300MW汽轮机卧式主汽门关闭不严密原因分析与处理
2016-08-12贾慧鑫云河发电有限公司
贾慧鑫(云河发电有限公司)
300MW汽轮机卧式主汽门关闭不严密原因分析与处理
贾慧鑫(云河发电有限公司)
介绍了300MW汽轮机卧式主汽门工作原理与结构特性,对某厂#6机B侧高压主汽门关闭不严密的原因进行了分析,提出了解决处理方案,收到了良好效果,对解决同类型机组卧式主汽门关闭不严密具有重要的参考价值。
主汽门;严密;分析;处理
前言
某厂#6机组为上海汽轮机厂产亚临界、单轴、一次中间再热、双缸双排汽、凝汽式汽轮机组,型号为N300-16.7/538/ 538,该机组引进美国西屋技术。#6机组B侧高压主汽门2013年卡涩检修后,高压主汽门存在关闭不严密漏汽情况。机组冷态启动过程中,高压主汽门后压力升高,蒸汽漏入汽轮机,出现汽机盘车脱扣情况,造成机组启动困难;机组在热态启动时,冷水冷汽漏入汽缸造成调节级温度急剧下降,金属收缩不均引起汽缸变形;机组停机后,主汽门关闭不严密漏汽造成转子惰走时间长,冷水冷气漏入汽缸造成汽缸变形,动、静部分摩擦,汽封磨损,机组经济型降低,严重时打闸弯曲。
针对主汽门关闭不严密故障,逐步分析找出了主要原因,提出解决方法,对解决同类型机组卧式主汽门的泄漏故障具有重要的参考价值。
1 高压主汽门工作原理
卧式主汽门结构如图1所示,主汽阀靠液压开启,弹簧关闭,在任何时候,压缩弹簧都有一关闭力作用于阀门,主汽门在关闭位置,进汽压力和压缩弹簧的载荷将两只阀碟同时压在其阀座上。小阀碟1(即预启阀)由两个部件组成,以使阀碟与阀杆间成挠性连接,当主汽阀关闭时,小阀碟密封面在主阀碟内能自行对中,且此时阀碟落座于阀座。而当阀杆被伺服油动机朝开启方向移动时,小阀碟首先开到行程极限位置,背向落座紧抵着“X座”,而后带动主阀头继续开启,当主阀碟开到行程极限位置,背面落座于“Z座”(这就是通常所称的“反阀座”结构)。这种全开和关闭时都有“后座”的结构,使阀门的漏汽减少到最低限度(见图1)。
2 高压主汽门关闭不严密分析
根据上述结构原理,高压主汽门关闭不严密有几种原因,对其进行了排查处理。
2.1高压主汽门两个蝶阀密封面接触不好

图1 卧室高压主汽门结构图
根据高压主汽门结构,主蝶阀与预启蝶阀密封面接触不好,密封线断线易造成汽门关闭不严密而漏汽。图2为2014年大修#6机B侧高压主汽门解体照片,主阀碟密封面约1/4未接触,判断此为主汽门关闭不严密原因。大修时委托专业厂家制作研磨胎具对阀座与阀碟进行研磨,最后印红丹粉检查主蝶阀、预启蝶阀密封线连续均匀,100%连续接触,线宽≯3mm。

图2 主汽门接触情况
经过上述处理后,2015年1月机组大修后开机,检查#6 机B侧主汽门前就地压力4.5MPa,主汽门后就地压力为0MPa,做主汽门严密性试验合格。
但2015年4月停机时发现B侧主汽门前就地压力4.2MPa,主汽门后就地压力同样为4.2MPa,且转子惰走时间比正常值要长,说明B侧主汽门再次关闭不严。初步判断机组运行一段时间后主汽门阀座与阀碟密封线产生氧化皮造成密封不严密,再次解体主汽门检查密封面情况,清理氧化皮后将蝶阀圆周方向按120°分成三等分,分三次装配检查密封面都接触良好,装配后开机检查主汽门关闭严密,停机后再次出现不严密现象,判断还有其他原因未查到。
2.2弹簧失效
