新型复合墙布面料加工工艺
2016-08-12韩玥
韩 玥
(浙江理工大学材料与纺织学院,杭州 310018)
新型复合墙布面料加工工艺
韩玥
(浙江理工大学材料与纺织学院,杭州310018)
摘要:新型复合墙布面料的加工工艺以设计功能性复合墙布面料为出发点,通过设计表层大提花面料的纹织工艺和上机工艺、底层纺粘无纺布的加工工艺,并采用TPU型热熔胶膜将大提花布与纺粘无纺布粘合的方法,形成具有较好防潮性能的环保复合墙布面料,并测试了面料的回潮率、甲醛含量及其它基本指标。复合效果及回潮率测试结果表明:在复合温度140℃,复合压强2MPa,复合时间为90~120s条件下的墙布复合效果最佳。
关键词:复合墙布;大提花布;纺粘无纺布;复合工艺;环保
0 引 言
随着时代的发展,人们对生活各方面要求都有所提高,不仅仅局限于物质的满足,也追求审美的突破与提升。墙布作为一种室内装饰材料,以其优雅的花纹、厚实的质感和经久耐用的特性越来越受到家居装潢者的喜爱。
目前,国内墙布市场主要有两种分类方法[1]:一是根据底基材料分类;二是根据墙布布面材质进行细分。按照不同的墙布底基材料,可分为4大类,即布面纸底、布面胶底、布面浆底和布面针刺棉底。按照墙布布面材质来细分,可分为3大类,即无纺墙布、化纤墙布和纺织纤维墙布。此外,若以墙布面料层数来分,可分为单层墙布和复合型墙布。
国内对墙布开发的研究偏重于单层墙布。纺织纤维墙布由于其美观、无毒等优异性被广泛使用。吕灵凤等[2]提出纺织纤维墙布具有优异的绿色环保性能,但是其大多出现在高档墙布市场上,且多为外国生产,价格较高,多采用木浆纸基,不易撕扯。另外,无纺墙布作为新兴产业,具有环保、使用方便等优点,在墙布研究方面越来越受到重视。邱新标[3]提出一种以涤纶为原料,经热轧上胶和印花工序制成的无纺布墙布,但是无纺布墙布花色简单,易出现印花不清晰现象,不够美观。
单层墙布不能完全满足墙布各功能的要求,但国内对复合墙布的研究较少。沈艳琴等[4]介绍了一种以木浆非织造布为复合墙布表层、纯棉机织布为底层,利用苯丙乳液进行粘合的复合墙布加工方法,可生产出较环保,使用方便,满足多功能要求的复合墙布,但是以非织造布为表层仍存在不够美观的缺陷,且纯棉织物容易吸湿受潮,使用时间久了可能会使墙体发霉。关于装饰墙布的设计生产已有不少报道。[5-9]
