利用重油催化柴油调和处理乙烯黄油
2016-08-11费伯成
费伯成,李 楠,谢 岩
(1. 中国石油抚顺石化分公司烯烃厂,辽宁 抚顺 113008; 2. 中国石油抚顺石化分公司乙烯化工厂,辽宁 抚顺 113008)
利用重油催化柴油调和处理乙烯黄油
费伯成1,李 楠1,谢 岩2
(1. 中国石油抚顺石化分公司烯烃厂,辽宁 抚顺 113008;2. 中国石油抚顺石化分公司乙烯化工厂,辽宁 抚顺 113008)
介绍了利用重油催化柴油调和乙烯装置产生的“黄油”,产生的黄油稀释油与乙烯焦油调和的方法,从而解决了乙烯装置产生的“黄油”处理的问题,进而改善和解决环保COD排放超标以及现有的安全隐患。
黄油; 乙烯装置; 重油催化柴油; 乙烯焦油; 调和; 互溶性
典型的800 kt/a乙烯装置采用了三段碱洗法脱除裂解气中的酸性气体,乙烯裂解气在碱洗过程中,裂解气中的重组分和双烯烃类的聚合形成的黄粘稠状聚合物,严重时呈黄泥状,通常称为“黄油”。
“黄油”的主要成分为双烯及不饱和烃的交联聚合物或是带苯环的醛酮缩合物。大量的患有将影响碱洗塔的正常运行和碱洗效果,同时,大量“黄油”易聚合结垢阻塞塔内分布器及塔盘,造成堵塔现象,使碱洗塔的运行周期缩短。更为重要的是废碱液常因含油量、化学需氧量(COD)指标不合格,给下游处理设施的操作带来困难,影响环保排放指标,即使将含黄油的废碱液送至罐区,因设备的安全要求,存在很大隐患。一般情况下,由于黄油呈强碱性、易氧化,通常以“危废”形式处理,这对整个乙烯装置及全厂的节能降耗影响很大[1-5]。
1 黄油性质分析
乙烯黄油静止放置24 h后,分出上部析出水,取下部黄油进行分析,结果如表 1所示。

表1 黄油分析Table 1 The analysis of the yellow oil
由表1可以看出,由于碱与黄油的密度接近,黄油中约有40%的碱液通过静置仍无法分离;黄油馏程较重,满足乙烯焦油的要求。
2 互溶性试验
根据相似相容原理,选择炼油厂焦化柴油、催化柴油、催化一中回流油与黄油做互溶试验比较合适,在实验期间:由于实验期间无法获得催化装置的一中回流油,因此选择了焦化柴油和催化柴油做试验。
焦化柴油与黄油混合后,结果如图1所示:水层有大量粘稠不溶物,互溶性差。

图 1 焦化柴油与黄油1:1混合Fig.1 The mixture of the RFCC diesel and yellow oil(1:1)
重油催化柴油与黄油分别按1:1、1:2、1:3比例混合,重油催化柴油与黄油混合后,结果图2所示。

图 2 催化柴油与黄油混合(1:1 1:2 1:3)Fig.2 The mixture of the RFCC diesel and yellow oil(1:1 1:2 1:3)
1:1比例混合样沉降水层中絮状物较多;
1:3比例混合样仅有少量水析出;
1:2比例混合样互溶性较好,油水分层明显且絮状物少。
因此,选择重油催化柴油作为溶剂油比较合适。
3 混合样品分层分析
水相分析:将充分混合沉降后样品进行分离,测试水相中氢氧化钠、碳酸钠、硫化钠含量,换算成黄油中所占含量分别为0.78%、0.69%、0.46%。
油相分析:油相按水洗和不水洗两种情况进行考察:
水洗油相的水溶性酸碱为碱性,经3次水洗后呈弱碱性,pH值为9。
不水洗油相进行测试,数据如表 2所示。