由主汽门结构可知,汽轮机主汽门关闭时,弹簧力通过导杆作用在主汽门阀杆上,当弹簧发生蠕变失效或预紧力不足时,主阀碟未关闭严密而处于飘浮状态,此种情况下主汽门关闭主要依靠阀前蒸汽压力实现密封,机组启动升压初期或打闸后,蒸汽压力不足以将主阀碟推到关闭严密位置,造成主汽阀泄漏。2015年7月检查弹簧及弹簧座未见异常,装复后开机检查主汽门后无压力,停机后B侧主汽门前压力1.5MPa,门后压力1MPa,5h后B侧主汽门前压力1.0MPa,门后无压力。证实真正原因尚未找到。
2.3主汽门卧式布置和装配的影响
主汽门采用卧式布置,主汽门出厂时密封线检测采用立式安装检查,立式装配时主汽门组件由于重力和弹簧力作用,主汽门主阀和预启蝶阀很容易对中实现密封严密。现场采用卧式安装,主汽门组件重力造成阀碟下垂,影响密封面对中,造成密封不严密。
查询厂家图纸,主汽门主阀碟与衬套间隙为 0.28~0.34mm,考虑到阀杆弯曲,可推算出主汽门阀碟最大下垂度为0.58mm,由于阀座与主汽阀密封面为球面,接触面大,此下垂量在汽门设计范围内,对主汽门关闭严密没有影响。
检查阀盖止口外圆面3(见图3)配合间隙达到0.60mm,远超过图纸要求标准值0.06~0.26mm,阀盖结合面端面1较端面2高出0.20mm左右,且端面1跳动达到0.20。根据厂家图纸,可推算出这些综合因素造成阀碟中心线与阀座中心线最大偏差超过1mm,造成主阀碟不能完全落座,印红丹检查出的密封线如图3所示。
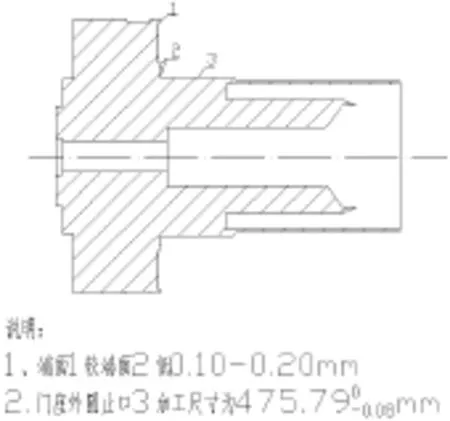
图3 阀盖加工图
3 主汽门关闭不严密处理
找出了主汽门关闭不严密原因,制定出加工修复的处理方案。
3.1阀盖止口外圆面3喷涂修复
首先对阀盖止口修复位置(宽24mm)进行喷砂粗化,表面达到Sa3喷砂等级,然后按喷涂标准工艺对处理位进行热喷涂,材料为耐高温的硬质合金,预留0.30~0.40mm加工余量,最后用金刚石砂带抛磨加工喷涂位,修复后阀盖止口外圆尺寸符合加工图纸要求。
3.2阀盖结合面端面1找平加工
以阀盖结合面端面2和止口前的精加工面为基准,进行找正,对阀盖结合面端面1找平加工,确保端面1较端面2低0.10~0.20mm且跳动不大于0.02mm。
修复后装复检查密封线接触良好,经过多次开机检查冲转前主汽门后无压力,停机后主汽门后无压力且惰走时间正常。
4 结束语
主汽门关闭不严密严重影响机组安全经济运行,主汽门关闭不严密时应找出原因及时进行处理。造成#6机组B侧主汽门关闭不严密原因的查找耗费了一个长时间过程,对解决同类型机组卧式主汽门关闭不严密具有重要的参考价值。
(1)#6机组B侧主汽门阀盖止口外圆面配合间隙及阀盖结合面端面1在机组安装时符合厂家图纸技术要求,在2013年主汽门卡涩处理时,由于阀盖顶丝加工误差比较大,主汽门顶出较为困难,检修人员用錾子敲打阀盖结合面端面1,造成变形及圆周方向凹凸不平,装复时担心阀盖组件进入困难,检修人员用砂轮机打磨止口外圆面,造成配合间隙超标严重。今后检修应规范检修工艺,加强对重要配合面保护。
(2)在主汽门关闭不严密原因查找过程中,每次处理后当次开机主汽门均能关闭严密,主要是因为为尽可能减小重力造成主阀碟偏离中心线的影响,装配时尽量将阀盖组件往上提,通过螺栓的预紧力来保持此位置,同时螺栓的预紧力减小了阀盖结合面1端面跳动造成的阀碟中心线偏差的影响。运行一段时间后,螺栓应力松弛,主阀碟较阀座中心线偏差超过接触面,主汽门关闭不严密。
[1]戴义平,张俊杰,李磊,等.卧式布置主汽门关闭特性研究.汽轮机技术,2009,51(4):241~244.
[2]游利国.汽轮机卧式主汽门泄漏与处理.2011,12.
[3]主汽门图纸K156.30.41上海汽轮机厂.
2016-6-20
TK267
A
2095-2066(2016)19-0076-02