本文介绍的新型复合墙布面料属于复合型墙布面料,采用提花布面无纺布底基,结合了纺织纤维墙布和无纺墙布的优点,通过TPU环保热熔胶膜将大提花布与纺粘无纺布复合,使其不仅具有纺织纤维墙布无毒、吸音、美观等性能,也有无纺墙布的挺括、耐老化、粘贴方便、有一定防潮性、能擦洗而不褪色的特性。其中大提花面料为复合墙布面料表层,利用纱线配色以及组织配合,起到增加复合墙布面料的美观度的作用,兼具一定的防潮功能。纺粘无纺布为复合墙布面料底层,通过合理选择原料、配置工艺参数,使复合墙布面料在保证良好外观的前提下加强其强力、透气性和环保指数,符合“绿色生产工艺”要求。另外,复合墙布面料在使用时,可在其背层覆上背胶,以方便更换。
1 新型复合墙布面料结构设计
新型复合墙布面料由三部分构成,由表层到底层依次为大提花布层、热熔胶层、纺粘无纺布层。大提花布层选择拒水性能较好的纤维原料,以起到阻挡一定空气中水分的作用,且在利用纺织CAD软件进行纹织工艺设计时,需考虑到表层大提花布应满足复合墙布面料具有良好外观的要求。无纺布层选择回潮率低、强力较好的纤维原料,保证复合墙布面料具有优异的防潮性能,并能够满足方便清洁、环保耐用的要求。复合墙布结构如图1所示。
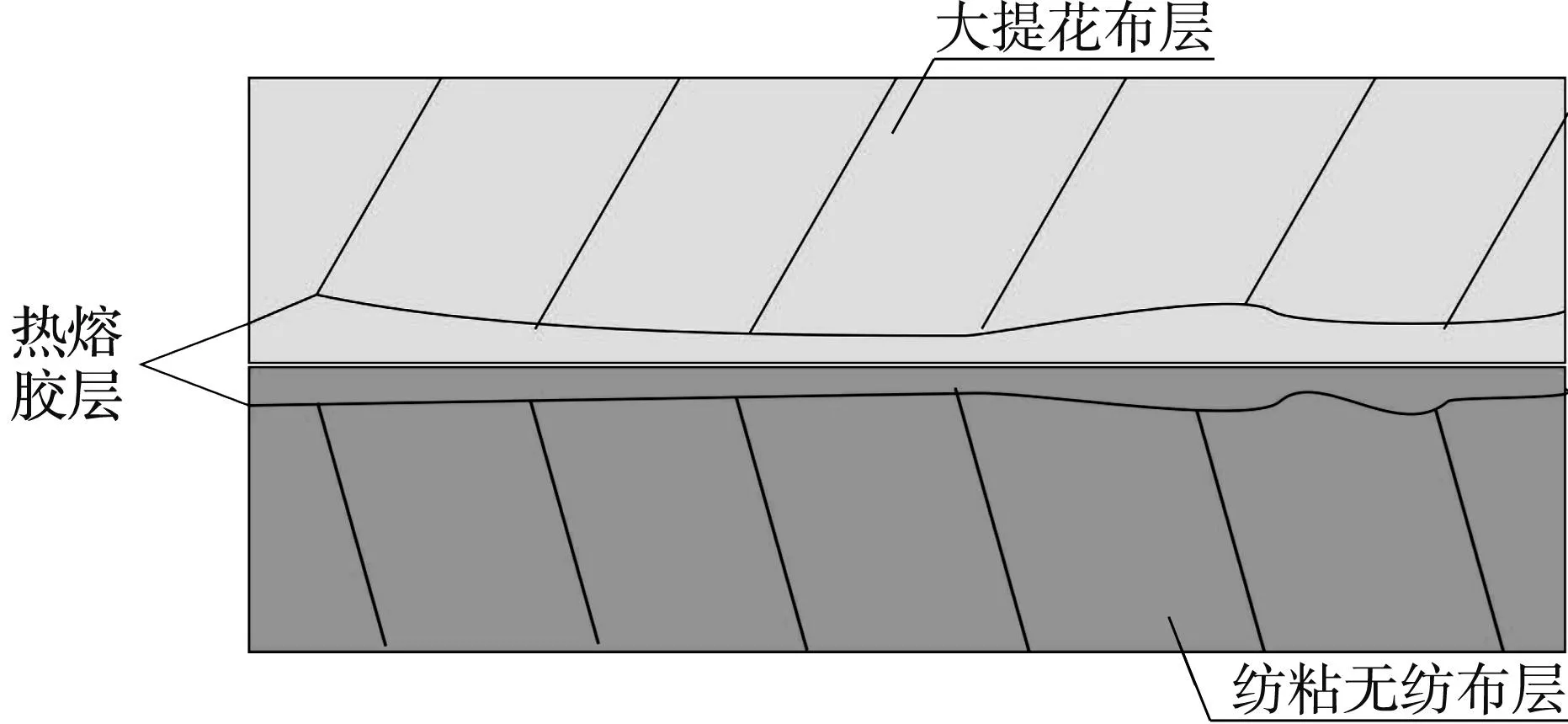
图1 复合墙布结构
2 新型复合墙布面料加工工艺
复合墙布面料的加工工艺流程包括如下步骤:a)选择合适的原料;b)设计表层大提花花纹组织,确定合理的表层大提花布和底层纺粘无纺布工艺参数、制定工艺流程;c)利用热熔胶膜在平板硫化机上对大提花布和纺粘无纺布进行复合。在设计复合工艺条件时,应先确定各参数合理的控制范围,而后遵循控制变量、对比多组数据的原则,最终确定最优复合工艺条件。
2.1表层大提花面料加工工艺
表层大提花面料采用色织纬二重,利用2688电子提花笼头织造。部分参数如表1所示。
纹织工艺设计采用纺织CAD软件设计,其中织造的局部意匠图如图2所示,纹样效果图如图3所示。
表1表层大提花面料部分参数参考