表2 油相分析Table 2 The analysis of the oil phase
4 混合样品油相与急冷油调合
黄油与重油催化柴油混合后脱水处理,将混合油与急冷油按 10:90、20:80比例混合均匀后静置24 h,无分层、析出现象,说明调和油中水含量不大。将20:80比例调合的急冷油按《炭黑原料油-乙烯焦油》GB/T 9581-2011进行分析[1],结果如表 3所示。
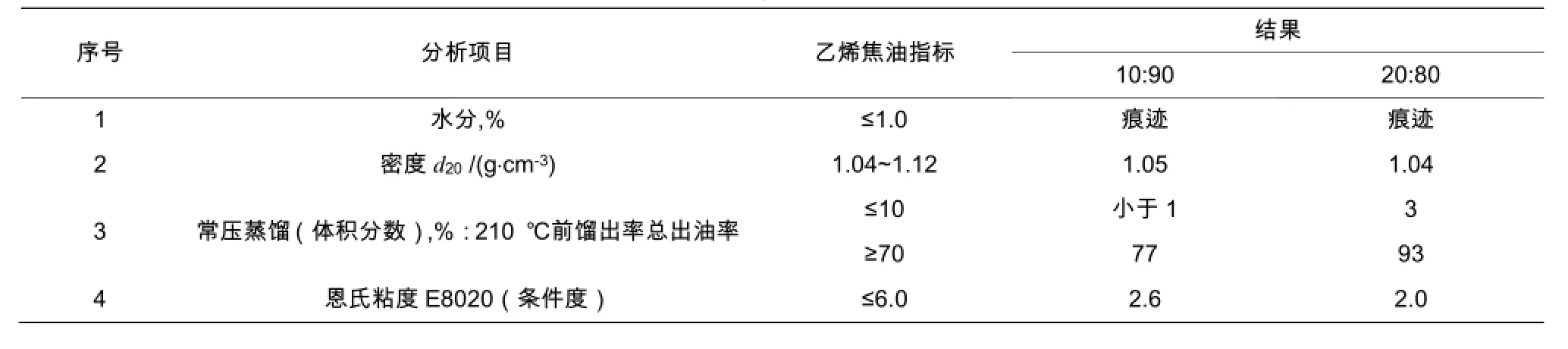
表 3 全分析数据Table 3 The analysis of the mixture
由表3可以看出两种比例调合的样品,其全项分析结果均满足乙烯焦油产品指标要求。方案选择:
条件1):在实际生产中,黄油产量很少,只有在生产不正常状态下会产生黄油,年均约10 t;
条件2):在乙烯装置100%负荷生产条件下,燃料油(乙烯焦油)的产量约为15 t/h,年产量约12万t。
因此,黄油稀释油与急冷油的调和比要远远小于1:9,所以,黄油与催柴的混和相,可以不水洗,直接与急冷油调和。
5 经济性及效益分析
按地区厂际间互供料价格计算,乙烯焦油 2 000元/t左右,催化柴油4 705元/t,另行黄油处理费为1 500元/t左右。按黄油/催化柴油2:1混合,不经过水洗方案处理,黄油/催化柴油混合相与急冷油调和比按1:9计算,每掺混出1吨乙烯焦油的效益计算:
成本:(4 705/2)×10%=235.25元/t乙烯焦油;
节约处理黄油的费用:1 500×10%=150元/t乙烯焦油;
效益:2 000×10%-235.25+150=114.75元/t乙烯焦油。
如果每年乙烯装置产黄油约10 t,可调和乙烯焦油100 t,年收益:114.75×100=11 475元。
因此,如果采用黄油用催柴稀释后再按比例调入急冷油的生产方案,效益虽然不可观,但更重要是体现在安全和环保效益方面。
6 结 论
本文通过分析乙烯装置黄油的特性,经过试验,证明黄油与炼油厂催化柴油混合相的性质,满足乙烯焦油的国标要求,另外通过经济和效益核算,证明了该方案的可行性。
大型化工装置的“危险废物”处理一直是困扰企业安全环保工作的问题之一。加之今年来,全国安全环保形势严峻,国家相继出台了最新的安全生产法以及环保法并已经开始实施。化工“危废”的控制、管理以及考核更加严格。本文同坐重油催化柴油调合处理乙烯黄油方案通过技术手段,利用原料和生产装置流程特点,拓宽了解决乙烯装置黄油的处理方法,节约了化工“危废”的处理费用,也减轻了大型化工装置的安全环保运行风险,是实现降本增效有效途径之一。
[1] 炭黑原料油-乙烯焦油GB/T 9581-2011[S].
[2] 王松汉.乙烯装置技术与运行[M].北京:中国石化出版社,2009.
[3] 段志阳.催化裂化装置工艺参数优化[J].炼油技术与工程,2014,44(5):27-29.
[4] 夏磊.世界乙烯产需概况及展望[J].石油化工技术经济,2005 (01):1-5.
[5] 赵艳丽.焦化柴油烷基化研究[J].石油炼制与化工,2009,40(2):13-16.
Treatment of “Yellow Oil” From Ethylene Plant by Blending RFCC Diesel
FEI Bo-cheng1,LI Nan1,XIE Yan2,
(1. Olefin plant, petrochina Fushun petrochemical company, Liaoning Fushun 113008,China;2. Ethylene plant, petrochina Fushun petrochemical company, Liaoning Fushun 113008,China)
The method of treating “yellow oil” produced in ethylene plant by blending RFCC diesel and ethylene tar was introduced. The method can solve the problem of “yellow oil” from ethylene plant, and also reduce the problem of COD discharge beyond standards.
Yellow oil; ethylene plant;RFCC diesel;ethylene bottom oil;blend;inter-solubility
费伯成(1980-),男,江苏省淮安市人,工程师, 2005年毕业于长江大学化学工程与工艺专业,研究方向:从事石油化工工作。E-mail:feibc@petrochina.com.cn。
TE 624
A
1671-0460(2016)05-1089-03
2016-04-09
