZ55-120型双锥型锥形双螺杆挤出机各项性能指标更优。

图5 各流道的加权平均剪切应力图
[1] 李鹏,耿孝正. 同向啮合双螺杆挤出机捏合块流道三维流场分析 [J].中国塑料,2000,14(3):71~78.
[2] 李鹏,耿孝正,马秀清. 啮合同向双螺杆挤出机螺纹元件三维流场分析 [J].中国塑料,2001,15(6):73~77.
[3] 李鹏,耿孝正,马秀清. 啮合同向双螺杆挤出过程组合流道(捏合快+螺纹元件)三维流场分析 [J].中国塑料,2001,15(7):66~70.
[4] 金月富,耿孝正,梁畅. 新型同向螺杆元件—S形元件研究(1)流场数值模拟 [J].中国塑料,2002,16(1):79~85.
[5] 尹燕玲,耿孝正. 啮合同向双螺杆挤出过程六棱柱元件三维流场分析 [J].中国塑料,2002,16(4):78~83.
[6] 陈士宏,马秀清,耿孝正. 啮合同向双螺杆挤出过程非啮合多过程元件组合流道三维流场分析 [J].中国塑料,2002,16(10):78~83.
[7] 张俊义,马秀清,耿孝正. 啮合同向双螺杆挤出机中齿形盘元件不同螺杆构型的性能分析 [J].中国塑料,2004,18(1):92~95.
[8] 张俊义,马秀清.斜齿齿形盘与直齿齿形盘混合性能的对比研究 [J].中国塑料,2004,18(3):83~87.
[9] 金日光.高聚物流变学及其在加工中的应用[M].北京:化学工业出版社,1986.
[10] 曹寒英,陈晋南. 壁面条件对异向锥形双螺杆挤出硬质聚氯乙烯的影响[J].科技导报,2010,28(12):61~65.
(R-03)
Simulation analysis of melt conveying sections of different conical twin screw extruders
Simulation analysis of melt conveying sections of different conical twin screw extruders
Bian Jing
(Beijing University of Chemical Technology, Beijing 100029, China)
Using computational fluid dynamics software PolyFlow, the flow field characteristics of three types of conical twin screw extruder are analyzed in this paper. Through the analysis of the important f eld of the velocity f eld, pressure f eld and shear stress f eld, the extrusion performance of three types of conical twin screw extruder is analyzed in this paper.
PolyFlow; conical twin screw extruder; numerical simulation; analysis
TQ320.663
1009-797X(2016)14-0026-03
B
10.13520/j.cnki.rpte.2016.14.007
边靖(1989-),男,现就读于北京化工大学机电工程学院。
2016-05-11