指标规格成品规格成品幅宽/cm144±5成品经密/(根/cm)68成品纬密/(根/cm)12织造原料经组合纬组合甲经甲纬乙纬166.7dtex×1(1/150D)涤纶低弹网络丝(深棕色)166.7dtex×1(1/150D)涤纶低弹网络丝(金黄色)333.3dtex×1(1/300D)涤纶有光低弹丝(淡黄色)333.3dtex×1(1/300D)涤纶有光低弹丝(淡黄色)组织地组织花组织花部1花部2甲乙纬组合的五枚经缎甲纬纬浮长、背衬乙纬1/1平纹组织乙纬1/1平纹组织、背衬甲纬纬面3/1斜纹组织
图2 局部意匠图

图3 纹样效果图
2.2底层纺粘无纺布加工工艺
底层纺粘无纺布采用薄型PP(丙纶)无纺布,丙纶的公定回潮率为0,具有较好的拒水性能,可保护墙体免于受潮。且丙纶纤维自身强力较大,耐磨性也较好,故可避免更换撕扯时破坏提花面料花纹。无纺布原料选用均聚聚丙烯切片,切片固结方式采用热轧加固,主要生产工艺流程可概括为:切片—螺杆挤出机—计量泵—喷丝板—冷却吹风—气流牵伸—铺网—热轧成布—卷绕。
PP(丙纶)无纺布规格参数如下:成品克重为30g/m2,厚度为0.1mm。在进行热轧时,应注意热轧温度不可高于PP熔点;热轧时将无纺布放置在无花纹的光辊以及有花纹的花辊之间,光辊在下花辊在上,光辊温度最好为花辊4~5倍以上,但不宜过高,否则会使布的柔软性变差;光辊与花辊间接触面单位长度上所受压力,即线压力的大小可根据产品定重和温度来设定。
2.3热熔胶复合最优工艺条件
此次研究选用TS-6106型双面热熔胶膜,其主要材质是TPU改性材料,属于成熟的环保材料。复合加工使用的机器为XLB25-D型平板硫化机,在进行复合加工时,应合理设置工艺参数,以免影响复合效果。主要复合参数包括:加压时间、复合温度、复合压强。从理论上分析,加压时间应越短越好,控制在120s左右;复合温度应高于热熔胶膜熔点(115℃),但低于丙纶纤维熔点(150~160℃),在该适用范围内以温度越高越好;复合压强应控制在2~3MPa之间,在不破坏提花花纹和布面的前提下,压强越大则效果越好。但考虑到复合时应保证大提花布花纹的完整性,以及尽量避免热熔胶膜融化过程中的外渗,实际复合参数最适合的数值应根据实际复合效果决定。根据控制单一变量的实验方法获得较具有代表性的数据,如表2所示。
表2复合工艺参数数据表

组别温度/℃压强/MPa时间/s113021202130390313031204140290514021206140390715021208150390
在相同的复合环境条件下,结合实际复合效果来看,采用4号和5号墙布复合工艺参数,即复合温度140℃、复合压强2MPa、复合时间90/120s,均能获得较好的布面效果,粘合牢固且柔软度适中。就单一参数来比较,当复合温度选择130℃或150℃时,粘合效果均不理想;复合时间选择90s时,易出现部分未粘合或粘合处不紧贴的问题;复合压强选择3MPa时,布面效果较差,但相比温度参数和时间参数,其影响较小。成品正反面分别如图4、图5所示。

图4 正面图

图5 反面图
3 性能测试数据与分析
考虑到墙布选择首要点是美观,故在8组实验中选择复合效果最好的4号和5号墙布进行以下性能测试,并进行数据分析。
根据GB/T 9995—1997《纺织材料含水率和回潮率的测定》[10]测试4、5号复合墙布的回潮率,采集数据如表2所示。
表2回潮率指标测试数据表
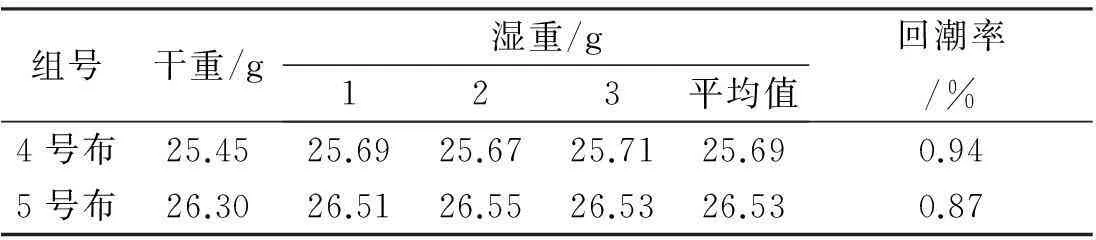
组号干重/g湿重/g123平均值回潮率/%4号布25.4525.6925.6725.7125.690.945号布26.3026.5126.5526.5326.530.87
根据GB 18401—2001《纺织品 甲醛含量的限定》要求室内装饰类纺织品甲醛含量≤300mg·kg-1,根据GB/T 2912.1—1998《纺织品 甲醛的测定第1部分:游离和水解的甲醛(水萃取法)》[11]测试4、5号复合墙布的甲醛含量,采集数据如表3所示。
表3甲醛含量测试数据表

组号甲醛含量/(mg/kg)12平均值4号布<20<20<205号布<20<20<20
注:水萃取法测试结果小于20mg/kg则结果报告为“未检出”。
根据GB/T 21196.1—2007《纺织品 马丁代尔法织物耐磨性的测定第1部分:马丁代尔耐磨试验仪》[12]、GB/T 5453—1997《纺织品 织物透气性的测定》[13]、AATCC 136-2009《双层织物的粘合强度》[14]、GB 17591《阻燃机织物》[15]分别测试4、5号复合墙布的耐磨性、透气量、剥离强力以及燃烧性能,采集数据如表4所示。
表4其他指标测试数据表

组号耐磨性/次透气量/(L·m-2·s-1)剥离强力/N燃烧性能4号布84637.8115.76B15号布83438.2916.28B1
由表2可看出,复合墙布面料的回潮率极低,可从侧面反映其吸水性差;表3反映复合墙布面料甲醛含量极底,满足绿色环保要求;表4列举了4项基本测试指标,反映复合墙布具有较好的耐磨性、透气量以及剥离强力,燃烧性能B1级符合GB 17591《阻燃机织物》中对装饰用纺织品燃烧性能的规定。
4 结 论
a)新型复合墙布由表层、底层两层织物通过热熔胶粘合而成。实验设计开发了一种以大提花布作为表层,纺粘无纺布作为底层,采用TPU热熔胶膜进行粘合而成的具有较好防潮性的环保复合型墙布。
b)复合型墙布的生产工艺包括了设计大提花纹织及上机工艺、纺粘无纺布工艺、热熔胶粘合等,并对其复合工艺进行参数优化,选择复合效果最好的工艺条件。
c)对复合效果最好的两种工艺条件下的墙布面料进行了性能测试。测试结果表明,在复合温度140℃、复合压强2MPa、复合时间90~120s的复合工艺条件下制成的新型复合墙布具有较好的防潮性、环保性、耐磨性,以及良好的透气性、剥离性,且燃烧性能达标,故综合性能优良。
参考文献:
[1] 李芬,陈港.壁纸的生产工艺特性及应用[J].上海造纸,2008,39(1):41-47.
[2] 吕灵凤,沈艳琴.纺织纤维墙布的应用探讨[J].山东纺织科技,2007,48(6):39-41.
[3] 邱新标.非织造装饰墙布的研制及其应用[J].产业用纺织品,2000,18(7):23-24.
[4] 沈艳琴,吕灵凤,李冬梅.复合装饰墙布结构设计与生产工艺研究[J].上海纺织科技,2008(8):24-25.
[5] 沈艳琴,武海良,吴长春.纺织装饰墙布结构设计与性能分析[J].西安工程大学学报,2008,22(3):269-274.
[6] 罗炳金.重纬大提花装饰织物的开发与研究[J].上海纺织科技,2009(3):38-39.
[7] 张巧玲,刘爱华.我国家用纺织品的现状及前景展望[J].现代纺织技术,2005,14(6):47-48.
[8] 张敏,孙润军,王娜.阻燃窗帘织物的设计与研发[J].现代纺织技术,2012,20(1):40-42.
[9] 郭晓云,刘洋飞.纹织CAD中组织合成与分解的实现[J].现代纺织技术,2014,22(3):6-7.
[10] 纺织材料含水率和回潮率的测定GB/T 9995—1997[S].北京:中国标准出版社,1997.
[11] 纺织品 甲醛的测定 第1部分:游离和水解的甲醛(水萃取法)GB/T 2912.1—2009[S].北京:中国标准出版社,2009.
[12] 纺织品马丁代尔法织物耐磨性的测定第1部分:马丁代尔耐磨试验仪GB/T 21196.1—2007[S].北京:中国标准出版社,2007.
[13] 纺织品 织物透气性的测定GB/T 5453—1997[S].北京:中国标准出版社,1997.
[14] 双层织物的粘合强度AATCC 136—2009[S].美国:纺织化学家与染色家协会技术手册,2009.
[15] 阻燃机织物GB 17591—2006[S].北京:中国标准出版社,2006.
(责任编辑:陈和榜)
收稿日期:2015-07-24
作者简介:韩玥(1994-),女,浙江衢州人,本科生,纺织工程专业。
中图分类号:TB332
文献标志码:A
文章编号:1009-265X(2016)03-0048-04
Study on Processing Technology of a New Compound Wall Fabric
HANYue
(College of Materials and Textiles, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Abstract:For the processing technology of new compound wall fabric, designing functional compound wall fabric is the starting point. A environmental compound wall fabric with a high humidity resistance was formed by designing the jacquard weaving process and knitting process of jacquard fabric on its surface layer and the processing technology of spunbond non-woven cloth on its bottom layer and by using TPU hot-melt adhesive membrane to cohere big figured cloth with spunbond non-woven cloth. Besides, the moisture regain, formaldehyde content and other basic indicators of fabric were measured. The results of compound effect and moisture regain show that the condition for best compounding effect of wall cloth would be 140℃of compound temperature, 2 MPa of compound pressure, and 90 to 120 s of compound time.
Key words:compound wall fabric; jacquard fabric; spunbond non-woven fabric; compound process; environmental friendly